Изобретение относится к области химико-технологических, энергоресурсосберегающих процессов получения метанола из природного газа или "хвостовых" углеводородсодержащих газов химических, нефтехимических, металлургических и газоперерабатывающих производств.
Более конкретно изобретение относится к технологии синтеза метанола из синтез-газа, получаемого в каталитических реакторах паровой и/или пароуглекислотной конверсии низших углеводородов.
В промышленности синтез метанола обычно осуществляется в две стадии:
На первой стадии в трубчатой печи проводится высокоэндотермические реакции паровой или пароуглекислотной конверсии газообразных углеводородов и затем в шахтном реакторе осуществляется парокислородная конверсия непрореагировавших в трубчатом реакторе газообразных углеводородов, в основном метана. Разработаны процессы, предусматривающие совмещение работы этих аппаратов.
На второй стадии проводится собственно конверсия синтез-газа в метанол. Для обеспечения высокой производительности промышленных реакторов и для организации в них температурных полей, характеризующихся небольшими градиентами температур, реализуется турбулентный режим течения газового реакционного потока или же режим течения, близкий к турбулентному. При этом обычно конверсия исходных реактантов невысока и непрореагировавший синтез-газ после отделения метанола и дополнительного компремирования вновь подается во входной поток сырья в каталитический реактор синтеза метанола.
Недостатки подобных промышленных технологий следующие:
- Значительные энергозататы.
- Использование дорогостоящего оборудования.
- Сложность систем управления.
- Высокие капитальные затраты.
- Значительные расходные нормы по сырью.
Ввиду этого себестоимость производимого метанола достаточно велика и он не может быть использован в качестве сырья для высокорентабельных производств получения моторных топлив или мономеров (этилена, пропилена).
Известны промышленные технологии производства метанола из природного газа, в которых имеет место сокращение энергозатрат по сравнению с традиционными промышленными технологиями. В патенте (US 5245110) предлагается получать синтез-газ в результате парциального окисления углеводородов природного газа воздухом или обогащенным кислородом воздухом. Снижение себестоимости синтез-газа достигается вследствие:
1. Снижения затрат на производство обогащенного кислородом воздуха по сравнению с производством чистого кислорода.
2. Использования более простого и дешевого технологического оборудования.
3. Упрощения системы управления процессом.
На второй стадии производства метанола синтез-газ со значительным содержанием азота конвертируется в метанол в четырех или шести последовательно соединенных реакторах с промежуточной конденсацией метанола после каждого реактора. На выходе из реакторного блока непрореагировавший синтез-газ подается в массообменный мембранный блок, пермеатный поток из которого, обогащенный водородом и обедненный азотом, смешивается с синтез-газом, поступающим в реакторный узел получения метанола. В данном процессе рецикл по водороду необходим, ибо только в этом случае мольное соотношение водорода к оксиду углерода в синтез-газе может быть получено существенно больше двух. Азот в системе каталитических реакторов рециркулирует лишь частично с пермеатным потоком, его большая часть вместе с ретантным потоком направляется в газовую турбину и сбрасывается в атмосферу вместе с выхлопными газами газовой турбины. В данном процессе природный газ и воздух компремируются до адиабатического реактора парциального окисления природного газа и получаемый синтез-газ при давлении, превышающем 7,0 МПа, направляется в реакторный узел синтеза метанола, в котором уже другие компрессоры не используются. Таким образом, в данном процессе синтез метанола проводится при едином начальном давлении.
Процессы при едином начальном давлении реализуются не только для безрециркуляционных по синтез-газу промышленных установок, но и для промышленных установок, в которых предусматривается циркуляция непрореагировавшего в реакторах синтеза метанола синтез-газа (Пат. US 4910228). В этом случае природный газ, подвергаемый паровому риформингу в каталитическом реакторе, компремируется до давления, которое обеспечивает давление синтез-газа, превышающее давление газа в циркуляционном контуре. Тепловой поток, необходимый для поддержания работы реактора каталитического риформинга, организуется за счет парциального окисления кислородом части природного газа. Мощность, требуемая для компремирования исходного сырья, кислорода, работы циркуляционного контура, обеспечивается за счет тепла сгорания продувочных циркуляционных газов и пара, образовавшегося при синтезе метанола.
Наиболее близким аналогом к заявленному изобретению является способ получения метанола, включающий стадию получения синтез-газа, стадию каталитической конверсии синтез-газа в метанол, включающий операции подачи и нагрева синтез-газа во входных зонах реакторов, операцию каталитического превращения синтез-газа в метанол с разогревом газового потока за счет тепла реакций синтеза метанола, операции выделения метанола и утилизации "хвостовых" газов. Процесс получения метанола проводят в ряде реакторов в интервале температур 170-280oС, давлении 3,0-8,0 МПа и объемной скорости потока 500-10000 ч-1 (RU 21523578).
Недостатками известных способов производства метанола на основе природного газа и "хвостовых" углеводородных газов химических, нефтехимических, газоперерабатывающих производств по безрециркуляционной технологии по углеводородному сырью являются:
- низкое качество целевого продукта;
- значительные энергозатраты при ректификации метанола;
- сильная дезактивация катализаторов в реакторах синтеза метанола;
- значительные энергозатраты при переработке природного газа малодебитных газовых месторождений.
Перечисленные выше недостатки рассмотренных технологий затрудняют их непосредственное использование при организации промышленных производств метанола на газовых месторождениях и на химических предприятиях.
В настоящем изобретении ставятся следующие задачи: достижение высокой производительности процесса получения метанола из природного газа, получение целевого продукта - метанола высокого качества, снижение степени дезактивации катализаторов при длительной эксплуатации промышленной установки, обеспечение надежности работы промышленных установок при изменении состава сырья.
Постановленные задачи достигаются:
Способом получения метанола, включающим стадии сероочистки углеводородсодержащего газа, стадию получения синтез-газа из углеводородсодержащего газа в реакторе риформинга, стадию компремирования синтез-газа, стадию каталитической конверсии синтез-газа в метанол в реакторном узле, состоящем из нескольких каталитических реакторов, включающую операции нагрева и конверсии синтез-газа в метанол в каждом реакторе, операцию охлаждения продуктов реакции и выделения метанола после каждого реактора, операцию утилизации "хвостовых" газов. В первых двух по движению потока реакторах реакторного узла процесс синтеза метанола проводят в интервале давлений 3,0-4,5 МПа, температур 160-320oС, объемных скоростей потока 500-10000 ч-1, а в последних двух по движению потока реакторах реакторного узла процесс синтеза метанола проводят в интервале давлений 5,0-8,0 МПа, температур 160-300oС, объемных скоростей потока 1000-10000 ч-1.
Синтез-газ подают в реакторный узел получения метанола при мольном отношении водорода к оксиду углерода в интервале от 2,0:1 до 5:1.
Пар, выработанный в реакторном узле синтеза метанола и пар, образованный "дымовыми" газами реактора риформинга, направляют в паровые турбины для выработки электроэнергии.
Часть произведенного метанола используют в качестве абсорбента абсорбционно-десорбционного комплекса установки для концентрирования диоксида углерода в части потока "хвостовых" газов, направляемых в реактор риформинга углеводородсодержащего газа.
Водные кубовые остатки ректификационных колонн концентрирования метанола подают в каталитический реактор очистки воды от метанола и очищенную воду направляют после дополнительной подготовки в реактор риформинга углеводородсодержащего газа.
На чертеже иллюстрируется сущность предлагаемого изобретения, которое предполагает использование промышленной установки получения метанола, состоящей из реактора 4 конверсии низших углеводородов в метан, реакторного блока 2 сероочистки природного газа, реактора риформинга 6 природного газа в синтез-газ, реакторов 12, 17, 23, 28 синтеза метанола из синтез-газа, реактора 37 очистки кубового остатка колонны 36 от метанола, колонн ректификации 35, 36 для очистки метанола, колонны абсорбции диоксида углерода 32, колонны десорбции диоксида углерода 33, сепараторов метанола 14, 19, 25, 30, сепаратора воды 9, теплообменников 1, 3, 5, 7, 8, 11, 13, 16, 18, 22, 24, 27, 29, компрессоров для сжатия синтез-газа 10, 21, паровых барабанов для конденсации пара 15, 20, 26, 31.
Способ получения метанола из углеводородсодержащего газа реализуется на установке, представленной на чертеже, следующим образом. Исходный углеводородсодержащий, в частности природный, газ нагревают дымовыми газами реактора риформинга метана и подают в блок сероочистки. В нем осуществляется гидрогенолиз серусодержащих соединений и адсорбция образовавшегося сероводорода на оксидно-цинковых поглотителях. Затем очищенный природный газ поступает в реактор предварительного риформинга, в котором углеводороды С2-С4 конвертируются в метан. Далее очищенный природный газ смешивается с водяным паром. Смесь водяного пара и метана имеет мольное отношение в интервале 1,8-2,7. К этой смеси добавляется диоксид углерода, поставленный из абсорбционно-десорбционного блока 32, 33. Полученный газ подается в реактор риформинга метана, в котором при низком давлении (0,7 - 2,9 МПа) и температуре 850-900oС он конвертируется в синтез-газ. Синтез-газ охлаждается в теплообменниках 7, 8 и в сепараторе 9 от него отделяется вода. Далее синтез-газ с остаточным содержанием воды менее 0,1 мас.% поступает на всас компрессора 10, который компремирует его до давления 4 МПа. После компрессора 10 синтез-газ подается в теплообменник 11, в котором он нагревается продуктовым потоком реактора 12 до температуры реакции получения метанола. После теплообменника 11 синтез-газ направляется в реакционную зону реактора 12, в которой происходит реакция конверсии синтез-газа в метанол. На входе реакционной зоны реактора 12 исходные реактанты нагреваются кипящим в межтрубном пространстве реактора 12 теплоносителем. В основной части реакционной зоны реактора 12 нагрев реакционной смеси осуществляется вследствие протекания экзотермических химических реакций паровой конверсии оксида углерода и гидрирования оксида и диоксида углерода водородом. Однако вследствие интенсивного теплообмена между реакционным потоком и теплоносителем значительных градиентов температур в реакционной зоне не возникает. Далее газовый поток через холодильник-конденсатор 13 направляется в сепаратор 14, в котором происходит конденсация метанола. Неконденсирующиеся продукты реакции через теплообменник 16 направляются в реактор 17. Условия работы реакторов 12 и 17 идентичны. Неконденсирующиеся газы после сепаратора 19 подаются на всас компрессора 21, в котором они компремируются до давления 7,0 МПа. Далее синтез-газ подается в теплообменник 22, где нагревается продуктовыми потоками реактора 23 до температуры, близкой к температуре начала реакции синтеза метанола. После теплообменника 22 синтез-газ направляют в реактор 23, во входной зоне которого он нагревается до температуры реакции. Затем синтез-газ поступает в основную зону реакции в реакторе 23. В ней протекает конверсия синтез-газа в метанол. Во входной зоне синтез-газ нагревается кипящим в межтрубном пространстве теплоносителем, а в основной каталитической зоне он охлаждается им. Из реактора 23 продуктовый поток проходит через теплообменник 22, где нагревает исходное сырье до температуры, близкой к температуре начала реакции. Далее газовый поток проходит через холодильник-конденсатор 24 в сепаратор 25, где осуществляется конденсация метанола. Несконденсировавшиеся газы направляются в теплообменник 27 и далее во входную зону реактора 28. Условия эксплуатации реактора 28 аналогичны условиям эксплуатации реактора 23. Из сепараторов 14, 19, 25, 30 собранный метанол одним потоком направляется в абсорбционно-десорбционный блок концентрирования диоксида углерода. В абсорбере 32 при температуре окружающей среды абсорбент - метанол насыщается диоксидом углерода, а в десорбере 33 происходит увеличение концентрации диоксида углерода в "хвостовых" газах каталитических реакторов. Они затем поступают в блок подготовки газов риформинга. В емкости 34 собирается абсорбент, захватываемый газовым потоком в абсорбере 32.
Второй поток метанола направляется в секцию ректификации, состоящую из двух колонн 35, 36. Сверху колонны 36 отбирается товарный продукт, а кубовый продукт колонны 36, представляющий собой смесь метанола и воды (с малым содержанием метанола), направляется в реактор 37, в котором осуществляется каталитическая очистка воды от метанола. Продуктовый поток реактора 37 после дополнительного обессоливания подается в реактор риформинга метана 6.
Пар, вырабатываемый в каталитических реакторах 12, 17, 23, 28, после дополнительного нагрева его дымовыми газами подается в паровую турбину с целью выработки электроэнергии.
Следовательно, физико-химический смысл предлагаемого изобретения заключается в том, что процесс синтеза метанола проводится при заданном распределении давлений по каталитическим реакторам с промежуточным выделением метанола после каждого реактора. Такая организация каталитического процесса позволяет, во-первых, при высокой производительности работы оборудования обеспечить получение метанола высокой чистоты, что дает возможность снизить энергетические затраты на процесс ректификации метанола. Во-вторых, резко снижаются общие энергозатраты на проведение каталитического процесса синтеза, так как общая объемная скорость потока значительно уменьшается при конденсации метанола после каждого реактора. Следовательно, компремируется уже часть исходного потока, а не весь исходный газовый сырьевой поток, как при организации традиционных промышленных процессов.
Пример 1. Природный газ при давлении 0,9 МПа после предварительного подогрева выхлопными газами каталитического риформинга поступает в реактор сероочистки 2, в котором в присутствии небольших количеств водорода при Т=450oС осуществляется гидрогенолиз серусодержащих органических соединений. Затем поток газа из 2 через теплообменник 3 направляется в адсорбер 4, в котором на цинковых поглотителях проводится хемосорбция сероводорода. Далее природный газ с объемной скоростью 9582,2 нм3/ч поступает в сатуратор, в котором он насыщается парами воды в количестве 15648 кг/ч. Смесь природного газа и пара нагревается до температуры 750oС и при давлении 0,9 МПа поступает в каталитический реактор парового риформинга метана, в котором при температуре 820-950oС образуется синтез-газ. Объемная скорость синтез-газа 45460 нм3/ч. Далее он охлаждается в теплообменниках 7, 8 и в сепараторе 9 осуществляется конденсация воды. Осушенный синтез-газ с объемной скоростью 36262,2 нм3/ч поступает в компрессор 10, в котором он компремируется до давления 4,0 МПа. После компрессора 10 синтез-газ подается в теплообменник 11, в котором он нагревается продуктовым потоком реактора 12 до температуры реакции синтеза метанола. После теплообменника 11 синтез-газ направляется в реакционную зону реактора 12, в котором происходит реакция образования метанола. На входе в 12 исходные реактанты нагреваются кипящим в межтрубном пространстве теплоносителем. Вследствие интенсивного теплообмена между реакционным потоком и теплоносителем значительных градиентов в реакционной зоне не возникает. Далее газовый продуктовый поток через холодильник-конденсатор 13 направляется в сепаратор 14, в котором происходит конденсация метанола. Произведено 1765 кг/ч метанола. Его состав: 92,86 мас.% метанола, 7,14 мас.% воды. Неконденсирующиеся продукты реакции через теплообменник 16 направляются в реактор 17. Условия работы реакторов 12 и 17 идентичны. В реакторе 17 получено 1367,9 кг/ч метанола. Его состав: 96,6 мас.% метанола, 3,4 мас.% воды. Неконденсирующиеся газы после сепаратора 19 подаются на всас компрессора 21, в котором они компремируются до давления 7,0 МПа. При этом объемная скорость синтез-газа 29387 нм3/ч, состав синтез-газа: метан - 7,44 об.%, водород - 73,47 об. %, диоксид углерода - 7,15 об.%, оксид углерода - 12,44 об.%, метанол - 0,11 об.% После теплообменника 22 синтез-газ направляется в реактор 23, во входной зоне которого он нагревается до температуры реакции. Затем синтез-газ поступает в основную зону реактора 23. В ней происходит конверсия синтез-газа в метанол. В 23 образуется 2653,2 кг/ч метанола. Его состав: метанол - 95,0 мас.%, вода 5,0 мас.% Далее газовый поток проходит через холодильник-конденсатор 24 в сепаратор 25, в котором осуществляется конденсация метанола. Неконденсирующиеся газы (объемная скорость - 25170,9 нм3/ч, состав газа: метан - 7,44 об.%, водород - 73,47 об.%, диоксид углерода 7,15 об.%, оксид углерода - 12,44 об.%) направляется в теплообменник 27 и далее во входную зону реактора 28. Условия эксплуатации реактора 28 аналогичны условиям эксплуатации реактора 23. В реакторе 28 произведено 1752,9 кг/ч метанола. Его состав: 86,4 мас.% метанола, 13,6 мас.% воды. Из сепараторов 14, 19, 25, 30 собранный метанол в количестве 7546,4 кг/ч направляется в общий сборник. Состав полученного метанола: 93,82 мас.% метанола, 6,08 мас.% воды.
Пример 2. Природный газ при давлении 0,9 МПа после предварительного подогрева выхлопными газами каталитического риформинга поступает в реактор сероочистки 2, в котором в присутствии небольших количеств водорода при Т= 450oС осуществляется гидрогенолиз серусодержащих органических соединений. Затем поток газа из 2 через теплообменник 3 направляется в адсорбер 4, в котором на цинковых поглотителях проводится хемосорбция сероводорода. Далее природный газ с объемной скоростью 9582,2 нм3/ч поступает в сатуратор, в котором он насыщается парами воды в количестве 15648 кг/ч. К смеси природного газа и пара добавляется 1200 м3/ч диоксида углерода, выделенного из отходящих газов каталитических реакторов в абсорбционно-десорбционной секции установки. Смесь природного газа, пара и диоксида углерода нагревается до температуры 750oС и при давлении 0,9 МПа поступает в каталитический реактор риформинга метана, в котором при температуре 820-950oС образуется синтез-газ. Далее он охлаждается в теплообменниках 7, 8 и в сепараторе 9 осуществляется конденсация воды. Осушенный синтез-газ с объемной скоростью 32475,0 нм3/ч поступает в компрессор 10, в котором он компремируется до давления 3,0 МПа. После компрессора 10 синтез-газ подается в теплообменник 11, в котором он нагревается продуктовым потоком реактора 12 до температуры реакции синтеза метанола. После теплообменника 11 синтез-газ направляется в реакционную зону реактора 12, в котором происходит реакция образования метанола. На входе в 12 исходные реактанты нагреваются кипящим в межтрубном пространстве теплоносителем. Вследствие интенсивного теплообмена между реакционным потоком и теплоносителем значительных градиентов в реакционной зоне не возникает. Далее газовый продуктовый поток через холодильник-конденсатор 13 направляется в сепаратор 14, в котором происходит конденсация метанола. Произведено 2676,58 кг/ч метанола. Его состав: 99,2 мас.% метанола, 0,8 мас. % воды. Неконденсирующиеся продукты реакции через теплообменник 16 направляются в реактор 17. Условия работы реакторов 12 и 17 идентичны. В реакторе 17 получено 1612,7 кг/ч метанола. Его состав: 98,0 мас.% метанола, 2,0 мас.% воды. Неконденсирующиеся газы после сепаратора 19 подаются на всас компрессора 21, в котором они компремируются до давления 6,0 МПа. При этом объемная скорость компонентов синтез-газа: метан - 2120 нм3/ч, диоксид углерода - 1467,3 нм3/ч, оксид углерода - 2146,56 нм3/ч, водород - 11751,5 нм3/ч, азот - 107,1 нм3/ч. После теплообменника 22 синтез-газ направляется в реактор 23, во входной зоне которого он нагревается до температуры реакции. Затем синтез-газ поступает в основную зону реактора 23. В ней происходит конверсия синтез-газа в метанол. В 23 образуется 3003,7 кг/ч метанола. Его состав: метанол - 97,9 мас.%, вода 2,1 мас.%. Далее газовый поток проходит через холодильник-конденсатор 24 в сепаратор 25, в котором осуществляется конденсация метанола. Неконденсирующиеся газы (объемная скорость компонентов синтез-газа: метан - 2120 нм3/ч, водород - 9803,6 нм3/ч, диоксид углерода 1247,2 нм3/ч, оксид углерода - 1502,6 нм3/ч, азот - 107,1 нм3/ч) направляется в теплообменник 27 и далее во входную зону реактора 28. Условия эксплуатации реактора 28 аналогичны условиям эксплуатации реактора 23. В реакторе 28 произведено 1411,6 кг/ч метанола. Его состав: 87,0 мас.% метанола, 13,0 мас. % воды. Из сепараторов 14, 19, 25, 30 собранный метанол в количестве 8704,45 кг/ч направляется в общий сборник. Состав полученного метанола: 96,55 мас.% метанола, 3,45 мас.% воды.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ МЕТАНОЛА | 2001 |
|
RU2202531C1 |
| СПОСОБ ПОЛУЧЕНИЯ МЕТАНОЛА | 2011 |
|
RU2472765C1 |
| СПОСОБ ПОЛУЧЕНИЯ МЕТАНОЛА | 1999 |
|
RU2152378C1 |
| СПОСОБ ПОЛУЧЕНИЯ МЕТАНОЛА | 2002 |
|
RU2198838C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВОДОРОДА | 2011 |
|
RU2515477C2 |
| СПОСОБ ПОЛУЧЕНИЯ МЕТАНОЛА | 2001 |
|
RU2188790C1 |
| СПОСОБ ПЕРЕРАБОТКИ ОРГАНИЧЕСКОГО СЫРЬЯ (ВАРИАНТЫ) | 2011 |
|
RU2458966C1 |
| СПОСОБ КОМПЛЕКСНОЙ ПЕРЕРАБОТКИ ГАЗООБРАЗНОГО УГЛЕРОДСОДЕРЖАЩЕГО СЫРЬЯ (ВАРИАНТЫ) | 2011 |
|
RU2473663C2 |
| Способ и установка для получения высокооктановой синтетической бензиновой фракции из углеводородсодержащего газа | 2016 |
|
RU2630308C1 |
| Компактный реактор для получения синтез-газа из природного/попутного газа в процессе автотермического риформинга | 2017 |
|
RU2664138C1 |
Изобретение относится к способам получения метанола из углеводородсодержащих газов. Способ получения метанола включает стадии сероочистки углеводородсодержащего газа, стадию получения синтез-газа из углеводородсодержащего газа в реакторе риформинга, стадию компремирования синтез-газа, стадию каталитической конверсии синтез-газа в метанол в реакторном узле, состоящем из нескольких каталитических реакторов, включающую операции нагрева и конверсии синтез-газа в метанол в каждом реакторе, операцию охлаждения продуктов реакции и выделения метанола после каждого реактора, операцию утилизации "хвостовых газов". В первых двух по движению потока реакторах реакторного узла процесс синтеза метанола проводят в интервале давлений 3,0-4,5 МПа, температур 160-320oС, объемных скоростей потока 500-10000 ч-1, а в последних двух по движению потока реакторах реакторного узла процесс синтеза метанола проводят в интервале давлений 5,0-8,0 МПа, температур 160-300oС, объемных скоростей потока 1000-10000 ч-1. Синтез газ подают в реакторный узел получения метанола при мольном отношении водорода к оксиду углерода в интервале 2,0 - 5:1. Пар, выработанный в реакторном узле синтеза метанола, и пар, образованный "дымовыми" газами реактора риформинга, направляют в паровые турбины для выработки электроэнергии. Часть произведенного метанола используют в качестве абсорбента абсорбционно-десорбционного комплекса установки для концентрирования диоксида углерода в части потока "хвостовых газов", направляемых в реактор риформинга углеводородсодержащего газа. Водные кубовые остатки ректификационных колонн концентрирования метанола подают в каталитический реактор очистки воды от метанола и очищенную воду направляют после дополнительной подготовки в реактор риформинга углеводородсодержащего газа. Изобретение позволяет снизить общие энергозатраты на проведение процесса. 4 з.п. ф-лы, 1 ил.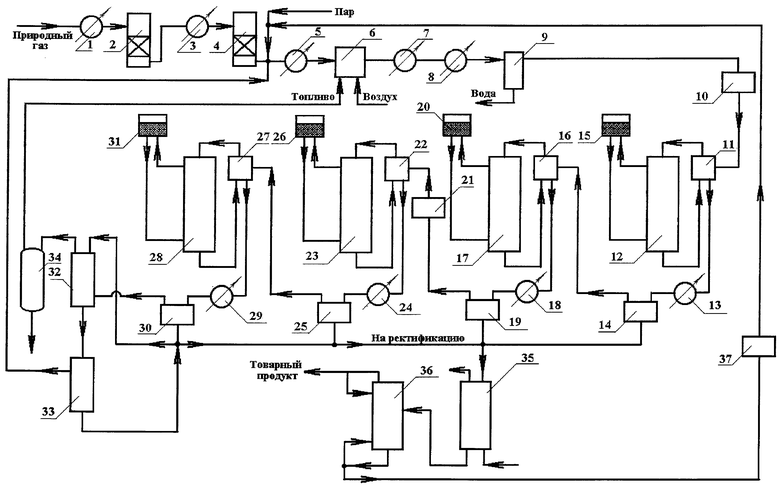
| СПОСОБ ПОЛУЧЕНИЯ МЕТАНОЛА | 1999 |
|
RU2152378C1 |
| Способ получения аммиака и метанола | 1987 |
|
SU1465410A1 |
| Способ совместного производства аммиака и метанола | 1982 |
|
SU1111983A1 |
| СПОСОБ ПОЛУЧЕНИЯ МЕТАНОЛА | 1997 |
|
RU2117627C1 |
| US 4582630 А, 15.04.1986 | |||
| GB 2055891 А, 11.03.1981 | |||
| СПОСОБ КОНТРОЛЯ ШАРОВ | 1992 |
|
RU2066841C1 |
| US 5122299 А, 16.06.1992. | |||

