Изобретение относится к системе для уплотнения головки затравки в кристаллизаторе установки непрерывной разливки для литья крупноформатных заготовок, с плоским уплотняющим элементом, обеспечивающим уплотнение зазора между головкой затравки и кристаллизатором, и также уплотняющей пластиной, фиксирующей упомянутый плоский уплотняющий элемент на головке затравки, которая приблизительно имеет форму поперечного сечения профиля кристаллизатора и накрывает плоский уплотняющий элемент.
Установки непрерывной разливки такого типа используются, например, для производства форматов балочных заготовок с двутавровым профилем, с размерами более 800 мм в длину и более 400 мм в ширину по фланцу, при толщине перемычки приблизительно 120 мм. Головка затравки также используется, как известно в данной области техники, чтобы герметизировать низ кристаллизатора до и в течение процесса запуска разливки.
Во время литья расплавленная масса заливается через разливочный стакан и канал во внутреннюю полость кристаллизатора, где она затвердевает до тех пор, пока ее нельзя будет вытянуть вместе с головкой затравки в виде горячего стержня. Чтобы компенсировать усадку стержня в кристаллизаторе, которая происходит во время процесса затвердевания, кристаллизатор имеет конусность, проходящую под небольшим углом сверху вниз. Так как большие форматы балочных заготовок отливаются более медленно, чем меньшие форматы, они требуют относительно большей конусности кристаллизатора. По этой причине вход кристаллизатора для таких форматов на около 6-12 мм больше, чем его выход.
Перед началом литья головка затравки с соответствующим уплотнением монтируется у кристаллизатора и затем вставляется в него до тех пор, пока она не достигнет позиции для начала литья в кристаллизатор. Так как уплотнение в системах по предшествующему уровню техники является жестким, вследствие конусности кристаллизатора образуется зазор на внутреннем выступе профиля. В случае больших форматов зазор может быть неприемлемо велик. Особенно важно в позиции пуска литья, чтобы уплотнение затравки обеспечивало идеальную герметизацию для предотвращения вытекания расплава из внутренней части кристаллизатора во время литья. Системы согласно современному уровню техники, таким образом, являются неподходящими для литья особо крупноформатных профилей.
В частности из публикации DE 102004046333 А1, 02.06.2005 известна система для уплотнения головки затравки в кристаллизаторе установки непрерывной разливки, содержащая уплотняющий элемент для уплотнения интервала между головкой затравки и кристаллизатором и держатель уплотняющего элемента. Недостатком известного решения, которые может рассматриваться в качестве ближайшего аналога заявленного изобретения, является отсутствие возможности перемещения держателя уплотняющего элемента, в том числе в плоскости уплотнения.
В основе изобретения лежит задача устранения вышеупомянутых недостатков и создания уплотнения затравки, которое гарантирует полное уплотнение затравки при литье, особенно больших форматов заготовки.
Эта проблема решается согласно настоящему изобретению тем, что уплотняющая пластина, фиксирующая плоский уплотнительный элемент, выполнена с возможностью смещения к центру кристаллизатора на величину, которая является функцией конусности кристаллизатора.
Это позволяет, при введении головки затравки, компенсировать наклонное направление кристаллизатора посредством сжатия уплотняющей пластиной так, что уплотняемый интервал между уплотняющей пластиной и кристаллизатором остается одинаковым со всех сторон. В результате плоский уплотняющий элемент обеспечивает полную герметизацию, даже при литье особенно больших форматов.
С точки зрения простоты конструкции и безопасной работы, изобретение дополнительно предусматривает, что уплотняющая пластина изготовлена из двух частей, причем обе половинки пластины выполнены с возможностью смещения к центру кристаллизатора, и отделены друг от друга зазором, ширина которого является функцией конусности кристаллизатора. Когда головка затравки введена в кристаллизатор, половинки пластины вводятся в зазор в пределах миллиметрового диапазона. Выполняя согласно требуемым размерам зазор, соответственно, можно, таким образом, полностью компенсировать наклонное направление кристаллизатора.
Чтобы упростить изготовление, так же предпочтительно, если зазор образован по центру. Это позволяет, чтобы обе половинки пластины были идентичны по форме.
С целью устойчивого удерживания выполненных с возможностью смещения половинок пластины, головка затравки согласно настоящему изобретению включает в себя цельную уплотняющую пластину, которая зафиксирована на головке затравки. Половинки пластины, таким образом, надежно удерживаются по их участку поверхности цельной уплотняющей пластиной, без ухудшения их возможности смещения.
Цельная уплотняющая пластина предпочтительно зафиксирована на головке затравки натяжными стержнями, прикрепленными к ней. Натяжные стержни также служат, в известной степени, чтобы поглощать усилия растяжения, действующие между затравкой и горячим стержнем.
Для свободной подвижности выполненных с возможностью смещения половинок пластины в области натяжных стержней изобретением предусматривается, что половинки пластины снабжены сквозными отверстиями, образованные в качестве каналов для натяжных стержней.
С целью полного поглощения усилий, действующих во время введения плоского уплотняющего элемента, цельная уплотняющая пластина согласно настоящему изобретению обеспечена ребром жесткости, проходящим в продольной оси, с которым ее жесткость особенно в области перемычки, улучшается.
Изобретение далее описано более подробно на основе одного варианта выполнения, со ссылками на чертежи, которые изображают:
фиг.1 - уплотнение затравки согласно настоящему изобретению, изображенное на виде сбоку и в позиции пуска литья,
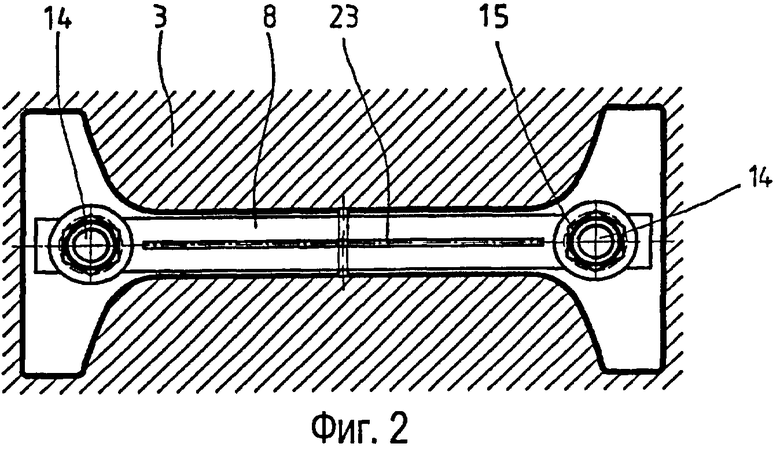
фиг.2 - уплотнение затравки согласно фиг.1 на виде сверху,
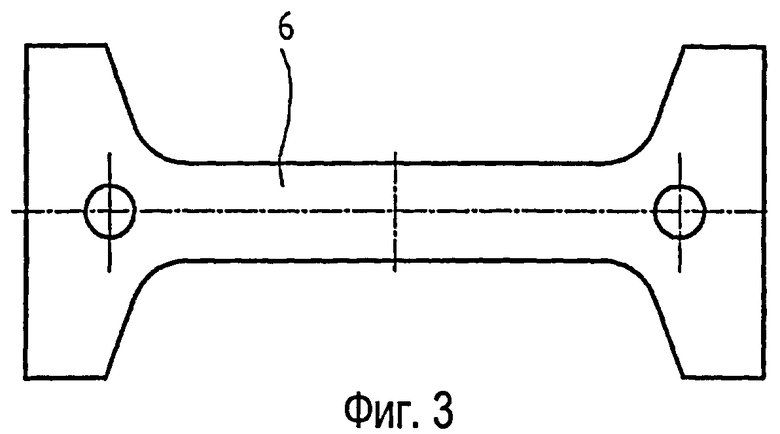
фиг.3 - плоский уплотняющий элемент головки затравки согласно фиг.1 на виде сверху,
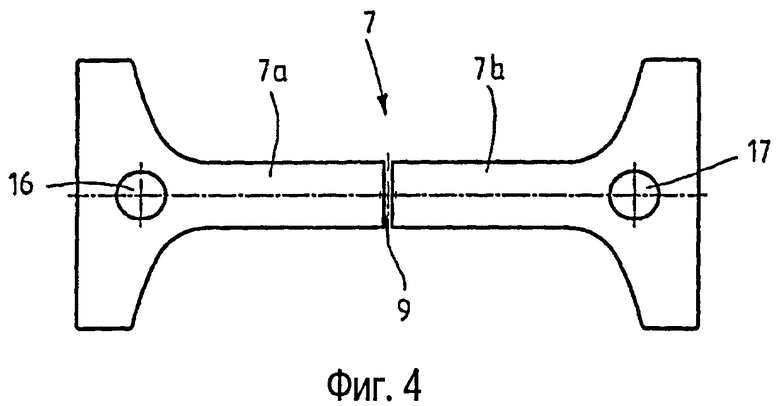
фиг.4 - двухсекционную уплотняющую пластину головки затравки согласно фиг.1, вновь на виде сверху,
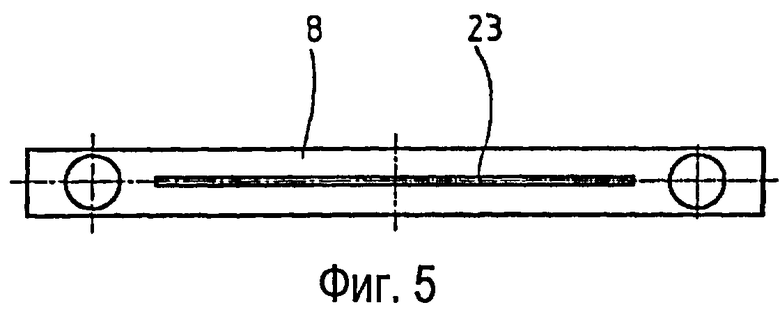
фиг.5 - цельную уплотняющую пластину головки затравки согласно фиг.1 на виде сверху,
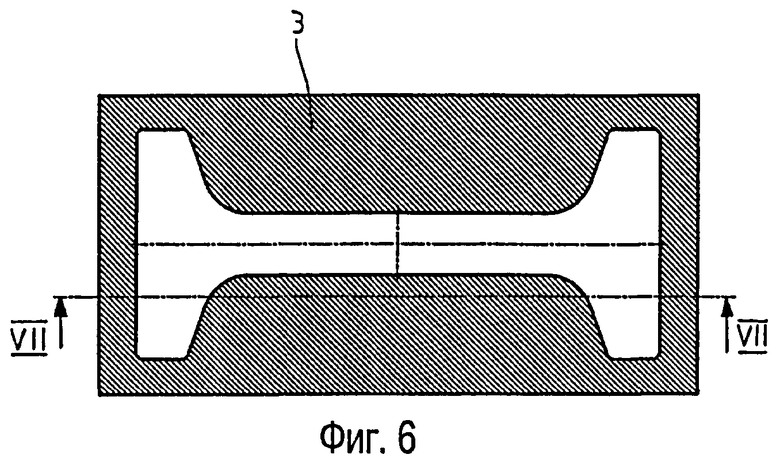
фиг.6 - кристаллизатор согласно фиг.1 схематически на виде сверху,
фиг.7 - схематически сечение кристаллизатора по линии VII-VII на фиг.7 с изображением уплотнения затравки в различных положениях, и
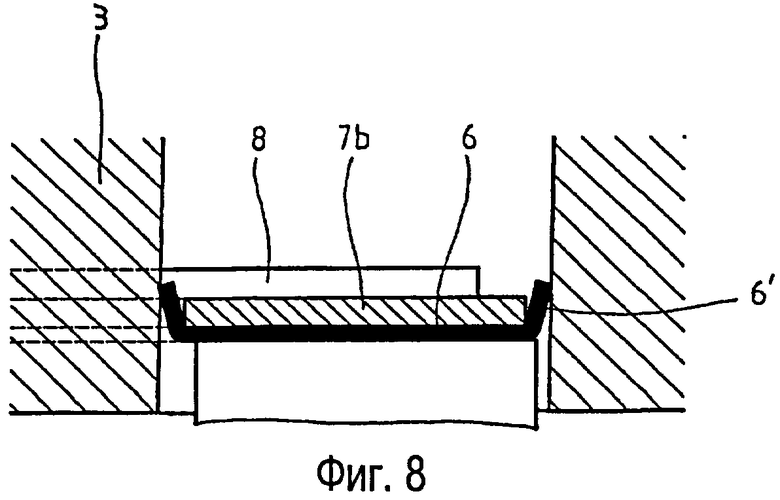
фиг.8 - схематически частичное сечение кристаллизатора и часть головки затравки согласно фиг.7.
Головка 1 затравки, изображенная на фиг.1-8, снабжена уплотнением 2 затравки согласно изобретению. Она изображена в исходном положении перед началом процесса литья, в котором она герметизирует внутреннюю часть кристаллизатора 3 для отливки крупноформатной балочной заготовки двутаврового профиля приблизительно 800 мм длиной, 400 мм шириной фланца и 120 мм толщиной перемычки внизу. Над головкой 1 затравки находится, по меньшей мере, один разливочный стакан и канал 4, выступающий внутрь кристаллизатора 3, через которые расплавленная сталь заливается во внутреннюю часть кристаллизатора 3 во время литья. Снизу головка 1 затравки прикреплена к вытягивающему устройству 5 посредством которого стержень вытягивается из кристаллизатора 3.
Как видно особенно из фиг.1 и 2, уплотнение 2 затравки состоит из плоского уплотняющего элемента 6 и двух уплотняющих пластин 7 и 8, причем уплотняющая пластина 7 разделена на две половинки 7а, 7b пластины, лежащие симметрично друг другу в одной плоскости, между которыми находится расположенное по центру непрерывный зазор 9 приблизительно от 10 до 20 мм. Уплотняющая пластина 8 также является цельной и прямоугольной по форме и накрывает половинки 7а, 7b пластины в области перемычки. Уплотняющие пластины 7 и 8 изготовлены из стального листа толщиной приблизительно 8-15 мм.
Как видно из фиг.3, плоский уплотняющий элемент 6 имеет тот же наружный контур, что и внутренний контур кристаллизатора, но с небольшим припуском приблизительно от 15 до 20 мм. Он может быть изготовлен из войлока толщиной приблизительно 6-12 мм, но легко также может быть изготовлен из любого другого материала с сопоставимыми характеристиками, в частности в отношении механической прочности, эластичности и жаростойкости.
Уплотнение 2 затравки устанавливается на головку 1 затравки вне кристаллизатора 3. В то же время плоский уплотняющий элемент 6 зафиксирован, выступая между головкой 1 затравки и половинками 7а, 7b пластины. Когда головка 1 затравки введена внутрь кристаллизатора, выступающий плоский уплотняющий элемент огибает наружный край половинок 7а, 7b пластины по направлению к внутренним стенкам кристаллизатора и герметизирует интервал шириной приблизительно 4-8 мм между уплотняющими пластинами и кристаллизатором со всех сторон, чтобы расплавленная сталь не вытекала во время пуска литья.
Цельная уплотняющая пластина 8, со своей стороны, прижата к двум половинкам 7а, 7b пластины и решает вместе с последними задачу поглощения усилий, действующих во время введения плоского уплотнительного элемента 6 во внутреннюю область профиля, включая в себя область перемычки.
Натяжные стержни 10, 11 в виде болтов 12 предназначены для прикрепления уплотнения 2 затравки на головке 1 затравки, причем упомянутые натяжные стрежни вставлены нижней частью 13 в головку 1 затравки и зафиксированы поперечными болтами, и также предусмотрена верхняя резьбовая часть 14, на которую навинчена гайка 15. Половинки 7а, 7b пластины имеют каналы 16 и 17 соответственно в виде сквозных отверстий для натяжных стержней 10 и 11. Гайки 15 завинчены плотно к прижимным втулкам 18, которые в свою очередь прижаты к цельной уплотняющей пластине 8. Во время установки необходимо следить за тем, чтобы гарантировать возможность смещения уплотняющих пластин, то есть гайки 15 не должны быть затянуты слишком сильно, если только распорное кольцо не расположено между пластинами. Натяжные стержни 10 и 11 также принимают усилия растяжения, действующие между горячим стержнем и затравкой во время вытягивания стержня.
Для того чтобы удерживать обе половинки 7а, 7b пластины надежно, особенно в области перемычки, цельная уплотняющая пластина 8 снабжается продольным ребром 23 жесткости, которое придает уплотняющей пластине 8 большую жесткость в центральной области. Ребро 23 жесткости продолжается между двумя натяжными стержнями 10 и 11.
Дополнительные средства усиления, не показанные более подробно, могут быть обеспечены для жесткости пластины 8.
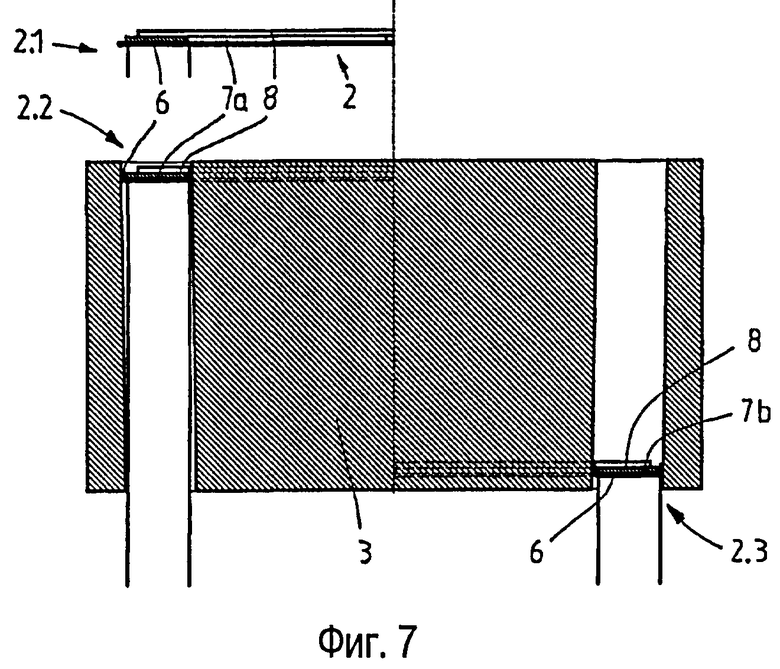
Фиг.7 изображает кристаллизатор 3 в сечении по линии VII-VII согласно фиг.6 и схематически уплотнение 2 затравки в положении 2.1 перед введением, в положении 2.2 непосредственно после введения в кристаллизатор 3 и дополнительно в положении 2.3 по достижении нижнего конца кристаллизатора 3, как также изображено в увеличенном масштабе на фиг.8.
Плоский уплотняющий элемент 6 выступает вбок со всех сторон уплотняющей пластины 7, расположенной над ним. В результате он одинаково изогнут в направлении от кристаллизатора 3 в виде накладной пластины 6' и, следовательно, расположен между самосмещающейся уплотняющей пластиной 7 и кристаллизатором и образует надежное уплотнение со всех сторон. Когда головка 1 затравки смещается вниз в кристаллизаторе 3, регулируемая уплотняющая пластина 7 надежно смещается плоским уплотняющим элементом, расположенным по периферии кристаллизатора, к центру кристаллизатора. Следствием этого является то, что уплотняемый интервал между кристаллизатором и уплотняющей пластиной 7 остается постоянным. В положении 2.2, непосредственно после введения уплотнения 2 затравки, уплотняющая пластина 7 смещена наружу относительно более короткой уплотняющей пластины 8, когда в тоже время в положении 2.3 уплотняющая пластина 7 сравнительно смещена далее внутрь.
Это, таким образом, гарантирует, что в положении 2.3 пуска литья плоский уплотнительный элемент 6 герметизирует уплотняемый интервал накладной пластиной 6', которая образована со всех его сторон и в частности также вокруг внутренних выступов профиля.
С учетом возможности введения уплотняющей пластины 7 также возможно в объеме этого изобретения обеспечить другие сравнительно эффективные элементы, такие как нежесткие области пластины или подобные. Также возможно в объеме изобретения сделать зазор 9, в зависимости от геометрии профиля, неодинаковым и/или расположить его не по центру в уплотняющей пластине.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОТЛИВКИ БЕТОННЫХ ИЗДЕЛИЙ И СООТВЕТСТВУЮЩЕЕ УСТРОЙСТВО | 2016 |
|
RU2645025C2 |
| НАЧАЛЬНАЯ ЧАСТЬ, ГОЛОВКА ЗАТРАВКИ И ЗАТРАВКА ДЛЯ УСТАНОВКИ НЕПРЕРЫВНОЙ РАЗЛИВКИ ДЛЯ ОТЛИВКИ ПРЕДВАРИТЕЛЬНОГО ПРОФИЛЯ | 2011 |
|
RU2563422C2 |
| УСТАНОВКА НЕПРЕРЫВНОЙ РАЗЛИВКИ И СПОСОБ ЛИТЬЯ, ПО ВЫБОРУ, ШИРОКОЙ ЗАГОТОВКИ ИЛИ МАКСИМАЛЬНО В ДВА РАЗА БОЛЕЕ УЗКИХ ПО СРАВНЕНИЮ С НЕЙ ЗАГОТОВОК | 2005 |
|
RU2370338C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛЬНЫХ И ПЛОСКИХ ИЗДЕЛИЙ, ПРЕИМУЩЕСТВЕННО ЧЕРЕПИЦЫ, НЕПРЕРЫВНЫМ ФОРМОВАНИЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2038972C1 |
| Устройство для непрерывного литья стальной ленты | 1987 |
|
SU1554756A3 |
| ВЕРТИКАЛЬНАЯ МАШИНА ПОЛУНЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛИЧЕСКИХ ТРУБ | 2010 |
|
RU2436652C1 |
| КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 2006 |
|
RU2340425C2 |
| ФОРМОВОЧНАЯ СИСТЕМА ДЛЯ ОБРАЗОВАНИЯ ОТДЕЛЕНИЙ В КОНТЕЙНЕРЕ НА ОСНОВЕ КАРТОНА | 2009 |
|
RU2499667C2 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ КОНТЕЙНЕРА | 2009 |
|
RU2504470C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ЗАТРАВКИ В УСТАНОВКЕ НЕПРЕРЫВНОЙ РАЗЛИВКИ И УСТАНОВКА НЕПРЕРЫВНОЙ РАЗЛИВКИ С ЗАТРАВКОЙ | 2010 |
|
RU2527568C2 |
Изобретение относится к металлургии. Система для уплотнения головки затравки содержит плоский эластичный уплотняющий элемент 6 и уплотняющую пластину (7), которая фиксирует плоский эластичный уплотняющий элемент на головке затравки. Уплотняющий элемент выступает со всех сторон уплотняющей пластины 7. Уплотняющая пластина 7 приблизительно имеет геометрию сечения профиля кристаллизатора формы. Уплотняющая пластина 7 состоит из двух половинок 7а, 7b, лежащих в одной плоскости, что позволяет пластине смещаться к центру кристаллизатора на величину, которая является функцией конусности кристаллизатора 3. При введении головки затравки в кристаллизатор компенсируется наклонное направление кристаллизатора посредством сжатия уплотняющей пластины до тех пор, пока интервал между уплотняющей пластиной и кристаллизатором не станет одинаковым со всех сторон. Обеспечивается полная герметизация кристаллизатора при литье слитков больших размеров. 7 з.п. ф-лы, 8 ил.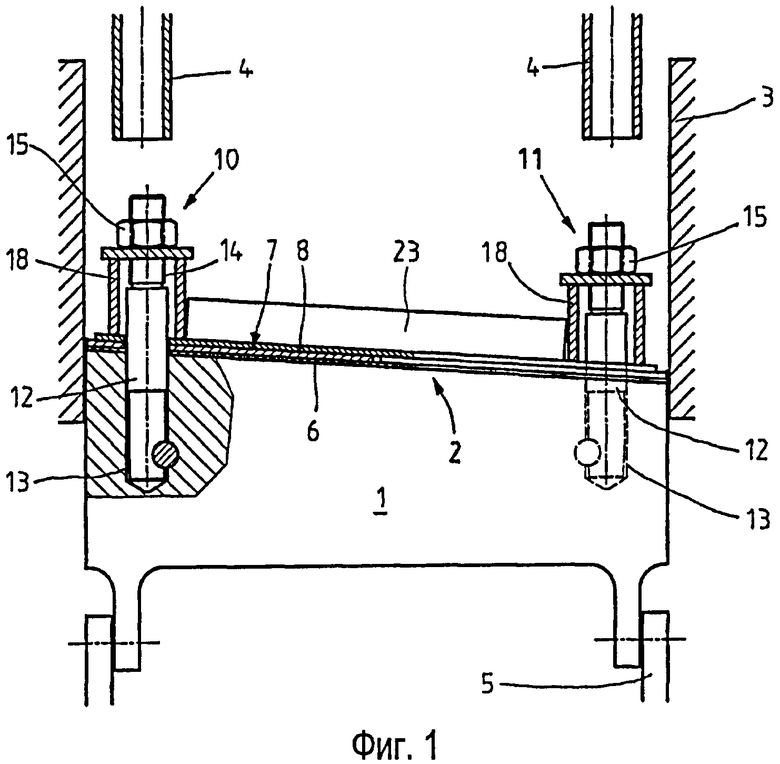
1. Система для уплотнения головки затравки в кристаллизаторе установки непрерывной разливки для литья крупноформатных заготовок, содержащая плоский эластичный уплотняющий элемент (6) для уплотнения зазора между головкой затравки и кристаллизатором, и уплотняющую пластину (7), которая фиксирует плоский эластичный уплотняющий элемент на головке затравки, причем плоский эластичный уплотняющий элемент выполнен выступающим со всех сторон уплотняющей пластины, а упомянутая пластина имеет приблизительно геометрию сечения профиля кристаллизатора и накрывает плоский эластичный уплотняющий элемент (6), отличающаяся тем, что уплотняющая пластина (7) состоит из двух половинок (7а, 7b), которые выполнены с возможностью смещения к центру кристаллизатора на величину, которая зависит от конусности кристаллизатора, и отделены друг от друга зазором (9).
2. Система по п.1, отличающаяся тем, что упомянутые две половинки (7а, 7b) расположены симметрично друг другу в одной плоскости и отделены друг от друга зазором (9), ширина которого зависит от конусности кристаллизатора.
3. Система по п.1, отличающаяся тем, что плоский эластичный уплотняющий элемент (6) выступает со всех сторон уплотняющей пластины (7), расположенной над ним, равномерно загнут вниз в кристаллизаторе (3) и расположен между уплотняющей пластиной (7) и кристаллизатором для образования надежного уплотнения со всех сторон.
4. Система по любому из пп.1 и 2, отличающаяся тем, что она снабжена цельной уплотняющей пластиной (8), установленной на головке (1) затравки и накрывающей уплотняющую пластину (7), состоящую из двух половинок.
5. Система по п.4, отличающаяся тем, что цельная уплотняющая пластина (8) прикреплена к головке (1) затравки натяжными стержнями (10, 11), прикрепленными к ней.
6. Система по п.5, отличающаяся тем, что половинки (7а, 7b) уплотняющей пластины снабжены сквозными отверстиями (16, 17) в виде каналов для натяжных стержней (10, 11).
7. Система по п.4, отличающаяся тем, что цельная уплотняющая пластина (8) снабжена ребром (23) жесткости, которое проходит в продольном направлении.
8. Система по одному из пп.5 и 6, отличающаяся тем, что цельная уплотняющая пластина (8) снабжена ребром (23) жесткости, которое проходит в продольном направлении.
| DE 102004046333 A1, 02.06.2005 | |||
| DE 3230183 A1, 14.04.1983 | |||
| Многоярусная печь | 1983 |
|
SU1249287A1 |
| US 3587716 A, 28.06.1971 | |||
| Затравка установки непрерывного литьяплОСКиХ СлиТКОВ B элЕКТРОМАгНиТНыйКРиСТАллизАТОР | 1977 |
|
SU801974A1 |
| Устройство для непрерывного литья стальной ленты | 1987 |
|
SU1554756A3 |

