Область техники
Изобретение относится к средству, способу и устройству штампования пластичного материала с помощью штампа для формирования имеющего определенную форму изделия. В частности, данное изобретение относится к способу штампования бруска моющего средства.
Под термином "моющее средство" понимается кусок, брикет или брусок, в котором уровень поверхностно-активного вещества, содержащего мыло, синтетическое активное моющее средство или их смесь, составляет по меньшей мере 20 вес.% бруска.
Уровень техники
В производстве брусков моющих средств заранее сформированный состав, содержащий все компоненты бруска, обычно экструдируют из насадки с образованием непрерывного "стержня", нарезаемого на более мелкие куски определенной длины, которые обычно называют "заготовками". Эти "заготовки" затем подают в штампующее устройство либо на них делают отпечаток на одной или более поверхностях с помощью, например, штампа тех же размеров, что и поверхность бруска. К поверхности бруска прилагают ударное усилие, например, деревянным молотком или штампом в виде валика.
Штампующие устройства обычно имеют штамп, выполненный в виде двух полуформ, каждая из которых имеет поверхность, контактирующую с заготовкой во время операции штампования. Эти поверхности выполнены с возможностью смыкания на заранее определенное разделяющее расстояние, тем самым сжимая заготовку между полуформами штампа, чтобы придать бруску окончательную форму и внешний вид, и затем они разъединяются. Излишнее вещество выдавливают из полуформ штампа во время их смыкания. Это обычно называют "заусенцем". Заусенец затем отделяют от бруска мыла за счет пропускания бруска сквозь отверстия в "пластине снятия заусенцев".
Обычные машины для штамповки штампом включают в себя "штампонаправляющие" машины, в которых пару противоположных элементов штампа или полуформ сближают в контакт друг с другом во время операции прессования, и "штамподержательные" машины, в которых пара противоположных элементов штампа штампует брусок, удерживаемый в сквозном отверстии в опоке, но не контактируют друг с другом во время прессования, причем периферийная поверхность бруска сдерживается опокой.
Полуформы штампа часто обеспечивают штамповочной или выталкивающей вставкой. Обычно они закрыты внутри полуформы штампа с помощью пружины, но выполнены с возможностью открытия с помощью сжатого воздуха или механического средства, чтобы обеспечить удаление бруска из штампа. Во время смыкания полуформ штампа можно за счет удаления воздуха, попадающего в полость штампа между бруском моющего средства и поверхностью штампа, создавать вакуум, и, при наличии поворотных штампов, этот вакуум помогает удерживать на месте бруски при повороте.
Штамповку брусков моющих средств с помощью штампа выполняют для придания брускам воспроизводимой формы, гладкой поверхности и/или для таких отпечатков, как эмблема, товарный знак или т.п., по меньшей мере на части поверхности бруска.
Но в результате блокировки штампа, т.е. в результате накопления некоторых количеств моющего средства, остающихся на полуформах штампа в течение продолжительного использования штампов, бруски нередко формируются с заметными недостатками на своих поверхностях либо могут приставать к поверхности штампа. Неполное удаление брусков представляет собой проблему в отношении более "клейких" составов, выполняемых из поверхностно-активных веществ более умеренного действия.
Для решения этих проблем предлагались многие решения. Одно из них заключается в охлаждении полуформ во время операции штамповки. Другие решения предусматривают применение эластомеров.
Патент США 5332190, Ватанабе, раскрывает упругую пресс-форму, состоящую из эластомерной слоистой пленки, самый внутренний слоя которой не содержит наполнителей.
Патент США 5269997 предлагает обеспечивать каждый из двух штампов формы для мыла эластомерным мембранным разделительным элементом, проходящим по их поверхностям. Эту систему будет сложно использовать на скорости, необходимой для коммерческого темпа производства, а тонкое покрытие будет легко рваться, и, по-видимому, воспроизведение эмблемы будет плохим.
WO 96/00278 раскрывает устройство для штамповки бруска моющего средства, содержащее штамп, причем указанный штамп имеет по меньшей мере одну поверхность штамповки бруска, при этом штампующая поверхность бруска имеет эластомерное покрытие с общей толщиной менее 200 микрон. В предпочтительном осуществлении эластомерное покрытие является единственным эластомерным материалом штампующей поверхности бруска.
Еще одно решение предлагают в ЕР 276971 и патентах США 4793959 и 4822273, в которых предусматривают два элемента штампа, каждый из которых содержит неэластомерную и эластомерную части. Эластомерная часть, которая контактирует с бруском мыла в процессе штамповки, содержит эластомерное покрытие толщиной по меньшей мере в 200 микрон, и значения его модуля упругости находятся в определенных пределах.
Патент США 4822273, Адамс, направлен на штамп для штамповки брусков моющего средства, который имеет облицовочный слой из эластомера. Пример 7 представляет охлаждение поверхности металлических штампов.
Патент США 4793959, Адамс и др., описывает бруски моющего средства, штампуемые штампом, имеющим облицовочный слой из эластомера. Охлаждаемые штампы представлены в примере 7.
Патент США 5236654, Адамс и др., описывает штамповку брусков моющего средства с помощью элементов штампа, имеющих покрытие, охлаждаемое жидкостью. Указывается охлаждение штампа с помощью хладагента при температуре около -20oС. Указывается, что системы, ранее предпочитавшиеся инженерами-производственниками, обеспечивали средние температуры поверхности штампа около 15oС, причем разброс значений температуры по поверхности штампа был широким.
Патент США 4629650, Катаока, описывает способ производства формованной термопластичной смолы, согласно которому, во время формовки, термопластичную смолу, которая отличается от термопластичной смолы, формуемой в качестве поверхностного слоя, помещают между поверхностью штампа и формуемой термопластичной смолой.
Патент США 5035849, Уемура и др., описывает способ производства формованного изделия. Поверхность формы охлаждают антиадгезивом для формовки порошка.
Патент США 5269997, Лесли, описывает способ и устройство штамповки заготовки из пластичного материала, такого как заготовка мыла. Эластомерный мембранный разделительный элемент можно разместить на каждой полуформе штампа между заготовкой и полуформой штампа, чтобы пластичный материал не приставал к полуформам после штамповки.
В патенте США 3761047, Мао, представлено обеспечение пленки, имеющей теплоизолирующие частицы из такого материала, как тальк. В примере 1: 30 об. % талька, имеющего средний размер частиц около 60 микрон, диспергированы в растворе политетрафторэтиленовой смолы.
Патент США 5378733, Бейтс и др., описывает звукопоглощающий полимерный композиционный материал, содержащий полиуретан, имеющий наполнитель, в состав которого входит порошок нержавеющей стали.
Даже в случаях применения эластомерных покрытий или охлаждаемых штампов возникают проблемы, когда используемым моющим средством является поверхностно-активное вещество очень умеренного действия и/или состав бруска моющего средства мягкий и клейкий.
Сущность изобретения
Было обнаружено, что проблемы, присущие штамповке брусков моющего средства, содержащих поверхностно-активные вещества очень умеренного действия и/или особенно клейкие или мягкие составы, можно в некоторой мере решить за счет применения штампа с эластомерным покрытием, причем эластомер содержит проводящий наполнитель, такой как проводящий стальной порошок. За счет введения в эластомер проводящего стального порошка и за счет регулирования состава эластомера можно получить теплопроводные полимеры. В результате этого обычный изолирующий эффект покрытия понижают, и при этом можно облегчить охлаждение штампов. Нанесение эластомера, содержащего теплопроводные добавки, на брусок моющего средства придает антиадгезивные свойства обычным изолирующим эластомерам с хорошим качеством охлаждаемой поверхности.
В соответствии с данным изобретением предлагается устройство для штамповки некоторого материала, в частности - пластичного материала, содержащее штамп с по меньшей мере одной поверхностью штамповки материала, имеющей эластомерное покрытие, и отличающееся тем, что указанное покрытие содержит проводящий наполнитель.
Для более полного понимания вышеизложенных и прочих признаков и преимуществ данного изобретения предлагается обратиться к следующему подробному описанию предпочтительных вариантов осуществлений и чертежам.
Описание чертежей
Фиг. 1 - изображение в перспективе штампов в соответствии с данным изобретением.
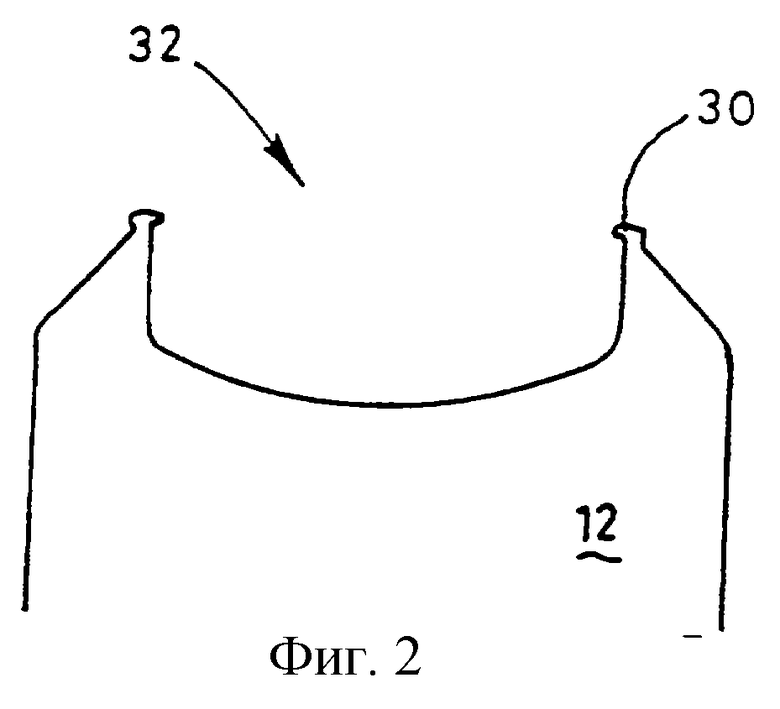
Фиг.2 - поперечное боковое сечение штампа до нанесения эластомерного покрытия.
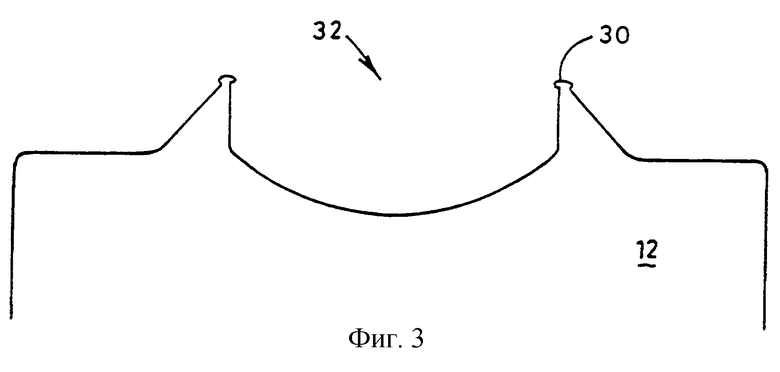
Фиг. 3 - поперечное переднее сечение штампа до нанесения эластомерного покрытия.
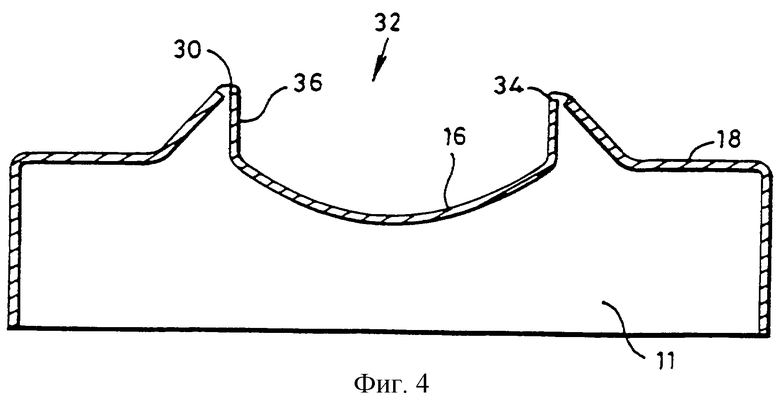
Фиг. 4 - поперечное сечение штампа согласно Фиг.3: штамп имеет эластомерное покрытие.
Подробное описание изобретения
Применение толстых эластомерных покрытий при штамповке брусков мыла описано в ЕР 276971 и патентах США 4793959 и 4822273, описания которых включены в данный документ в качестве ссылки.
Патент США 5378733 описывает имеющие наполнители эластомерные материалы, применение которых целесообразно для данного изобретения.
Термин "отделка поверхности" означает единообразную форму, гладкую поверхность, рисунок, такой как эмблема, товарный знак или т.п.
Термин "эластомерный" согласно данному изобретению означает материал в соответствии с определением ISO 1362 (Международная Организация по Стандартизации), являющийся "эластомером" или "каучуком". В определение "эластомерные" материалы также входят, согласно данному изобретению, термопластичные эластомеры, сополимеры и смеси эластомеров, термопластичных эластомеров и каучуков.
Эластомеры определяют как полимеры с длинными гибкими цепями, независимыми в сырье и преобразованными агентами вулканизации или сшивания, которые вводят поперечные межмолекулярные связи и образуют сетчатую сшитую структуру.
Сетчатая сшитая структура сдерживает движение молекул полимерных цепей и в результате этого быстро принимает свои приблизительно первоначальные размер и форму после деформации под действием усилия, или после устранения усилия.
При увеличении температуры эластомер проходит каучуковую фазу после размягчения и сохраняет свою эластичность и модуль упругости до тех пор, пока температура не достигнет значения разложения.
Термопластичные эластомеры содержат аморфную и кристаллическую фазы. Аморфная фаза имеет пределы размягчения ниже температуры окружающей среды, и поэтому действует как упругая пружина, а кристаллические сегменты, пределы размягчения которых выше температуры окружающей среды, действуют как узлы полимерной сетки.
Эластомерный материал согласно данному изобретению предпочтительно выбирают из классов, описываемых в документе Американского общества испытания материалов D1418, которые включают в себя:
1. Ненасыщенные карбоцепные эластомеры (R-класс), включая природные каучуки, например, Стандартный малайский каучук; бутадиен, например, тип "BUNA", изг. Bunaweke Huls; и сополимер бутадиенакрилнитрила, например, "Perbunan", изг. Bayer.
2. Насыщенные карбоцепные эластомеры (М-класс), включая этиленпропиленовые типы, например, "Nordel", изг. DuPont, и фторосодержащие типы, например, "Viton" компании Дюпон.
3. Замещенные кремнийорганические эластомеры (Q-класс), включая жидкие кремнийорганические каучуки, например, "Silastic" 9050/50 Р (А+В), изг. Dow Corning.
4. Эластомеры, содержащие в полимерной цепи: углерод, азот и кислород (U-класс), включая полиуретаны, например, полиуретаны, производимые компанией Belzona.
"Эластомерный" материал, определение которого приводится выше, до его применения в качестве покрытия на поверхность штампа может пройти предварительную обработку, например путем формирования раствора выпускаемого промышленностью эластомера. Эластомеры, каучуки и их сополимеры и смеси обычно отверждают или сшивают на месте на поверхности штампа. Например, компоненты, содержащие основной эластомерный материал, агенты сшивания и другие материалы, такие как ускорители, можно смешивать до нанесения в качестве покрытия. После нанесения на штамп, покрытия отверждают на месте. Действие этой операции усиливается с помощью тепла или других ускоряющих способов, например, использованием давления, излучения или ультрафиолетового света.
Эластомерный материал можно наносить либо в виде жидкости, либо в виде полутвердого вещества. Например, при нанесении в виде жидкости две полуформы штампа отделяют друг от друга на величину заранее определенного расстояния, чтобы дать возможность эластомеру занять пространство между двумя частями. Штамп предпочтительно наполняют эластомером под давлением.
В некоторых случаях материалы можно растворять с помощью соответствующего растворителя, наносимого на штамп, с последующим удалением растворителя.
В случае термопластичных материалов их можно нагревать до состояния плавления с нанесением на штамп, охлаждать и вновь приводить в твердое состояние.
Материалы, целесообразные согласно данному изобретению для применения в качестве эластомерных покрытий, предпочтительно имеют модуль упругости в пределах от 0,1 до 50 МПа, наиболее предпочтительно от 1 до 35 МПа.
Модуль упругости эластомерного покрытия можно измерять путем измерения усилия, необходимого для вдавливания в покрытие, в зависимости от глубины вдавливания. Обычно для этого можно использовать индентор со сферическим наконечником, при этом угловой коэффициент s, усилия определяют как функцию глубины вдавливания в степени 3/2. Глубиной вдавливания является перемещение индентора в покрытие после контакта с поверхностью покрытия. Обычно необходимо корректировать измеряемую глубину вдавливания с учетом податливости измеряющего устройства. То есть, фактическая глубина вдавливания d, соотносится с измеряемым видимым значением d' следующим образом: d=d'-(F•C), где F - усилие вдавливания.
Податливость С определяют прижатием индентора к жесткой поверхности и регистрацией видимого смещения как функции приложенного усилия, имевшего угловой коэффициент, равный С. Модуль упругости Е вычисляют следующим образом:
Е=3/4 s 1/(R)1/2 (1-b2),
где s=F/d3/2; R - радиус сферического наконечника индентора; b - коэффициент Пуассона для покрытия, который для эластомеров составляет 0,5.
При определенных условиях, описываемых ниже, указанный способ вдавливания может ошибочно давать большие значения модуля упругости по причине влияния жесткого материала, на который наносят покрытие. Чтобы надежным образом исключить эту трудность, необходимо, чтобы радиус контакта индентора с покрытием не превышал 1/10 толщины покрытия. Радиус контакта а соотносится с глубиной вдавливания следующим образом: а=(dR)1/2.
Для покрытий толщиной менее 200 микрон рекомендуется использовать наноиндентор, выполненный с возможностью измерения усилий вдавливания на небольшие глубины вдавливания с помощью инденторов с наконечниками небольшого радиуса. Примером этого оборудования является "NanoIndentor II" ("Nano-instruments"). Либо можно выполнить толстые (свыше 200 микрон) испытательные покрытия, чтобы можно было применить обычное измерительное оборудование, такое как прибор "Instron" (например, Model 5566).
В одном из вариантов реализации покрытие имеет толщину между 1 микроном и 10 мм, предпочтительно между 200 и 2000 микрон. Либо покрытие может иметь толщину менее 200 микрон.
Штамп предпочтительно содержит жесткий материал, выбранный из числа металлов или их сплавов, например латунь и другие сплавы меди, алюминий, стали, включая углеродистую и нержавеющую сталь; и другие неэластомерные материалы, такие как термоотверждающиеся смолы и термопластичные смолы, например сложный полиэфир, эпоксидные смолы, фурановые полимеры, литые полиуретаны, керамика, композиционные и слоистые материалы.
Согласно данному изобретению эластомерное покрытие включает в себя проводящий наполнитель, такой как нержавеющая сталь в виде порошка. Помимо этого можно использовать смеси, содержащие нержавеющую сталь в виде порошка, или другие проводящие наполнители. Прочими применяемыми наполнителями могут быть медь, титан, золото, серебро и платина. Проводящим наполнителем предпочтительно является металл.
Вводимые наполнители, например нержавеющая сталь, повышают объемную твердость покрытия от 45 до 70 по Шору А приблизительно. Хотя эта твердость, с другой стороны, понижает антиадгезивные свойства, каждая частица окружена эластомером, и поэтому мыло все же контактирует с материалом, имеющим низкую твердость. Покрытие толщиной 1-20 микрон обеспечивает хорошую антиадгезивность в соответствующих условиях. Хотя твердость может превышать 55 по Шору А и даже быть свыше 65 по Шору А, эта антиадгезивность все же является хорошей.
Проводящие наполнители вводят в эластомер в предпочтительном количестве от 0,5 до 85 вес.%, в частности от 5 до 75%.
Наполнитель в соответствии с данным изобретением предпочтительно находится в виде макрочастиц.
Термин "проводящий" в данном документе означает, что наполнители являются теплопроводными. Основные преимущества охлаждения эластомера следующие:
1. Повышается качество поверхности бруска - более твердые объемные свойства обеспечивают хорошую четкость штампуемой эмблемы.
2. Повышается общее качество бруска, поскольку поверхность и объем мыла имеют более низкую температуру, поэтому он более твердый; и вероятность того, что он получит повреждение далее на упаковочной линии, становится меньшей.
3. Пониженная адгезивность по причине комбинированного эффекта двух технологий - эластомер и охлаждаемая поверхность штампа.
Дополнительное преимущество состоит в том, что наполнители понижают сжимаемость, и поэтому уменьшают изменения веса, которые могут иметь место в случае изменения твердости мыла при применении обычных эластомеров.
Стальной наполнитель использован для обеспечения преимущества повышенной проводимости. Разумеется, можно использовать любой проводящий материал, такой как медь, алюминий. Неметаллические наполнители также обеспечивают преимущества, хотя в этом случае будет снижаться эффективность охлаждения. При использовании стали было получено снижение температуры на 3-5 градусов ниже, чем в случае, когда наполнитель не использовался.
Предпочтительно, чтобы в покрытии согласно данному изобретению проводящий наполнитель использовался по существу в количестве от 1 до 80 вес.%, приблизительно, в частности от 1 до 20%. Проводящий наполнитель может иметь любую форму, при том условии, что он равномерно распределен по всему эластомеру до отверждения. Например, наполнители могут быть в виде порошков или хлопьев, имеющих номер сита от 30 до 430 (590 до 34 микрон), предпочтительно от 300 до 350 (49 до 40 микрон).
Проводящие наполнители можно вводить в один, или несколько ингредиентов эластомера перед отверждением. При наличии всех ингредиентов материал смешивают, и затем отверждают. Эластомеры можно приготовить в соответствии с патентом США 5378733, Бейтс.
Кроме смешивания с другими ингредиентами наполнитель можно ввести в эластомер посредством нанесения его на одну, или более поверхностей эластомера, например, путем разбрызгивания наполнителя на поверхность эластомера после смешивания, но до отверждения.
Предпочтительно, чтобы имеющие покрытие штампы согласно данному изобретению были подключены к охлаждающему устройству. Понижение температуры штампов, которые предпочтительно сами являются проводящими, в результате обусловит более низкую температуру для эластомера по причине наличия проводящих частиц наполнителя. Это обстоятельство будет облегчать отделение материала бруска моющего средства от штампов даже в тех случаях, когда материал бруска моющего средства выполнен из мягкого и/или клейкого, и/или имеющего очень умеренное действие поверхностно-активного вещества.
Охлаждаемые штампы хорошо известны в данной области техники. Охлаждение штампа можно осуществлять, например, за счет прохождения такой охлажденной текучей среды, как жидкость, в прилегании к штампу. Например, патент США 5236654, Адамс, описывает способ штампования брусков мыла и/или моющих средств с помощью элементов штампа, согласно которому жидкий хладагент циркулирует по трубкам диаметром в пределах от 2 до 20 мм, выполненным в элементах штампа; причем указанный способ отличается тем, что жидкость циркулирует в условиях турбулентного потока. Решение в соответствии с этим патентом и другими патентами можно применить в данном изобретении. Штампы предпочтительно охлаждают, в результате чего создают температуру эластомерного покрытия в пределах от -35 до 15oС, в частности от -10 до +10oС, наиболее предпочтительно: от -5 до +5oС.
Дополнительные материалы, например прочие наполнители, можно ввести в эластомерный материал для модифицирования его механических свойств и свойств обработки. Результаты введения наполнителя зависят от механического и химического взаимодействия между эластомерным материалом и наполнителем.
Наполнители можно использовать для модифицирования эластомерного материала с получением нужных свойств, например износоустойчивости. Соответствующие наполнители включают в себя углеродные сажи, кремнеземы, силикаты, органические наполнители, такие как стирол или фенолоальдегидные полимеры.
Прочие дополнительные добавки включают в себя модификаторы трения и ингибиторы коррозии.
Напряжение, которому подвергаются эластомерные покрытия во время штамповки, можно уменьшить за счет использования кромки или фланца, в частности таких, которые сами имеют аналогичное эластомерное покрытие. Кромку или фланец предпочтительно выполняют из металла или другого твердого или жесткого материала. Использование металлической кромки обеспечивает снижение износа эластомера по причине уменьшения напряжения, которому он подвергается. Кромка проходит по переднему краю эластомера и тем самым защищает эластомер от прилагаемого напряжения во время штамповки. Это решение значительно продлевает срок службы имеющего эластомерное покрытие штампа и обеспечивает преимущества штампов с эластомерным покрытием, исключая недостаток слишком короткого срока службы.
Хотя, возможно, легче выполнить кромку из того же материала, что и сам штамп, но это необязательно.
Кромка или фланец могут быть выполнены из многих материалов, включая пластмассы, уретан и композиционные материалы. Эту кромку обеспечивают Т-образной или зонтикообразной конструкцией, в которой эластомер защищен под верхом "зонтика".
Эта кромка особо целесообразна для штампов, используемых для брусков, имеющих боковые стенки, идущие по существу перпендикулярно продольной оси бруска, т.е. "ленточных брусков". Считается, что эластомерные штампы для ленточных брусков подвергаются еще большему напряжению, чем эластомерные штампы для брусков без вертикальной боковой стенки или у которых вертикальная боковая стенка занимает только небольшую долю высоты бруска.
Кромка или фланец должны проходить от стенки штампа, чтобы закрывать толщину покрытия полости, и предпочтительно толщину покрытия снаружи полости. Размеры кромки для оптимальных рабочих характеристик поэтому определяют по нужной толщине покрытия.
Толщина и твердость эластомерного покрытия могут изменяться в соответствии с составом бруска моющего средства, температурой обработки и/или параметрами способа, такими как форма полости в полуформах штампа, скорость штампующего оборудования и промежуток между полуформами штампа, в целях достижения нужного результата, например для хорошей антиадгезивности бруска моющего средства из штампа. В случае штампов с усложненным отпечатком эмблемы или с усложненной формой приемлемая антиадгезивность обеспечивается применением более толстых покрытий и за счет меньшего модуля упругости. Аналогично, для состава бруска, который в силу своих свойств труднее штампуется, приемлемую антиадгезивность штампа можно обеспечить за счет более толстого эластомерного покрытия и/или за счет меньшего модуля упругости.
Устройство в соответствии с данным изобретением можно применять для штамповки бруска моющего средства, содержащего поверхностно-активное вещество, которое содержит в основном мыло или синтетическое моющее средство, или смесь мыла и синтетического моющего средства. Данное устройство можно, в частности, применять для штамповки мягкого и/или липкого моющего средства, и/или брусков умеренного действия, которые содержат синтетические поверхностно-активные вещества; просвечивающих или прозрачных брусков мыла, имеющих пониженное содержание жировых веществ, например, в пределах 63-78 вес.% от общего веса бруска; и брусков, которые содержат средства ухода за кожей, такие как увлажняющие вещества, полиолы, масла, жирные кислоты и жирные спирты.
В соответствии с еще одним предметом данного изобретения предлагается способ штамповки бруска моющего средства, включающий операции:
- на штампе формируют эластомерное покрытие, включающее в себя проводящий наполнитель;
- подают состав бруска моющего средства в штамп, описываемый в предыдущей операции;
- штампуют состав в штампе, чтобы сформировать штампованный брусок; и
- предпочтительно удаляют брусок из штампа таким образом, что отделку поверхности наносят на брусок удобно воспроизводимым образом.
Эластомерное покрытие прикрепляют к штампующей поверхности штампа предпочтительно механическими и/или химическими средствами в целях увеличения сцепления между штампом и покрытием.
Особо предпочтительно, чтобы сама кромка, используемая для снятия напряжения, действующего на эластомерное покрытие, была бы также частично покрыта эластомерным покрытием. Целесообразно, чтобы покрытие на кромке было бы тоньше, чем покрытие, имеющееся на штампующей брусок поверхности штампа. Например, оно может иметь толщину от 1 до 200 микрон, в частности от 10 до 50 микрон.
Далее следует подробное описание с ссылкой на чертежи. На фиг.1 представлены полуформы 10 штампа, состоящие из отдельных штампов 12. Каждая полуформа штампа имеет на штампующей брусок поверхности 14, эластомерное покрытие 16 с проводящим наполнителем (Фиг.4). Эластомерное покрытие также обеспечивают на нештампующей поверхности 18 полуформ штампа. Одна полуформа штампа имеет отпечаток эмблемы 20 на штампующей брусок поверхности. (В некоторых случаях обе полуформы штампа имеют отпечаток эмблемы). Она также имеет эластомерное покрытие.
Штамп 12 включает в себя металлическую кромку 30, которая выступает внутрь от верхней периферии полости 32 бруска моющего средства. В соответствии с Фиг.4 кромка 30 закрывает верхний край по существу вертикально проходящей секции эластомерного покрытия 16. Поверхность 34 кромки 30, которая обращена к полости 32, предпочтительно выполняют по меньшей мере заподлицо с поверхностью 36 эластомерного покрытия 16, которая также обращена к полости 32. Еще более предпочтительным является решение, в соответствии с которым поверхность 34 металлической кромки 30 проходит несколько далее поверхности 36 покрытия 16. Охлаждающее устройство (не изображено) может быть использовано для понижения температуры штампа 12 за счет циркулирования охлаждающей текучей среды в контакте со штампом.
С помощью кромки или фланца согласно данному изобретению штамп выполняют таким образом, что мягкий эластомер вблизи режущей кромки не повреждается, когда штамп врезается в мыло. Это выполняют посредством экранирования мягкого эластомера вблизи кромки штампа с помощью жесткого и более прочного материала. Экранирование действует подобно зонтику вокруг кромки штампа, несколько перекрывая мягкий эластомер на предпочтительное приблизительное расстояние от 0,00254 см до 0,0381 см. Тем самым защищают мягкий материал от чрезмерных срезающих и растягивающих усилий, которые ускоряли бы в противном случае повреждение мягкого материала и выводили бы штамп из строя.
Выше описывается металлическая устраняющая напряжение кромка штампа, но сам материал в основном будет зависеть от материала штампа. Обычно кромку выполняют из того же материала, что и сам штамп. Но кромка обычно является довольно жесткой, чтобы защищать эластомер.
Данное изобретение возможно применять для обычного штамповочного оборудования, такого как Binacchi USN 100.
Обычно кромку срезают внутрь для придания большего механического закрепления.
Пример
Ряд полуформ штампа изготавливают из углеродистой стали и подвергают электроэрозии для получения некоторых значений высоты микронеровностей профиля (Ra), обезжиривают ацетоном, обрабатывают грунтовкой и затем покрывают эластомерным материалом из числа некоторых эластомерных материалов.
В примере также используют некоторые латунные полуформы. Аналогично, их также обезжиривают ацетоном, обрабатывают грунтовкой и затем наносят покрытие.
Эластомерные покрытия выполняют из полиуретана. Полиурентан готовят сначала с помощью
а) Andur 80-5AP - жидкий форполимер с изоцианатным обрывом цепи на основе полиэфира
Поставщик: Andersen Development Co. 1415 Е Michigan Street Adrian, MI 49221-3499, который отверждают введением 35 вес.% (от всего эластомера) порошка из нержавеющей стали 304L, имеющего номер сита 325,
с помощью
б) Voronal 234-630 отвердитель - Triol
Поставщик: Dow Chemical Co 2040 Dow Center Midland, MI 48674.
Составы использованных в примере брусков:
Состав А, вес.%:
Безводное мыло на твердом животном жире - 52,3
Безводное кокосовое мыло - 29,9
Кокосовая жирная кислота - 5,2
Вода и добавки - Доля до 100
Состав Б, вес.%:
Натрий-косилизотионат - 27,00
Кокоамидопропилбетаин - 5,00
Полиэтиленгликоль, сред. - 33,12
Жирная кислота - 11,00
Стерат натрия - 5,00
Вода + добавки - Доля до 100
Состав С, вес.%:
Натрий-косилизотионат - 49,78
Мыло 82/18 - 8,31
Стеарат натрия - 2,98
Алкилбензолсульфонат - 2,02
Стеариновая кислота - 20,15
Кокосовая жирная кислота - 3,08
Натрий-изотионат - 4,68
Вода + добавки - Доля до 100
Штампы содержат металлические края согласно позиции 34 на фиг.4. Штампы охлаждают с помощью охлаждающей текучей среды при температуре -20oС, которая циркулирует по трубкам диаметром от 2 до 20 мм.
Подразумевается, что конкретные варианты реализации иллюстрируемого и описываемого здесь изобретения предназначены только для пояснения, так как в рамках конкретных решений данного описания могут вводиться некоторые изменения. Соответственно, излагаемое здесь эластомерное покрытие включает в себя как частичное, так и полное покрытие штампа. Полный объем данного изобретения определен в формуле изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ШТАМПОВКИ ОСНОВЫ, СПОСОБ ФОРМОВАНИЯ ЭЛАСТОМЕРНЫХ ПОКРЫТИЙ И СПОСОБ ШТАМПОВКИ БРУСКА ИЗ МОЮЩЕГО ВЕЩЕСТВА | 1997 |
|
RU2182080C2 |
| СПОСОБ ШТАМПОВАНИЯ БРУСКОВ ДЕТЕРГЕНТА | 1997 |
|
RU2195469C2 |
| ШТАМП И СПОСОБ ДЛЯ ШТАМПОВКИ ПЛАСТИЧНОГО МАТЕРИАЛА | 1997 |
|
RU2201350C2 |
| ПЕРСОНАЛЬНЫЙ ОЧИЩАЮЩИЙ БРУСОК С УСИЛЕННЫМ ОСАЖДЕНИЕМ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 1998 |
|
RU2188853C2 |
| БРУСОК МЫЛА, УПАКОВКА, СОДЕРЖАЩАЯ БРУСОК МЫЛА, И СПОСОБ УПАКОВКИ БРУСКА МЫЛА | 1998 |
|
RU2183663C2 |
| ФОРМА ШТАМПА, СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМЫ ШТАМПА И СПОСОБ ФОРМОВАНИЯ ПРОДУКТА С ИСПОЛЬЗОВАНИЕМ ФОРМЫ ШТАМПА | 1999 |
|
RU2223173C2 |
| ЭКСТРУДИРОВАННЫЕ МНОГОФАЗНЫЕ БРУСКИ, ДЕМОНСТРИРУЮЩИЕ ВНЕШНИЙ ВИД ИСКУСНО ИЗГОТОВЛЕННЫХ ВРУЧНУЮ, СПОСОБЫ ИХ ПРОИЗВОДСТВА И СПОСОБЫ ИСПОЛЬЗОВАНИЯ | 2003 |
|
RU2337947C2 |
| ФОРМОВАННОЕ МОЮЩЕЕ СРЕДСТВО И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2002 |
|
RU2303052C2 |
| БРУСКИ ЖИРНОКИСЛОТНОГО МЫЛА/ЖИРНОЙ КИСЛОТЫ, КОТОРЫЕ ПЕРЕРАБАТЫВАЮТСЯ И ИМЕЮТ ХОРОШУЮ ПЕНУ | 2004 |
|
RU2361907C2 |
| ОБЕРТКА ДЛЯ МЫЛА | 2000 |
|
RU2233784C2 |
Изобретение относится к устройствам штампования пластичного материала и способам штампования бруска моющего средства. Устройство для штампования содержит штамп. Поверхность штампа покрыта эластомерным покрытием, содержащим проводящий стальной наполнитель в количестве от 0,5 до 85 мас.%. Способ штампования бруска моющего средства в штампе, имеющем эластомерное покрытие со стальным наполнителем, включает подачу состава бруска моющего средства в штамп, штампование и удаление бруска из штампа. Изобретение позволяет штамповать мягкие и липкие моющие средства, а также просвечивающиеся и прозрачные бруски мыла, имеющие пониженное содержание жировых веществ. 2 с. и 12 з.п. ф-лы, 4 ил.
| УСТРОЙСТВО ДЛЯ ДВУХСТОРОННЕЙ МАРКИРОВКИ ПОЛИХЛОРВИНИЛОВЫХ ТРУБОК | 0 |
|
SU276971A1 |
| US 5535980 А, 16.07.1996 | |||
| Устройство для формования туалетного мыла | 1985 |
|
SU1291600A1 |
| Новое в технологии резины / Под ред | |||
| РОГОВИНА З.А., ЕВСТРАТОВА В.Ф., КАМЕНСКОГО Б.З | |||
| - М.: Мир, 1968, с.113-122 | |||
| КАВЕРИНСКИЙ В.С., СМЕХОВ Ф.М | |||
| Электрические свойства лакокрасочных материалов и покрытий | |||
| - М.: Химия, 1990, с.59. | |||

