Изобретение относится к способу, с помощью которого проволока, бруски и трубы из цветных металлов непрерывно отливаются, перемещаясь вверх, а также к устройству для осуществления указанного способа, причем отливка осуществляется при перемещении не строго вертикально, а с некоторым наклоном. После прохождения предварительного охладителя охлаждение изделия производится путем непосредственного воздействия воды.
При известном способе вертикальной отливки проволока, брусок или трубка отливаются при перемещении вертикально вверх, а оборудование состоит из первичного охладителя, соединенного с отливочным соплом, а также из вторичного охладителя. При отливке, например, проволоки диаметром 8 мм, который является наиболее распространенным диаметром литой медной проволоки, общая длина охладителей составляет, приблизительно, 2 м. Кристаллизация и первичное охлаждение металла имеет место в первичном охладителе, особенно на участке его сопла, длина которого составляет порядка 1-5% общей длины охладителя. Вторичное охлаждение имеет место в верхней части первичного охладителя и в отдельном вторичном охладителе, длина которого составляет порядка половины общей длины охладителя. Верхний участок первичного охладителя и вторичный охладитель включают наружный корпус, трубку для распределения воды и внутреннюю трубку. Охлаждающая вода находится за пределами наружной трубки, а отливная проволока - внутри. Между внутренней трубкой и отливаемой проволокой должен быть зазор, позволяющий заготовке беспрепятственно перемещаться. Передача тепла осуществляется через зазор между отливаемой проволокой и внутренней трубкой.
При известном процессе с вертикальным направлением отливки важным фактором является значительная стоимость производственных линий, особенно это касается мелкосерийного производства, потому что необходимо то же оборудование, что и при крупносерийном производстве. Стоимость производственной линии можно снизить, увеличивая скорость отливки, причем в этом случае число змеевиков и охладителей может быть уменьшено. Тем не менее, неэффективность вторичного охлаждения является препятствием для увеличения скорости отливки. Когда заготовка, поступающая из охладителя, слишком горяча, ее поверхность окисляется и чернеет, после чего она становится непригодной для последующей очистки. Максимальная скорость отливки, например, для неокисленной литой проволоки диаметром 8 мм составляет порядка 5 м/мин при чистом охладителе, достаточно холодной охлаждающей воде и приемлемом качестве расплава. Что касается препятствий к улучшению вторичного охлаждения, стоит отметить, что внутренняя трубка не может слишком плотно охватывать заготовку, потому что заготовка должна иметь возможность свободного перемещения, но с другой стороны, невыгодно делать охладители значительно длиннее из-за относительно небольшого диаметра отливаемой проволоки. Длинная и тонкая проволока быстро теряет форму, полученную в результате воздействия приспособления для литья, что оказывает значительное влияние на качество проволоки.
Способ и устройство в соответствии с настоящим изобретением разработаны конкретно для нужд мелкосерийного производства. При этом способе отливаемое изделие - проволока, брусок или труба - отливаются, вместо известного способа отливки с перемещением вертикально вверх, в наклонной позиции, под углом 20-85o, желательно 30-60o, по отношению к вертикальной оси печи, и для проволоки имеется только один охладитель, в то время как вторичное охлаждение осуществляется непосредственно на отливаемом изделии. Настоящее изобретение также относится к соответствующему устройству. Основные признаки новизны изобретения ясны из формулы изобретения.
В соответствии со способом, являющимся предметом настоящего изобретения, отливочное сопло и охладитель погружаются в расплав в наклонном положении, так что вода, распыляемая на литое изделие и предназначенная для вторичного охлаждения, может выливаться на горячее литое изделие за пределами стенок отливочной печи. Более того, проволока, выходящая из охладителя, не должна быть сильно изогнута в направлении змеевика.
Таким образом, в устройстве в соответствии с настоящим изобретением используется короткий охладитель и это, практически, означает, что охладитель включает только первичный охладитель, используемый при обычной отливке в вертикальном направлении. Предназначение этого короткого охладителя состоит только в устранении избыточного тепла при плавлении металла и в осуществлении незначительного первичного охлаждения для обеспечения затвердевания литого изделия. Поверх горячего литого изделия, выходящего из охладителя, разбрызгивается вода, чтобы достичь вторичного охлаждения и настолько понизить температуру изделия, чтобы окисление больше не происходило. В верхнем участке первичного охладителя, в его устье, перед вторичным охлаждением, имеется какой-либо пригодный защитный газ, например азот, чтобы предотвратить окисление.
Устройство в соответствии с настоящим изобретением описано далее со ссылкой на прилагаемый чертеж, на котором изображено настоящее устройство в поперечном сечении и который иллюстрирует принципы работы настоящего устройства.
Устройство для отливки в соответствии с чертежом содержит плавильную и отливочную печь 1, а также опорную конструкцию 2. Первичный охладитель 4 и отливочное сопло 3, частично введенное в него, находятся в наклонном положении, как показано на чертеже, под углом порядка 45o, и погружены в расплав, находящийся в печи. Расплав отверждается внутри отливочного сопла, так что формованная проволока или брусок 5 могут быть вытянуты с помощью передающих барабанов 6 через изгибающий барабан 7. Второй охлаждающий участок для литого изделия включает водяные форсунки и желоб 9, размещенный под литым изделием и изгибающим барабаном для сбора воды, распыляемой через форсунки. На чертеже также видно, что вдоль расстояния между верхним устьем 10 первичного охладителя и вторичным охлаждающим участком для предотвращения окисления имеется защитный газовый экран. Наклонное положение сопла позволяет использовать форсунки непосредственной подачи воды за пределами стенок отливочной печи.
Как видно на чертеже, разработанная и представленная в данном документе конструкция является простой и низкой, следовательно процесс легко управляем. Когда в соответствии с настоящим изобретением используется только один охладитель, окружающий литое изделие, высота конструкции охладителя составляет только одну четвертую часть высоты обычного охладителя. Более того, непосредственное водяное охлаждение очень эффективно, и, как следствие, скорость отливки может быть увеличена по сравнению с обычным способом без окисления литого изделия. Это, в свою очередь, приводит к тому, что число охладителей и змеевиков может быть уменьшено, а затраты сокращены.
В первичном охладителе, разработанном и представленном в настоящем документе, отбирается только 60% количества тепла, что означает, что количество необходимой холодной воды сокращается примерно на 40%. Окончательное охлаждение осуществляется с помощью распыляемой воды через форсунки непосредственной подачи, и к этой воде не предъявляются такие высокие требования, касающиеся ее чистоты и температуры, как к воде в первичном охладителе.
Особенностью использования приспособлений для литья в мелкосерийном производстве является то, что каждое литое изделие имеет собственный работающий двигатель, причем в этом случае не имеется препятствий для установления индивидуальной начальной фазы перемещения каждого литого изделия с уменьшенной скоростью. С другой стороны, так как каждое литое изделие имеет собственный работающий двигатель, можно выбрать двигатель очень малого размера, чтобы сократить затраты. Когда подлежащий расплавлению материал равномерно подается в отливочную печь, а глубина погружения сопла достаточна, из отливочного приспособления можно также изъять дорогостоящую отдельную систему для регулировки высоты.
Изобретение относится к литейному производству. Отливку проволоки, полос и труб осуществляют через сопло, частично размещенное в первичном охладителе. Первичный охладитель расположен внутри плавильно-отливочной печи и направлен под углом 20-85o к вертикальной оси печи. Вытягиваемое из сопла затвердевшее изделие дополнительно охлаждают струями воды. Между первичным и вторичным охлаждениями изделие окружают защитным газом. Обеспечивается упрощение конструкции, уменьшение габаритов устройства, повышение эффективности охлаждения изделия. 2 с. и 4 з.п. ф-лы, 1 ил.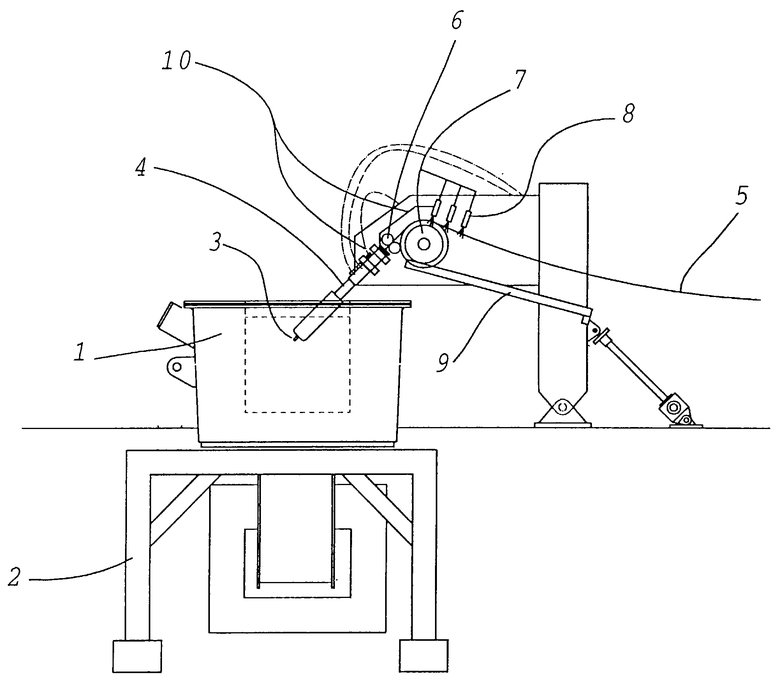
3. Способ по п. 1, отличающийся тем, что отливаемое изделие в области между зоной первичного и зоной вторичного охлаждения окружают защитным газом.
| US 4911226, 27.03.1990 | |||
| Способ окисления боковых цепей ароматических углеводородов и их производных в кислоты и альдегиды | 1921 |
|
SU58A1 |
| US 4311506, 19.01.1982 | |||
| 0 |
|
SU165456A1 | |
| RU 94029790 A1, 27.06.1996. | |||

