Изобретение относится к области антикоррозийных и других защитных покрытий, наносимых на поверхность металлических и неметаллических изделий в виде расплавленных термопластов, и может быть применено в химическом, машиностроительном, пищевом и других производствах.
В данной заявке под термопластическими материалами подразумеваются пластмассы, состоящие по существу из термопластов и добавок, которые вводят с целью придания термопластам определенных свойств.
Существует способ нанесения защитного покрытия на поверхности стальных изделий (патент РФ № 2135883, опубл. 27.08.1999), включающий нагрев поверхности незащищенных участков стальных труб и нанесение на них защитного покрытия, в котором в вначале на поверхности незащищенных участков стальных труб накладывают термоусаживающийся материал с клеевой основой, затем на внешнюю поверхность термоусаживающегося материала устанавливают низкочастотный индукционный нагреватель, выполненный в виде однослойной гибкой ленты из электроизоляционного материала с размещенными внутри нее в одной плоскости однослойными катушками из электропроводного материала с малым удельным электрическим сопротивлением, после чего на низкочастотный индукционный нагреватель подают электрический ток промышленной частоты и доводят одновременно температуру нагрева стальной поверхности труб и термоусаживающегося материала до требуемой величины.
Недостатком описанного способа является то, что при нанесении термоусаживаемого материала с клеевой основой в зоне контакта со стальными изделиями и его микротрещинах возникают пузырьки воздуха, что снижает эффективность защитной функции покрытия.
Существует способ получения поверхностного нанокомпозиционного слоя на деталях из металлов или сплавов (патент РФ №2428520, опубл. 10.09.2011), в котором на обрабатываемую поверхность детали предварительно наносят слой нанокомпозитного состава, содержащего оксид кремния SiO2, растворенный в литоле, затем слой облучают электромагнитным полем высокой частоты f=3÷5 МГц в течение заданного интервала времени t=5-15 с, выбранного в зависимости от геометрических размеров детали, проводят нагрев поверхностного слоя обрабатываемой детали за счет «скин-эффекта» до температуры в диапазоне от 700 до 900°С и осуществляют блокировку дислокации поверхностного слоя положительными ионами тяжелых металлов методом электромеханической имплантации за счет пропускания постоянного электрического тока через контакт деталь - имплантируемый упрочняющий металл. В указанном способе на поверхности металлических деталей создают поверхностный нанокристаллический слой толщиной h=0,1-1,0 мкм с антифрикционными свойствами путем подбора материала имплантируемого упрочняющего металла в виде проволоки и режимов пропускания электрического тока - сила тока I=5-10 А, время пропускания тока t=30-60 с.
Недостатком описанного способа является то, что при использовании облучения электромагнитным полем высокой частоты f=3÷5 МГц с величиной тока 5-10 А возможна полимеризация термопластических материалов покрытия за счет высокотемпературного нагрева и их последующего разрушения.
Наиболее близким к заявляемому является способ нанесения на металлическую основу покрытия из термопластического материала (пат. РФ № 2203349, опубл. 27.04.2003), в котором предварительно нагревают основу таким образом, чтобы непосредственно перед нанесением покрытия она имела температуру от 70 до 150°С, осуществляют в первой установке для нанесения покрытия совместную экструзию листа, содержащего полиолефиновый покрывающий слой и клеящий слой из модифицированного полиолефина, наносят на основу покрытие в виде расплавленного листа в присутствии озона, прижимая клеящий слой к поверхности основы, перемещают полосу с покрытием на одной стороне во вторую установку для нанесения покрытия и нагревают полосу так, чтобы непосредственно перед нанесением покрытия температура полосы составляла от 70 до 130°С, наносят на основу покрытие в виде расплавленного листа, который экструдируют во второй установке для нанесения покрытия, прижимая его к непокрытой поверхности основы, при этом используют озон, нагревают основу с покрытием таким образом, чтобы она достигла температуры, которая превышает температуру плавления нанесенного полиолефина, охлаждают основу с покрытием.
Недостатком описанного способа является то, что при нанесении покрытия из термопластического материала в зоне контакта с основой материала в его микротрещинах возникают пузырьки воздуха, что снижает эффективность защитной функции покрытия, а необходимость использования этапа экструдирования значительно повышает трудоемкость процесса.
Задачей изобретения является повышение качества покрытия из термопластического материала на металлическую основу.
Технический результат – предотвращение образования пузырьковых раковин с одновременным армированием термопластического покрытия при нанесении его на металлическую основу, что обеспечивает коррозионную защиту.
Технический результат достигается тем, что способ нанесения на металлическую основу покрытия из термопластического материала включает предварительный нагрев основы, нанесение на основу покрытия из термопластического материала и охлаждения основы. При этом, процесс нанесения термопластического материала с дисперсным наполнителем из магнитоуправляемых частиц осуществляют при подводе электромагнитного поля с частотой 10-50 Гц и удельной мощностью на единицу площади металлической основы 1-10 Вт/см2 от излучателя, силовые линии которого направлены перпендикулярно поверхности основы.
При нанесении покрытия из термопластического материала с дисперсным наполнителем из магнитоуправляемых частиц при температуре плавления на прогретую металлическую основу и одновременном подводе электромагнитного поля от излучателя образуется периодическая структура из магнитоуправляемых частиц, выстроенных вдоль силовых линий электромагнитного поля. Особенность этой структуры заключается в том, что она состоит из множества острых окончаний, формируемая и удерживаемая внешним электромагнитным полем. При этом формируемая структура имеет жесткую сцепку с металлической основой, притягиваясь к ней под действием силовых векторов электромагнитного поля. Приобретаемая структура выполняет функцию армирования получаемого покрытия. Вариацию получаемой периодической структуры можно регулировать с помощью количества магнитоуправляемых частиц, частоты электромагнитного поля и его мощности. При частоте электромагнитного поля менее 10 Гц и мощности электромагнитного поля менее 1 Вт/см2 магнитоуправляемые частицы находятся в положении, параллельной основе и не создают периодическую структуру. При частоте электромагнитного поля в диапазоне 10-20 Гц и мощности электромагнитного поля менее 10 Вт/см2 магнитоуправляемые частицы приобретают периодическую структуру и совершают процесс перемещения на поверхности металлической основы. При перемещении магнитоуправляемых частиц пузырьки воздуха, находящиеся внутри термопластического материала под действием механического воздействия и выталкивающей силы, удаляются из покрытия. Увеличение частоты до величины 50 Гц приводит к стабилизации частиц на поверхности металлической основы.
Дальнейшее увеличение частоты электромагнитного поля более 50 Гц и мощности электромагнитного поля более 10 Вт/см2 приводит к разрушению периодической структуры.
Снижение трудоемкости процесса нанесения покрытия на металлическую основу из термопластического материала обеспечивается за счет отсутствия необходимости озонирования или вакуумирования системы. Данную функцию выполняет электромагнитное поле с частотой 10-50 Гц и удельной мощностью на единицу площади 1-10 Вт/см2 от излучателя, силовые линии которого выстраивают периодическую структуру из магнитоуправляемых частиц, механически извлекающих пузырьки воздуха.
При испытаниях использовался функциональный генератор низких частот Keithley 3390 совместно с усилителем сигнала Актаком AVA 1420. От усилителя Актаком AVA 1420 на катушку подают переменный синусоидальный ток с частотой 10-50 Гц и удельной мощностью на единицу площади 1-10 Вт/см2.
Сущность предлагаемого способа поясняется графическим материалом, на котором изображено:
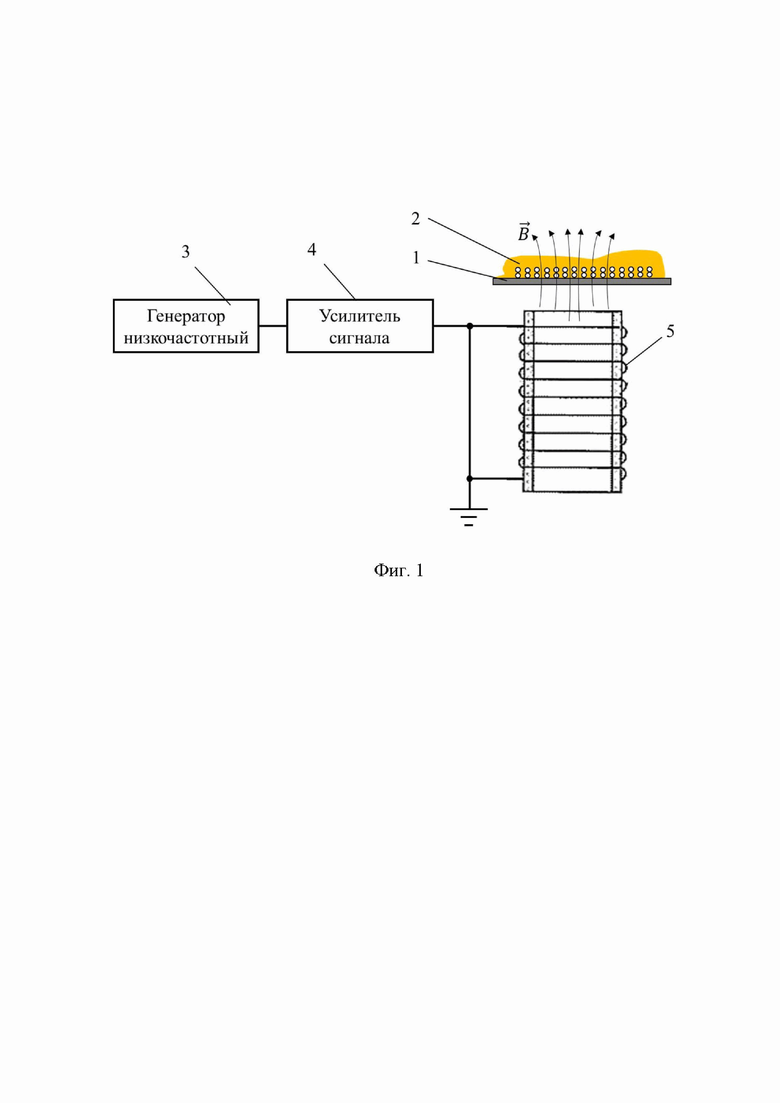
На фиг.1 – схематично представлен способ нанесения на металлическую основу покрытия из термопластического материала, где 1 –металлическая основа, 2 – термопластический материал с дисперсным наполнителем из магнитоуправляемых частиц, 3 – генератор низкочастотный, 4 – усилитель сигнала, 5 – источник магнитного поля в виде катушки.
Сущность предлагаемого изобретения поясняется примерами.
Пример 1. На предварительно нагретую металлическую основу из стали наносят термопластический материал с дисперсным наполнителем из магнитоуправляемых частиц Fe. Одновременно с этим прикладывают электромагнитное поле, силовые линии которого направлены перпендикулярно поверхности основы, с частотой 10 Гц и удельной мощностью 1 Вт/см2 на единицу площади металлической основы. Далее повышают частоту до 30 Гц с формированием периодической структуры из магнитоуправляемых частиц. Далее происходит процесс охлаждения основы с фиксацией сформированной периодической структуры.
Пример 2. На предварительно нагретую металлическую основу из алюминия наносят термопластичесский материал с дисперсным наполнителем из магнитоуправляемых частиц Fe3O4. Одновременно с этим прикладывают электромагнитное поле, силовые линии которого направлены перпендикулярно поверхности основы, с частотой 10 Гц и удельной мощностью 1 Вт/см2 на единицу площади металлической основы. Далее повышают частоту до 50 Гц с формированием периодической структуры из магнитоуправляемых частиц. Далее происходит процесс охлаждения основы с фиксацией сформированной периодической структуры.
Таким образом, наложение внешнего электромагнитного поля с частотой 10-50 Гц и удельной мощностью 1-10 Вт/см2 на единицу площади металлической основы позволяет получать армированное покрытие без пузырьковых раковин на металлической основе, тем самым улучшая качество покрытия и антикоррозионную стойкость металлической основы.
Влияние изменения характеристик частоты электромагнитного поля (Гц) и мощности электромагнитного поля (Вт/см2) на качество структуры формируемого покрытия из термопластического материала в процессе нанесения покрытия на металлическую основу (таблица 1).
Таблица 1.
Зависимость частоты электромагнитного поля (Гц) и мощности электромагнитного поля (Вт/см2) на качество структуры формируемого покрытия
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ НАНОКОМПОЗИТНОГО МАТЕРИАЛА ДЛЯ ТЕРМО- И ХЕМОСТОЙКИХ ПОКРЫТИЙ И ПЛАНАРНЫХ СЛОЕВ С ВЫСОКОЙ ДИЭЛЕКТРИЧЕСКОЙ ПРОНИЦАЕМОСТЬЮ | 2011 |
|
RU2478663C1 |
| СПОСОБ НАНЕСЕНИЯ ЗАЩИТНОГО ПОКРЫТИЯ НА ПОВЕРХНОСТИ СТАЛЬНЫХ ИЗДЕЛИЙ | 1998 |
|
RU2135883C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КАТАЛИЗАТОРА НА ОСНОВЕ ПЛАТИНЫ И КАТАЛИЗАТОР НА ОСНОВЕ ПЛАТИНЫ | 2014 |
|
RU2562462C1 |
| Магнитодиэлектрическая композиция | 1990 |
|
SU1742868A1 |
| Способ получения алмазно-металломатричных композиционных изделий | 2023 |
|
RU2822698C1 |
| ПОРИСТЫЕ МАТЕРИАЛЫ С ВНЕДРЕННЫМИ НАНОЧАСТИЦАМИ, СПОСОБЫ ИХ ИЗГОТОВЛЕНИЯ И ПРИМЕНЕНИЯ | 2007 |
|
RU2410402C2 |
| СПОСОБ ПОЛУЧЕНИЯ МЕТАЛЛ-ПОЛИМЕРНОГО КОМПОЗИТНОГО МАТЕРИАЛА ДЛЯ РАДИОТЕХНИЧЕСКОЙ АППАРАТУРЫ | 2012 |
|
RU2506224C1 |
| СОСТАВ ДЛЯ ЭЛЕКТРОПРОВОДЯЩИХ ПОКРЫТИЙ И СПОСОБ ИЗГОТОВЛЕНИЯ ТВЕРДЫХ ЭЛЕКТРОПРОВОДЯЩИХ ПОКРЫТИЙ | 2011 |
|
RU2460750C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОРГАНОМИНЕРАЛЬНЫХ КОМПОЗИЦИЙ | 2005 |
|
RU2284335C1 |
| СПОСОБ НАНЕСЕНИЯ КОМПОЗИЦИОННЫХ ЭЛЕКТРОХИМИЧЕСКИХ ПОКРЫТИЙ НА ИЗДЕЛИЯ С ПОСЛЕДУЮЩЕЙ ЭЛЕКТРОТЕРМИЧЕСКОЙ ОБРАБОТКОЙ | 2011 |
|
RU2473715C2 |
Изобретение относится к области антикоррозийных и других защитных покрытий, наносимых на поверхность металлических и неметаллических изделий в виде расплавленных термопластов, и может быть применено в химическом, машиностроительном, пищевом и других производствах. Способ включает предварительный нагрев металлической основы, нанесение на основу покрытия из термопластического материала с дисперсным наполнителем из магнитоуправляемых частиц и охлаждения основы. При этом термопластический материал с дисперсным наполнителем наносят при подводе электромагнитного поля с частотой 10-50 Гц и удельной мощностью на единицу площади металлической основы 1-10 Вт/см2 от излучателя, силовые линии которого направлены перпендикулярно поверхности основы. Технический результат – предотвращение образования пузырьковых раковин с одновременным армированием термопластического покрытия при нанесении его на металлическую основу для обеспечения коррозионной защиты. 1 ил., 1 табл., 2 пр.
Способ нанесения на металлическую основу покрытия из термопластического материала, включающий предварительный нагрев основы, нанесение на основу покрытия из термопластического материала и охлаждение основы, отличающийся тем, что наносят термопластический материал с дисперсным наполнителем из магнитоуправляемых частиц при наложении электромагнитного поля с частотой 10-50 Гц и удельной мощностью на единицу площади металлической основы 1-10 Вт/см2 от излучателя, силовые линии которого направлены перпендикулярно поверхности основы.
| ШОРСТКИЙ И | |||
| А | |||
| и др | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Перспективные материалы, 2020, N 3, с | |||
| Деревянный торцевой шкив | 1922 |
|
SU70A1 |
| СПОСОБ НАНЕСЕНИЯ НА МЕТАЛЛИЧЕСКУЮ ОСНОВУ ПОКРЫТИЯ ИЗ ТЕРМОПЛАСТИЧЕСКОГО МАТЕРИАЛА | 1998 |
|
RU2203349C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПОВЕРХНОСТНОГО НАНОКОМПОЗИЦИОННОГО СЛОЯ НА ДЕТАЛЯХ ИЗ МЕТАЛЛОВ ИЛИ СПЛАВОВ | 2009 |
|
RU2428520C2 |
| СПОСОБ НАНЕСЕНИЯ ЗАЩИТНОГО ПОКРЫТИЯ НА ПОВЕРХНОСТИ СТАЛЬНЫХ ИЗДЕЛИЙ | 1998 |
|
RU2135883C1 |
| US 20110052898 A1, 03.03.2011. | |||
