Предполагаемое изобретение относится к металлургии, конкретно к производству изотропной электротехнической стали, применяемой для изготовления магнитопроводов электродвигателей.
Основной характеристикой качества этой стали являются магнитные свойства. Удельные потери энергии на перемагничивание, магнитная индукция и анизотропия свойств вдоль и поперек направления прокатки. Значения магнитной индукции должны быть максимальны, а удельных потерь и анизотропии минимальны. Высокий уровень магнитных свойств обеспечивается получением оптимальной текстуры и структуры первичной рекристаллизации в готовой стали. Сталь должна иметь размер зерна в пределах 100-200 мкм и максимальное количество зерен с ориентировками {100}<UVW> и {110}<UVW>.
Используемая в настоящее время технология производства изотропной электротехнической стали включает последовательно выплавку, горячую прокатку, нормализацию, холодную прокатку, обезуглероживающе-рекристаллизационный отжиг. За счет соответствующих режимов горячей прокатки из технологии можно исключить операцию нормализации горячекатаных полос без ухудшения свойств готовой стали. Это позволяет снизить себестоимость стали.
Текстура и структура готовой стали в основном определяются текстурой и структурой стали перед холодной прокаткой. Последние формируются при горячей прокатке и нормализации. Однако функции нормализации можно перенести на горячую прокатку.
В патенте (1 - способ производства изотропной электротехнической стали. Патент Российской Федерации 2133285 С 21 8/12, 1999 г.) представлен способ производства изотропной электротехнической стали. Он включает выплавку, горячую прокатку, охлаждение, травление горячекатаных полос, холодную прокатку, обезуглероживающе-рекристаллизационный отжиг. В этом способе для того чтобы исключить из технологии операцию нормализации горячекатаных полос, после горячей прокатки с обжатиями в последнем проходе не менее 13% охлаждение горячекатаных полос в течение 6-20 с ведут на воздухе, а затем путем душирования водой.
Способ 1, как наиболее близкий по технической сущности, выбран в качестве прототипа. Недостатком данного способа является то, что охлаждение горячекатаного металла в течение 20 с недостаточно для протекания процесса рекристаллизации, наблюдаемой в поверхностном слое полосы, что не способствует существенному повышению уровня магнитных свойств.
Задачей предполагаемого изобретения является улучшение свойств изотропной электротехнической стали, содержащей 0,7-3,3% кремния, при ее производстве по упрощенной технологии без нормализации горячекатаной полосы.
Технический результат достигается тем, что изотропную электротехническую сталь производят по технологии, включающей выплавку, горячую прокатку с обжатиями в последнем проходе не менее 13%, охлаждение, травление горячекатаных полос, холодную прокатку и обезуглероживающе-рекристаллизационный отжиг. Температуру конца прокатки стали, содержащей 0,7-3,3% кремния, поддерживают не ниже 820oС, а охлаждение горячекатаных полос в процессе их движения по отводящему рольгангу на воздухе до смотки в рулоны.
Процессе текстуро- и структурообразования, которые необходимо осуществить в горячекатаных полосах при охлаждении после горячей прокатки, описаны в способе 1. Скорость этих процессов определяется диффузионной подвижностью атомов стали. Кремний является химическим элементом, который существенно снижает диффузионную подвижность атомов стали.
Для увеличения диффузионной подвижности атомов стали, содержащей кремний, предлагается поддерживать температуру конца прокатки не ниже 820oС, а охлаждение горячекатаных полос в процессе их движения по отводящему рольгангу проводить на воздухе до смотки в рулоны. Душирование полос водой исключается.
Примеры осуществления предполагаемого изобретения
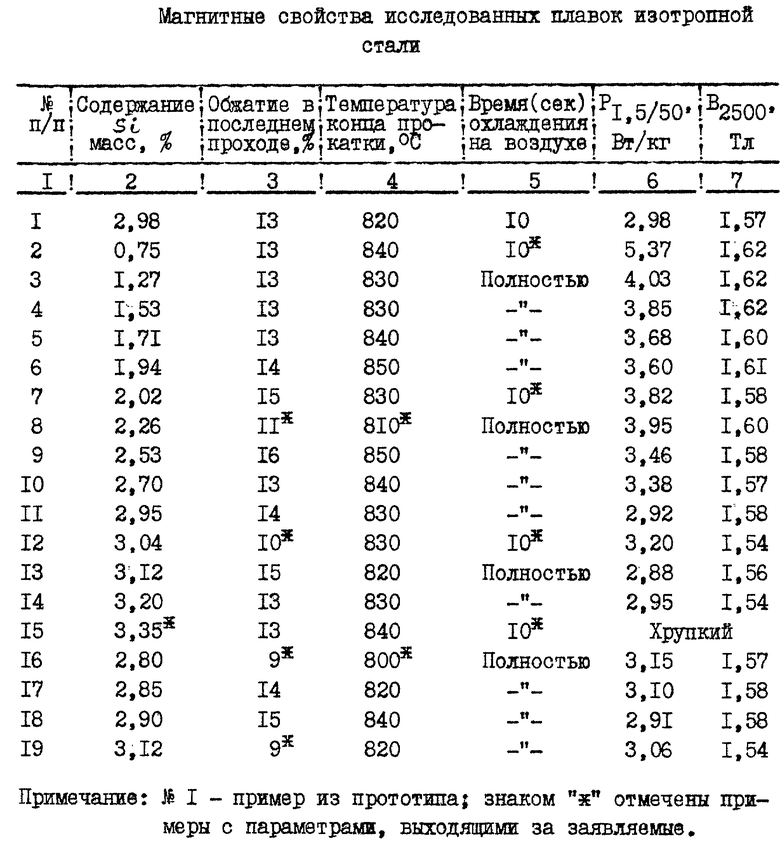
Проводилась выплавка стали с различным содержанием кремния. Затем следовали горячая прокатка с различными обжатиями в последнем проходе до толщины 2,0-2,2 мм и различной температурой конца прокатки, охлаждение полос на отводящем рольганге на воздухе с последующей смоткой в рулон (температура смотки составляла 640-680oС), травление, холодная прокатка до 0,50 мм и обезуглероживающе-рекристаллизационный отжиг. Обезуглероживание проводилось во влажной азотно-водородной среде при температуре 830oС, а температура рекристаллизации изменялась в зависимости от содержания кремния в пределах 900-1050oС. Результаты приведены в таблице.
Результаты опробования свидетельствуют, что предлагаемый способ по сравнению с известным 1 позволяет понизить Р1,5/50 на 0,06 Вт/кг и повысить В2500 на 0,01 Тл. В предлагаемой таблице звездочками отмечены режимы, выходящие за заявляемые пределы. При использовании душирования ( примера 2, 7, 12, 15) отмечается повышение удельных потерь. Снижение магнитных свойств наблюдается, если температура конца горячей прокатки ниже 820oС (примеры 8, 16) и степень обжатия ниже 13% (пример 19).
Исследование патентной и научно-технической литературы показало, что технических решений с совокупностью существенных признаков предлагаемого способа отсутствует. Предлагаемый способ отвечает критерию изобретения "новизна". Только совокупность существенных признаков предлагаемого способа позволяет решить поставленную задачу, поэтому признаки следует рассматривать в совокупности.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 1998 |
|
RU2133285C1 |
| СПОСОБ ПРОИЗВОДСТВА ИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2002 |
|
RU2223337C1 |
| СПОСОБ ПРОИЗВОДСТВА ИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2002 |
|
RU2230801C2 |
| СПОСОБ ПРОИЗВОДСТВА ИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2001 |
|
RU2217509C2 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2000 |
|
RU2186861C2 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ ИЗОТРОПНОЙ СТАЛИ | 1999 |
|
RU2155233C1 |
| СПОСОБ ПРОИЗВОДСТВА ИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2002 |
|
RU2215796C1 |
| СПОСОБ ПРОИЗВОДСТВА ИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 1998 |
|
RU2149194C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 1999 |
|
RU2155234C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ ИЗОТРОПНОЙ СТАЛИ | 2002 |
|
RU2228374C2 |
Изобретение относится к металлургии, конкретно к производству изотропной электротехнической стали, применяемой для изготовления магнитопроводов электродвигателей. При производстве изотропной стали, содержащей 0,7-3,3% кремния, проводят горячую прокатку с обжатием в последнем проходе не менее 13% с температурой конца прокатки не ниже 820oС и охлаждают горячекатаные полосы в процессе их движения по отводящему рольгангу на воздухе до смотки в рулон, что позволяет устранить из технологической схемы нормализационную обработку без изменения уровня магнитных свойств готовой стали и снизить ее себестоимость за счет экономии энергоресурсов. 1 табл.
Способ производства изотропной электротехнической стали, включающий выплавку стали, горячую прокатку с обжатием в последнем проходе не менее 13%, охлаждение горячекатаных полос в процессе их движения по отводящему рольгангу, смотку в рулон, травление горячекатаных полос, холодную прокатку, обезуглероживающе-рекристаллизационный отжиг, отличающийся тем, что выплавку стали осуществляют с содержанием 0,7÷3,3% кремния, температуру конца прокатки поддерживают не ниже 820oС, а охлаждение горячекатаных полос ведут на воздухе до смотки в рулоны.
| СПОСОБ ПРОИЗВОДСТВА ИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 1998 |
|
RU2133285C1 |
| Состав для обработки сплавов алюминия с кремнием | 1980 |
|
SU908885A1 |
| Способ производства холоднокатаной изотропной электротехнической стали | 1989 |
|
SU1717649A1 |
| Способ производства трансформаторной стали | 1988 |
|
SU1585349A1 |
| SU 1829418 А1, 20.02.1996. | |||

