Изобретение относится к способу нанесения на металлическую основу покрытия из термопластического материала.
В данной заявке под термопластическими материалами подразумеваются пластмассы, состоящие по существу из термопластов и добавок, которые вводят с целью придания термопластам определенных свойств.
Нанесение на металлическую основу покрытия в виде слоев пластика является известным способом, который применяется на практике; этот способ применяется, в частности, когда используемый металл необходимо защитить от атмосферных воздействий, обычно вызывающих коррозию, или, когда необходимо защитить окружающую среду от нежелательного воздействия металла, или, когда желательно получить оба указанных эффекта, например при изготовлении упаковки. Консервные банки, например, давно выпускаются из покрытой оловом упаковочной стали, которую называют также белая жесть, которую, с одной стороны, покрывают слоем пластика, чтобы не допустить попадания металла в продукты питания, а также чтобы предотвратить образование ржавчины под воздействием продуктов питания и, с другой стороны, чтобы сохранить привлекательный внешний вид упаковки в течение достаточно длительного времени.
Такие покрытия, которые обычно состоят из органических материалов, наносят в виде лаков. Иногда нужно нанести различные покрытия на внутреннюю и наружную стороны крышки. Материал покрытия, наносимого внутри, должен в первую очередь обеспечивать хорошую защиту от коррозии, вызываемой воздействием того продукта, который будет законсервирован и упакован, а наружное покрытие должно сохранять привлекательный внешний вид, например, глянец и цвет, а также обладать механической устойчивостью к царапинам и ударам.
Этап механической обработки в процессе изготовления упаковки, например, фальцовка корпуса и крышки при изготовлении коробок для продуктов питания или банок для напитков, предъявляет более строгие требования к покрытию. Важную роль играет то, что наружное покрытие должно быть одновременно устойчивым к царапинам и легко подвергаться деформации, чтобы оно могло выдерживать фальцовку.
Чтобы нанести органическое верхнее покрытие, помимо лакировки полуфабрикатов упаковки, можно наносить покрытия и на более ранней стадии производственного процесса - на рулоны материала, например, путем лакировки материала в рулоне, нанесения покрытия в виде пленки фольги (которое называется также ламинирование рулона материала), когда пленку пластика наносят на основу, покрытие можно наносить также методом экструзии, когда изготавливают покрытие в виде пленки, которую не доставляют из какого-либо источника, но получают методом экструзии в том месте, где нужно нанести покрытие на основу.
Любой способ нанесения покрытия имеет свои недостатки, связанные с природой материала покрытия или со способом нанесения этого покрытия. Очевидно, что при нанесении лаков недостатком является испарение растворителей, этот способ имеет даже еще более существенный недостаток, когда растворители содержат летучие органические соединения, которые используются очень часто.
Пленочные покрытия обычно считаются невыгодными с экономической точки зрения. Производство пленки, сматывание ее в рулоны, транспортировка и разматывание из рулонов приводит к тому, что все эти этапы, взятые вместе, не обеспечивают конкурентоспособности такому производству в сопоставлении с лакированием.
Нанесение покрытий методом экструзии, в качестве способа нанесения покрытия, является привлекательным, поскольку оно не обладает указанными недостатками с точки зрения экономичности процесса, однако этот способ трудно осуществить в случае определенных комбинаций. Этот способ применяется в основном для нанесения односторонних или двусторонних покрытий из полиолефинов. Указанные полиолефины не обладают свойствами, которые необходимы для хорошей адгезии с металлической основой. По этой причине слои полиолефинового покрытия обычно используют в сочетании с клеящим слоем, обладающим модифицированной адгезией. Указанный клеящий слой в этом случае состоит из полиолефинов с группами карбоновой кислоты или ангидридными группами. Подходящие клеящие слои на основе полиолефинов можно изготовить, например, путем сополимеризации пропилена или этилена, или их сочетания с альфа-ненасыщенными карбоновыми кислотами, бета-ненасыщенными карбоновыми кислотами, соответствующими ангидридами или соответствующими сложными эфирами или полуэфирами. Примерами таких соединений являются акриловая кислота, метакриловая кислота, кротоновая кислота, коричная кислота, малеиновая кислота, малеиновый ангидрид, фумаровая кислота и т.п. Содержание таких модифицирующих мономеров обычно составляет от 1 до 15 мас.%.
Такие мономеры, улучшающие адгезию, способны связываться с поверхностью основы, но это происходит, только если клеящий полиолефиновый слой в течение некоторого времени находится при температуре, превышающей температуру плавления, в результате чего становится возможной диффузия мономеров, улучшающих адгезию, через полиолефин в поверхность основы, и мономер, улучшающий адгезию, может вступать в химическое или физическое взаимодействие с поверхностью основы. Невозможно добиться адгезии, достаточной для дальнейшего перемещения полученного изделия по производственной линии, если производить экструзию полиолефина на металлическую основу, на которую нанесены мономеры, улучшающие адгезию, когда эта основа нагрета до температуры ниже температуры плавления соответствующего полиолефина. В этом случае пленка прилипает к металлическому прижимному валику, который внутри является холодным и который прижимает слой покрытия к поверхности, и в результате пленка наматывается на прижимной валик. Конечно, можно осуществить предварительный нагрев металлической полосы до температуры выше температуры плавления полиолефина. Благодаря этому добиваются адгезии между слоем покрытия из модифицированного полиолефина и металлической полосой. Однако, если необходимо нанести покрытие также на другую сторону полосы, и это следует осуществить не одновременно с нанесением покрытия на первую сторону, то возникает проблема: слой покрытия на первой стороне повреждается в процессе нанесения покрытия на вторую сторону, поскольку температура изделия выше температуры плавления слоя покрытия из полиолефина. В результате слой покрытия входит в контакт со стальным прижимным валком в расплавленном состоянии, когда он очень подвержен повреждениям.
Что касается модификации пластиковой пленки, например, посредством окисления поверхности обработкой с применением электронно-ионной технологии, путем экструзии при очень высокой температуре или обработкой в пламени, то следует указать, что такие виды обработки часто не выгодно применять для модификации на месте расплавленного очень тонкого листа пластика. В ходе обработки с применением электронно-ионной технологии возникает электростатический заряд, в результате чего расплавленный лист отталкивается от установки для получения короны и вся обработка теряет эффективность. При применении экструзии полиолефина при очень высокой температуре свободная поверхность слоя покрытия окисляется, а это приводит к тому, что материал упаковки оказывает более сильное влияние на вкус упакованного продукта; обработка в пламени сопровождается потоком газа, который отталкивает расплавленный лист пластика и, помимо этого, образуется большое количество тепла вокруг горелки.
Было обнаружено, что модификацию можно успешно осуществить при помощи очень небольшого количества газообразного озона, который окисляет поверхность листа расплавленного полиолефина таким образом, что в зоне контакта валков, осуществляющих ламинирование, можно добиться определенной адгезии с основой, даже если эта основа предварительно нагрета до температуры, которая ниже температуры плавления полиолефина. Такая адгезия на месте является достаточной для того, чтобы слой покрытия приклеивался к основе, а не к прижимному валку, охлажденному изнутри, что позволит переместить основу с покрытием в камеру для последующего нагрева, где адгезия повышается, поскольку температуру доводят до уровня выше температуры плавления полиолефина, в результате чего начинается диффузия групп, улучшающих адгезию, в поверхность, и далее происходят химические или физические взаимодействия.
Далее, было обнаружено, что сополимеризация пропилена с этиленом приводит к тому, что действие газообразного озона усиливается, благодаря чему улучшается первоначальная адгезия слоя покрытия с основой.
Способ по настоящему изобретению включает в себя следующие этапы:
предварительный нагрев основы таким образом, чтобы непосредственно перед нанесением покрытия основа находилась при температуре от 70 до 150oС, предпочтительно от 100 до 130oС в случае, когда покрытие содержит полипропилен, и от 80 до 110oС в том случае, когда одностороннее или двустороннее покрытие содержит полиэтилен;
осуществление в первой установке для нанесения покрытия совместной экструзии листа, содержащего слой полиолефинового покрытия и слой модифицированного полиолефина с повышенной адгезией;
нанесение на основу покрытия в виде расплавленного листа в присутствии озона путем прижатия слоя с повышенной адгезией к поверхности основы;
перемещение полосы, покрытой с одной стороны, во вторую установку для нанесения покрытия и нагрев полосы таким образом, чтобы непосредственно перед нанесением покрытия полоса находилась при температуре от 70 до 130oС, предпочтительно от 80 до 120oС, если слой покрытия, нанесенного в первой машине для нанесения покрытия, представляет собой полипропилен, и от 80 до 110oС, если этот слой покрытия представляет собой полиэтилен;
покрытие в присутствии озона основы расплавленным листом, получаемым методом экструзии во второй установке для нанесения покрытия, прижимая его к не имеющей покрытия поверхности основы;
нагрев основы с покрытием таким образом, что она достигает температуры, которая выше температуры плавления нанесенного полиолефина;
охлаждение основы с покрытием.
Альтернативный способ по настоящему изобретению включает в себя следующие этапы:
предварительный нагрев основы таким образом, чтобы непосредственно перед нанесением покрытия в первой установке для нанесения покрытия основа находилась при температуре от 70 до 150oС, предпочтительно от 100 до 130oС;
осуществление в первой установке для нанесения покрытия экструзии расплавленного листа полиэфира, состоящего из одного или нескольких слоев полиэфира;
покрытие основы, прижимая расплавленный лист к поверхности основы;
перемещение полосы, покрытой с одной стороны полиэфиром, во вторую установку для нанесения покрытия и нагрев полосы таким образом, чтобы перед нанесением покрытия она находилась при температуре от 70 до 130oС, предпочтительно от 90 до 120oС;
осуществление во второй установке для нанесения покрытия совместной экструзии листа, содержащего верхний слой полиолефина и клеящий слой модифицированного полиолефина;
покрытие основы расплавленным листом в присутствии озона, прижимая лист так, чтобы клеящий слой прижимался к поверхности основы;
нагрев основы с покрытием так, чтобы она достигла температуры, превышающей температуру плавления нанесенного полиолефина;
охлаждение основы с покрытием.
В результате соответствующего охлаждения, например (что предпочтительно) путем опускания в воду, слой термопластического покрытия остается аморфным, насколько это возможно, в случае использования в качестве покрытия слоя полиэфира, или же имеет монокристаллическую структуру, если в качестве покрытия использовали полиолефин. Основа с покрытием, полученная таким образом, способна выдерживать деформации, например, в результате фальцовки. Рекристаллизация в некоторой степени происходит в результате нагрева в ходе последующих производственных процессов, например, при стерилизации; однако она не является недостатком, но, напротив, представляет собой преимущество. В результате рекристаллизации повышается кристалличность и, соответственно, твердость слоя покрытия.
В некоторых случаях желательно добавить в термопластический материал полиэтилен низкой плотности в количестве предпочтительно 5-20 мас.%. Это позволит улучшить технологичность расплавленного листа, повысить начальную адгезию после обработки озоном.
В соответствии с настоящим изобретением получают металлическую основу, покрытую термопластическим материалом, в которой толщина основы составляет 0,05-0,30 мм, а толщина слоя термопластического покрытия составляет 3-50 мкм.
Слой пластика наносят, например, используя экструдер, при помощи которого можно получить также многослойное покрытие.
Полиолефины, такие как полипропилен и полиэтилен, наносят в расплавленном виде на металлическую основу, например, как показано на чертеже. Расстояние между скосами насадки и зоной контакта двух валков составляет от 4 до 25 см, предпочтительно от 8 до 20 см. Такой способ нанесения можно использовать для пластиков с достаточно низкой прочностью расплава, таких как полиэфиры, только при низком относительном удлинении, то есть низкой скорости полосы.
Озон концентрируется между расплавленным листом и основой. Выпускное отверстие системы, подводящей озон, направлено к расплавленному листу. В результате того, что требуется исключительно малое количество газа, структура расплавленного листа не нарушается.
Учитывая способ нанесения и тепловую обработку, желательно, чтобы толщина основы и слоя покрытия находились в указанных границах.
Предпочтительно, чтобы толщина слоя термопластического покрытия варьировалась в диапазоне от 3 до 20 мкм. Расплавленный лист уже является тонким, и, в результате правильной скорости подачи в сочетании с подходящей скоростью основы, этот слой может стать еще тоньше, достигнув указанного диапазона вследствие растяжения вдоль одной оси. С точки зрения расхода материала желательно, чтобы слой пластика был как можно тоньше. Однако с функциональной точки зрения можно использовать и более высокие значения нижней границы, чем 3 мкм, в зависимости от вида применения. Металлическая основа может представлять собой материал, содержащий в основном железо, например, сталь. Это - дешевый материал, привлекательный возможностью повторного использования (переработки). Далее, основу, содержащую в основном железо, легко нагревать с применением индукции, причем температуры, используемые в способе по настоящему изобретению, не оказывают заметного влияния на механические свойства основы. Для того чтобы добиться хорошей адгезии, следует применять упаковочную сталь типа стали, хромированной электролитическим способом.
Упаковочная сталь, покрытая термопластом, содержащим по существу полипропилен, лучше всего подходит, например, для изготовления крышек. Результаты испытаний консервных банок, которые хранились в особых условиях и которые были изготовлены из материала по настоящему изобретению и заполнены продуктами питания, показали, что наилучшие результаты дают крышки, изготовленные из упаковочной стали по настоящему изобретению с покрытием из слоя полипропилена. Материал, полученный способом по настоящему изобретению, обладает хорошей устойчивостью к коррозии и царапинам, так что один и тот же слой можно использовать внутри и снаружи консервной банки, т.е. исходный материал можно покрывать с обеих сторон. Материал с покрытием можно также без труда подвергать различным видам обработки.
Пример осуществления изобретения 1
Нанесение слоя полипропиленового покрытия на обе стороны полосы можно производить, например, следующим образом:
готовую основу из хромированной стали (стали, хромированной электролитическим способом) предварительно нагревают до 130oС;
нагретую основу пропускают через зону контакта между резиновым прижимным валком и отполированным охлажденным валком;
в указанной зоне контакта лист расплавленного полипропилена, который имеет ширину на 10-40 мм больше, чем ширина основы, и который состоит из клеящего слоя, контактирующего с основой, и верхнего слоя, причем верхний слой толще, чем клеящий слой, наносят на основу при помощи системы из двух экструдеров, причем потоки пластика, появляющиеся из них, соединяются в экструзионной головке для совместной экструзии;
определенное количество газообразного озона направляют на расплавленный лист и как можно ниже сразу перед зоной контакта, так, чтобы в этом месте процент поверхности, обрабатываемой озоном, был максимальным; адекватное количество озона составляет 8 мг озона на м2;
полученный многослойный материал, состоящий из хромированной стали и полипропилена, охлаждают только по длине зоны контакта при помощи отполированного охлаждающего валка так, чтобы нанесенный слой полипропилена приобрел шероховатость охлаждающего валка, но чтобы температура многослойного материала упала незначительно;
окисление поверхности полиолефина, контактирующей со стальной поверхностью, обеспечит достаточное прилипание слоя покрытия к стальной основе, чтобы покрытие отрывалось от прижимного валка, охлажденного изнутри;
основу, которая уже имеет покрытие с одной стороны, доводят в той же производственной установке до 120oС и в присутствии газообразного озона наносят на вторую сторону слой полиолефинового пластика;
в той же производственной установке полосу, покрытую с двух сторон, затем нагревают при помощи индукции до температуры от 150 до 280oC, предпочтительно от 180 до 225oС, выдерживают при этой температуре в течение от 0,5 до 20 с, а затем очень быстро охлаждают в резервуаре с водой;
после этого производят высушивание с помощью сушильных валков или горячего воздуха;
после нанесения слоев пластика на обе стороны полосы и доведения до максимума адгезии избыток пластика удаляют с обоих краев полосы при помощи подходящего способа резки, такого как лазерная резка или гидравлическая резка;
полосу с покрытием сматывают в рулон или нарезают на пластины;
из упаковочной стали, на которую вышеописанным способом нанесено покрытие, обычным способом изготавливают, например, крышки. Эти крышки затем обрабатывают соответствующим составом с использованием обычного способа. Затем нанесенное соединение высушивают в конвекционной печи в таких условиях, чтобы крышки достигли температуры от 110 до 150oС, предпочтительно 110-120oС. Крышки, изготовленные таким способом, обладают лучшими эксплуатационными свойствами, по сравнению с крышками, изготовленными из хромированной стали той же толщины и того же качества и покрытой с обеих сторон слоем лака 5 г/м2.
Пример осуществления изобретения 2
Все операции осуществляют как в примере 1, но в данном случае слой полипропиленового покрытия состоит из комбинации гомополимерного клеящего слоя и гомополимерного верхнего слоя, и затем наносят слой полиэфирного покрытия;
готовую основу из хромированной стали (стали, хромированной электролитическим способом) предварительно нагревают до 130oС;
нагретую основу пропускают через зону контакта резинового прижимного валка и отполированного охлаждающего валка;
в указанной зоне контакта лист расплавленного полипропилена, который имеет ширину на 10-40 мм больше, чем ширина основы, и который состоит из клеящего слоя, контактирующего с основой, и верхнего слоя, имеющего толщину, большую, чем толщина клеящего слоя, наносят на основу при помощи системы из двух экструдеров, причем потоки пластика, выходящие из них, соединяются в экструзионной головке для совместной экструзии;
газообразный озон в количестве 8 мг озона на м2 направляют на расплавленный лист и как можно ниже сразу перед зоной контакта так, чтобы процент поверхности, обрабатываемой озоном, в этом месте был максимальным;
полученный многослойный материал, состоящий из хромированной стали и полипропилена, охлаждают только по длине зоны контакта при помощи отполированного охлаждающего валка так, чтобы нанесенный слой полипропилена приобрел шероховатость охлаждающего валка, но чтобы температура многослойного материала упала незначительно;
окисление поверхности полиолефина, контактирующей со стальной поверхностью, обеспечит достаточное прилипание слоя покрытия к стальной основе, чтобы покрытие отрывалось от прижимного валка, охлаждаемого изнутри;
основу, которая уже имеет покрытие с одной стороны, доводят в той же производственной установке до 120oС и наносят на вторую сторону слой полиэфира;
в той же производственной установке полосу, покрытую с двух сторон, затем нагревают при помощи индукции до температуры от 150 до 280oС, предпочтительно от 210 до 265oС, выдерживают при этой температуре в течение от 0,5 до 20 с, а затем очень быстро охлаждает в резервуаре с водой;
после этого производят высушивание с помощью сушильных валков или горячего воздуха;
после нанесения слоев пластика на обе стороны полосы и доведения до максимума адгезии, избыток пластика удаляют с обоих краев полосы при помощи подходящего способа резки, такого как лазерная резка или гидравлическая резка;
и, наконец, полосу с покрытием сматывают в рулон или нарезают на пластины.
Пример осуществления изобретения 3
Вместо гомополимерного клеящего слоя теперь берут сополимерный клеящий слой, который также содержит определенный процент полиэтилена. В абсолютно одинаковых условиях адгезия оказалась более надежной и полностью соответствовала требованиям последующих производственных процессов сразу после зоны контакта 1.
Сравнительный пример 1
Все операции осуществляли так же, как в примере 1, но без использования озона.
После нанесения расплавленного листа в зоне контакта стальные прижимные валки, охлаждаемые изнутри, начинали стягивать с полосы полученный слой полиолефинового покрытия, независимо от степени шероховатости валков, в результате чего между основой и слоем покрытия появлялся воздух, даже в тех случаях, когда начальный участок слоя покрытия был прочно приклеен к основе при помощи ленты. В результате попадания воздуха после обработки в печи для последующего нагрева получали очень неровное изделие, которое непригодно для последующей обработки.
Сравнительный пример 2
Все операции осуществляли так же, как в примере 1, но температура предварительного нагрева полосы достигала 200oС и генератор озона был выключен.
В зависимости от толщины расплавленного листа, он приклеивался более или менее хорошо к основе после зоны контакта 1. При толщине расплавленного листа менее 10 мкм быстро примерзал к прижимному валку с внутренним охлаждением, в результате чего диффузия групп, улучшающих адгезию, быстро прекращалась, и адгезия достигала только среднего уровня. Более толстые слои покрытия приклеивались удовлетворительно. Однако во второй зоне контакта температура полосы с покрытием на одной стороне составляла 150oС и слой полиолефинового покрытия, уже нанесенного в зоне контакта 1, разрушался. В результате получали очень неровное покрытие.
Далее настоящее изобретение более подробно разъясняется со ссылками на чертеж, на котором показано устройство для осуществления способа по настоящему изобретению.
Как показано на чертеже, металлическую основу 1 в виде полосы пропускают, например, через индукционную печь 2.
Основа 1, которая выходит из печи 2, например, вертикально, проходит вокруг изгибающего валка 3 в первую установку для нанесения покрытия, которая состоит из экструдера 4, генератора 5 озона, прижимного валка 8, например, стального, и опорного валка 7, предпочтительно имеющего резиновый слой. Выпускное отверстие генератора 5 озона, предпочтительно, расположено как можно ближе к области, где основа 1 и появившийся из экструдера 4 лист 6 сходятся вместе непосредственно перед зоной контакта спорного валка 7 с прижимным валком 8.
На выходе из первой установки для нанесения покрытия получают основу 9, имеющую покрытие на одной стороне, которую пропускают через печь 13 и подают во вторую установку для нанесения покрытия. Эта установка содержит второй экструдер 10, второй генератор 5 озона, опорный валок 1 и прижимной валок 8.
После нанесения второго покрытия основа, имеющая покрытие с двух сторон, выходит из устройства через печь 13.
Экструдер 4 подходит для экструдирования листа 6 из полиолефина, например, из полипропилена или полиэтилена, имеющего клеящий слой или содержащего полиэфир. Экструдер 4 может включать в себя один экструдер для полиолефинов и другой для полиэфира, и применяться будет нужный экструдер. Экструдер 10 пригоден для полиолефинов. Экструдеры 4 и 10 можно менять местами.
Изобретение относится к нанесению покрытия из пластмассы на металлическую основу и может быть использовано в промышленности для изготовления консервных банок. Способ включает нагрев металлической основы до 70-150oС, нанесение в первой установке на одну из сторон основы покрытия путем совместной экструзии в присутствии озона листа основы и расплавленного листа, содержащего полиолефиновый слой и клеящий слой из модифицированного полиолефина, прижимая клеящий слой к поверхности основы, перемещение полосы во вторую установку с такой скоростью, чтобы температура полосы перед нанесением покрытия составляла от 70 до 130oС, нанесение на другую сторону основы покрытия в виде расплавленного листа посредством экструзии в присутствии озона, нагревают основу с покрытием до температуры, превышающей температуру плавления полиолефина, и охлаждают. По второму варианту в качестве материала, наносимого в первой установке, используют полиэфир, состоящий из одного или нескольких слоев, а во второй установке - лист, содержащий верхний полиолефиновый слой и клеящий слой из модифицированного полиолефина. Изобретение позволяет повысить адгезию слоя покрытия с основой и эксплуатационные характеристики, в частности, устойчивость к коррозии и царапинам. 2 с. и 2 з.п. ф-лы, 1 ил.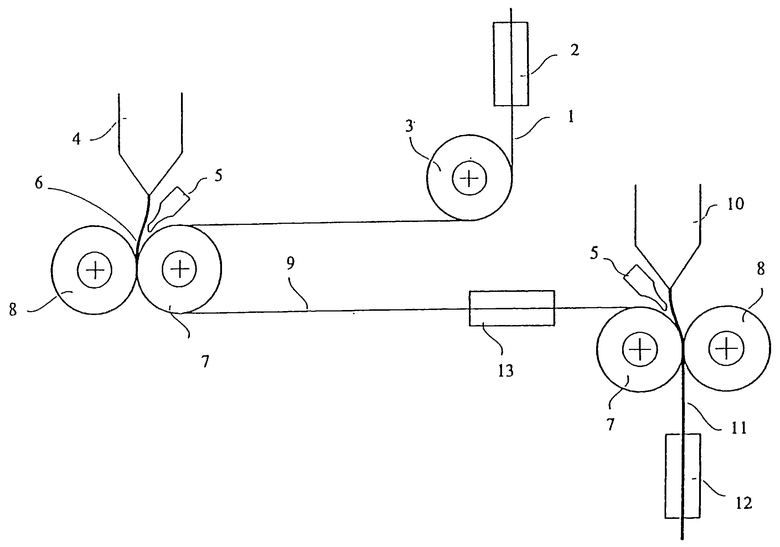
| Приспособление в пере для письма с целью увеличения на нем запаса чернил и уменьшения скорости их высыхания | 1917 |
|
SU96A1 |
| JP 05042650 А, 23.02.1993 | |||
| МАТРИЦА АССОЦИАТИВНОГО ЗАПОМИНАЮЩЕГО УСТРОЙСТВА | 0 |
|
SU312308A1 |
| DE 19529583 А, 13.02.1997 | |||
| US 4519863 А, 28.05.1985 | |||
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНОГО МАТЕРИАЛА | 1989 |
|
RU2037426C1 |

