Настоящее изобретение относится к способу и устройству для нанесения ленточного покрытия в виде тонкой пластмассовой ленты на металлическую подложку в форме ленты.
Существуют, по меньшей мере, два известных способа для производства имеющего покрытие изделия, включающего в себя металлическую подложку и приклеенный к ней слой пластмассы, а именно ламинирование пленки и нанесение покрытия способом экструзии.
В случае ламинирования пленки готовую пленку из пластмассы разворачивают и наносят на металлическую подложку так, как раскрыто, например, в публикации международной заявки WO 93/24324.
В случае нанесения покрытия способом экструзии слой пластмассы наносят на металлическую подложку непосредственно или фактически непосредственно из экструдера так, как раскрыто, например, в Европейском патенте 0067060 A1.
В патенте США 5407702 раскрыт способ нанесения покрытия из полимерного экструдата на металлическую ленту, в котором экструдат после экструзии сначала приводят в контакт с поверхностью, имеющей температуру, способствующую прилипанию или приклеиванию к ней экструдата. Считают, что типичная температура для этой цели находится в диапазоне приблизительно от 120 до 180oС.
В первом способе в качестве исходного материала берут рулон готовой пленки. Проблема состоит в создании рулона пленки и его свертывания. Пленка имеет тенденцию слипаться между собой так, что витки прилипают один к другому. Поскольку в своем свернутом состоянии пленка дает некоторую усадку, то для того, чтобы рулон можно было снова развернуть регулируемым образом, он должен быть свернут свободно. В таком случае неизбежные напряжения в пленке легко вызывают наплыв краев, рулон становится нецилиндрическим, и при развертывании на пленке видны следы от промежутков. Наряду с прочим это приводит к тому, что пленку невозможно беспрепятственно развернуть с достаточно высокой скоростью; если же это удается, тогда остается проблема, связанная с тем, что при высоких скоростях разворачивания необходимо учитывать проявления электрического разряда. Для того чтобы избежать этих затруднений, производят добавление присадок, например, к бытовой фольге; в случае ламинирования пленки это решение не приносит пользы, так как добавки недопустимо уменьшают адгезионную способность к металлической подложке.
Следовательно, на первый взгляд нанесение покрытия способом экструзии оказывается интересным альтернативным решением, но это является таковым лишь для немногих вариантов применений, а именно тех, в соответствии с которыми используемая пластмасса имеет надлежащие адгезионные свойства в расплавленном состоянии. В том случае, когда это не так или не соответствует этому, необходимо, чтобы в состав пластмассы были внедрены молекулы, перемещающиеся к поверхности для осуществления адгезии, в случае нанесения покрытия способом экструзии проблемы возникают, по меньшей мере, тогда, когда требуется высокая скорость нанесения покрытия. Это происходит потому, что адгезионные группы перемещаются достаточно быстро, то есть в пределах десятых долей секунды, только если при нанесении покрытия может поддерживаться достаточно высокая температура. Это возможно только тогда, когда покрытие наносят на одну сторону подложки. Кроме того, требуемая высокая температура также приводит к невозможности осуществления последующего нанесения покрытия на другую сторону, поскольку нанесенное ранее покрытие становится недопустимо поврежденным при втором воздействии высокой температурой. Даже одновременное, а не последующее нанесение двустороннего покрытия способом экструзии не является решением, так как в случае нанесения покрытия способом экструзии минимальное отклонение толщины подложки и минимальное нарушение процесса вызывает неустойчивое функционирование процесса и, следовательно, различия и неоднородности в покрытии на каждой из сторон.
Техническим результатом настоящего изобретения является создание способа и устройства для нанесения ленточного покрытия из пластмассовой ленты на металлическую подложку в форме ленты, обеспечивающих нанесение тонкого слоя пластмассы на металлическую ленту с достаточно высокой скоростью качественно и экономически выгодно.
Этот результат достигается способом нанесения ленточного покрытия из пластмассовой ленты на металлическую подложку, имеющую форму ленты, содержащим следующие операции:
литье на месте пластмассовой ленты,
обвод пластмассовой ленты вокруг охлаждающего валика предпочтительно с внутренним водяным охлаждением, предпочтительно с внутренним водяным охлаждением,
подача пластмассовой ленты на контактный валик и отвод ее между незамкнутыми контактным валиком и подложкой пока процесс изготовления пластмассовой ленты не стабилизируется,
ускорение движения пластмассовой ленты и подложки и нагрев подложки до температуры подложки, близкой к температуре размягчения части пластмассовой ленты, обращенной к подложке, или превышающей эту температуру,
прижим пластмассовой ленты к подложке посредством смыкания контактного валика и подложки, отрыв ленты и прекращение ее отвода, при этом подложка и охлаждающий валик соединены пластмассовой лентой,
нанесение на подложку с высокой скоростью покрытия из пластмассовой ленты,
при этом при перемещении пластмассовой ленты между охлаждающим валиком и контактным валиком осуществляют, по меньшей мере, одну из операций: контроль ее толщины, контроль ее цвета, контроль натяжения ленты, и осуществляют ее обрезку до надлежащей ширины.
После нанесения пластмассовой ленты можно выполнять операцию дополнительной термообработки для улучшения адгезии.
Указанный технический результат достигается также и тем, что устройство для осуществления способа нанесения ленточного покрытия из пластмассовой ленты на металлическую подложку, имеющую форму ленты, по п. 1, содержит средство подачи металлической подложки, контактный валик прижима пластмассовой ленты к подложке, средство литья пластмассы, охлаждающий валик для формования пластмассовой ленты, средство подачи и направления пластмассовой ленты к подложке через контактный валик, при этом контактный валик имеет возможность перемещения в первое положение, отдаленное от подложки, в котором он надлежащим образом взаимодействует со средством транспортировки пластмассовой ленты, и во второе положение относительно подложки, в котором он надлежащим образом прижимает пластмассовую ленту к подложке.
Контактный валик может быть выполнен резиновым, по меньшей мере, на поверхности, входящей в контакт с пластмассовой лентой.
Средство подачи металлической подложки, контактный валик, средство литья пластмассы, охлаждающий валик и средство подачи и направления пластмассовой ленты, могут быть, по существу, дублированы, причем для одновременного нанесения на подложку двустороннего покрытия с каждой стороны от того места, где при функционировании расположена подложка, может находиться по одному такому набору.
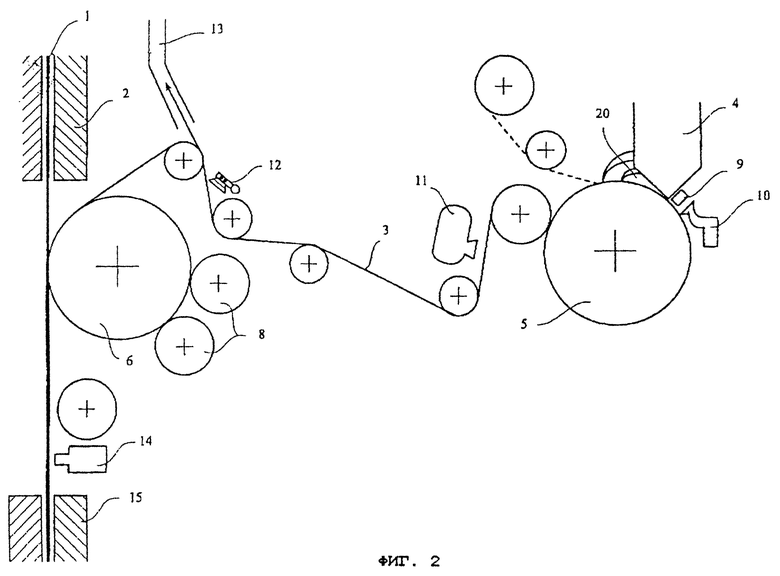
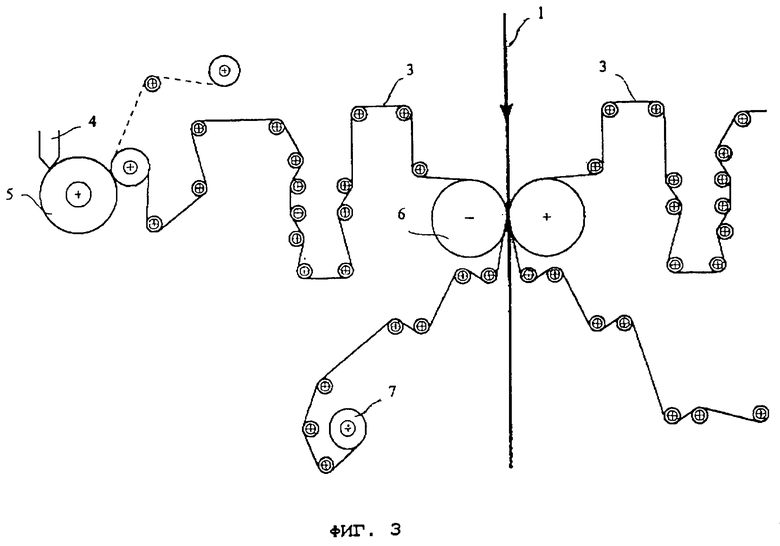
Ниже приведено дополнительное пояснение изобретения со ссылкой на чертежи, включающие в себя фиг.1, 2 и 3, на каждой из которых изображена возможная схема нанесения ленточного покрытия из пластмассовой ленты на металлическую подложку в соответствии с настоящим изобретением.
Пример 1
Подложка 1 из жести с хромистым или хроматным покрытием (ЖХХП) (также известная как безоловянная жесть БОЖ) имеет толщину 0,20 мм. Эту подложку нагревают до температуры 230oС средством 2 нагревания, например, включающим в себя нагретые на горячем воздухе или иным способом. Пластмассовую ленту 3, например пластмассовую ленту из полиэтилена (ПЭТ), выполняют путем нанесения на каждую из сторон подложки 1 расплавленного ПЭТ через сопло 4, 4а на направляющем валике 5, 5а с внутренним водяным охлаждением. Затем охлажденную полиэтиленовую ленту 3 подают на контактный валик 6 с резиновым покрытием. При перемещении ленты можно контролировать ее толщину, цвет и натяжение, а также осуществлять ее обрезку до надлежащей ширины. Толщина двух лент 3 находится в диапазоне от 3 до 100 мкм. Перед началом нанесения покрытия контактные валики 6 открыты и не касаются подложки 1, а две ленты 3 подают на намоточные устройства 7 и наматывают в виде рулонов.
Для того чтобы начать нанесение покрытия, контактные валики 6 закрывают, то есть перемещают по направлению к подложке 1.
Ленты 3 из ПЭТ прилипают к подложке 1 и почти одновременно осуществляют прорезку части ленты 3 между контактным валиком 6 и намоточным устройством 7. Резину валиков 6 охлаждают извне, например, металлическим охлаждающим валиком 8 или узкой струей воздуха ("воздушным ножом"), подаваемой на поверхность резины. Затем ленту с нанесенным покрытием подвергают кратковременной дополнительной термообработке при 260oС для обеспечения наилучшей адгезии. В результате этого получают хорошее изделие, в особенности пригодное, например, для покрытия трехкомпонентных металлических банок.
Пример 2
То же самое, что и в примере 1, но с одной стороны подложки 1 пластмасса, вытекающая из сопла 4а, представляет собой двухслойный полипропилен, при этом один из слоев, а именно адгезионный слой, представляет собой полипропилен, модифицированный ангидридом малеиновой кислоты; с другой стороны подложки изготавливают ленту из ПЭТ и осуществляют ее подачу через сопло 4 и охлаждающий валик 5. В этом случае температура предварительного нагрева подложки 1 равна 200oС. Толщина двух лент находится в диапазоне от 3 до 100 мкм. При первоначальном контакте двухслойной ленты с подложкой при 200oС, то есть при температуре, превышающей температуру плавления полипропилена, уже существует некоторая адгезия к подложке 1, в то время как верхний слой полипропилена не прилипает, не повреждается резиной контактного валика 6, имеющего температуру приблизительно 90oС. Эта адгезия к подложке 1 достигает своего максимума через приблизительно 1 секунду. Затем ленту с нанесенным покрытием подвергают кратковременной дополнительной термообработке, например, при 260oС для обеспечения наилучшей адгезии как ПЭТ, так и модифицированного полипропилена (ПП). В результате этого получают изделие, которое особенно пригодно, например, для кроненпробок пивных бутылок.
Пример 3
То же самое, что и в примере 1, но теперь обе пластмассовые ленты представляют собой двухслойный полипропилен. Подложка 1 представляет собой жесть с хромистым или хроматным покрытием (ЖХХП) толщиной 0,10 мм, и ее нагревают до температуры 230oС. Теперь получают изделие со слоем ПП с обеих сторон. Более высокая температура, нежели в примере 2, необходима из-за низкого теплосодержания подложки. Изделие особенно пригодно, например, для упаковки кормов для животных.
На фиг.1, 2 и 3 показаны различные схемы нанесения покрытия из полученной при поточном изготовлении пластмассовой ленты на металлическую подложку. На фиг. 2 показана вакуумная камера 20, электростатический ограничитель 9 края, "воздушный нож" 10 для охлаждения, толщиномер 11, нож 12 для обрезки краев, устройство 13 удаления ненужных обрезков, датчик 14 температуры и печь 15 для нагревания ленты с нанесенным покрытием.
При температуре выше температуры стеклования и ниже температуры размягчения пластмассы пластмассовую ленту можно растягивать; в случае соосного растяжения возможно осуществить ее удлинение до 400%. При необходимости пластмассовую ленту можно снабдить отверстиями.
Для специалиста понятно, то изобретение может быть применено для нанесения на металлическую подложку как с одной, так и с двух сторон покрытий, имеющих на каждой из сторон одинаковую пластмассу или же различную пластмассу, например, полиэтилен (ПЭТ) или полипропилен, либо с одной стороны полипропилен, а с другой стороны полиэтилен (ПЭТ).
Предлагаются способ и устройство для нанесения ленточного покрытия в виде тонкой пластмассовой ленты на металлическую подложку, имеющую форму ленты. Способ содержит следующие операции: литье на месте пластмассовой ленты, обвод пластмассовой ленты вокруг охлаждающего валика предпочтительно с внутренним водяным охлаждением, подача пластмассовой ленты на контактный валик и отвод ее между незамкнутыми контактным валиком и подложкой, пока процесс изготовления пластмассовой ленты не стабилизируется, ускорение движения пластмассовой ленты и подложки и нагрев подложки, прижим пластмассовой ленты к подложке посредством смыкания контактного валика и подложки, отрыв ленты и прекращение ее отвода, при этом подложка и охлаждающий валик соединены пластмассовой лентой, нанесение на подложку с высокой скоростью покрытия из пластмассовой ленты, при этом при перемещении пластмассовой ленты между охлаждающим валиком и контактным валиком осуществляют, по меньшей мере, одну из операций: контроль ее толщины, контроль ее цвета, контроль натяжения ленты, и осуществляют ее обрезку до надлежащей ширины. При этом достигается технический результат, заключающийся в нанесении тонкого слоя пластмассы на металлическую ленту с достаточно высокой скоростью, качественно и экономически эффективно. 2 с. и 3 з.п. ф-лы, 3 ил.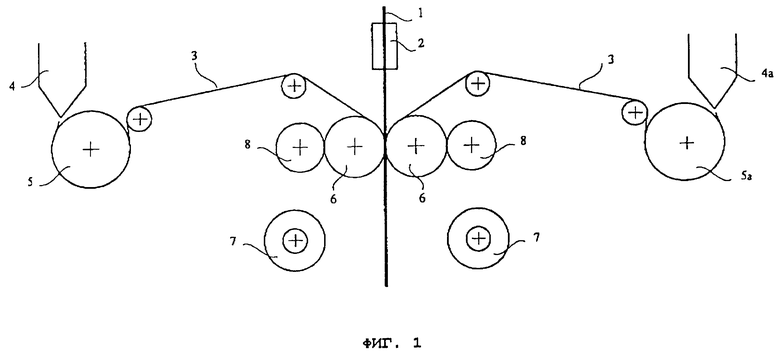
Приоритет по пунктам:
18.02.1997 по пп. 1 и 2;
23.01.1997 по пп. 3-5.
| US 5407702 А, 18.04.1995 | |||
| WO 9324324 A1, 09.12.1993 | |||
| WO 9853992 A1, 03.12.1998 | |||
| СЛОИСТЫЙ МАТЕРИАЛ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 1988 |
|
RU2046720C1 |

