Изобретение относится к изготовлению технических изделий и может быть использовано для производства рукавов, шлангов, труб, обечаек для контейнеров, различных полых или трубчатых конструктивных и управляемых пневмогидравлических изделий в виде элементов пневмогидроавтоматики из резины, резинотканевых материалов, неорганических материалов, полимеров, металлов.
Известен способ изготовления резинотканевых трубчатых изделий из ленточного материала, согласно которому с помощью механизма подачи ленточный материал перемещают на дорн, где осуществляют скручивание материала с образованием нахлеста его краев друг на друга, после чего осуществляют вулканизацию нахлесточного стыка и закатку готового изделия [2].
Из анализа известного способа следует, что он сложен в исполнении, так как при его реализации существует необходимость закручивания ленты с заданной величиной нахлеста, что сопряжено с определенными технологическими трудностями, и, кроме того, производительность такого способа невысока, так как процесс получения готового изделия осуществляется шаговым перемещением ленты или изготовлению подлежат трубчатые изделия по длине дорна.
Известен способ согласно которому две металлические или неметаллические полосы подвергаются поперечному изгибу с помощью нагрева в пластичном состоянии в защитной атмосфере для получения трубчатой структуры, имеющей одну или более пару краев, которые затем сжимаются друг с другом с нагревом для пластичного образования шва, скрепляющего эти деформированные полосы. В результате, после охлаждения, получается жесткое трубчатое изделие или стержень с покрытием или покрытые провода [3].
Однако в этом способе изгиб осуществляется в пластичном состоянии, что не дает возможности получать изделия, изменяющие свое сечение в процессе эксплуатации.
Известен способ изготовления изделий из полимерного материала, при котором растягивают при нагревании, а затем охлаждают полимерный материал. При этом готовое изделие сохраняет свойство при следующем нагревании сжиматься и натягиваться на тот или иной объект [4].
Данный способ фактически описывает усадку полых и трубчатых термически деформированных изделий при повторном нагревании.
Известен способ изготовления пустотелых изделий путем выдувного формования их из пластмассовых или металлических высокопластичных листовых материалов [5].
Однако при этом процесс идет при нагреве материала листов до пластичного состояния, что не позволяет получать изделия, деформируемые в процессе эксплуатации.
Наиболее близким по технической сущности и достигаемому результату является способ изготовления резинотканевых изделий, согласно которому заготовки из рулонов раскатывают посредством устройства раскатки в ленты, размещают их по форме получаемого изделия, состыковывают раскроенные заготовки внахлест и посредством устройства вулканизации соединяют их друг с другом [1].
Для повышения надежности соединения по соединяемым кромкам заготовок могут быть прикреплены усилительные элементы, по линиям перегиба которых укладывают кромки заготовок и соединяют подготовленный пакет.
Данный способ позволяет изготавливать как однослойные, так и многослойные изделия.
Устройство, реализующее данный способ, является устройством непрерывного действия, что обуславливает его высокую производительность.
Способ позволяет получать изделия различной формы и размеров, которые определяются характером заготовки, возможностями вырубного устройства. Это могут быть трубчатые изделия, кислородные подушки, емкости для перемещения и хранения жидкостей или газов, как однослойные, так и многослойные, с использованием различных материалов, соединенных по меньшей мере в двух местах.
Недостатком этих изделия и способа является невозможность получения трубчатых изделий переменного профиля или сечения.
Техническим результатом изобретения является получение конструкций, обладающих новыми уникальными свойствами, такими как возможность управления формой и размером сечения трубчатого изделия или полого конструктивного элемента, например звукопоглощающих панелей, а также расширение технологических возможностей способа, упрощение технологического процесса изготовления трубчатых и полых изделий, повышение его производительности и качества стыковочного соединения изделия. Кроме того, изобретение позволяет создавать конструкции, обладающие упругими свойствами и способные воспринимать и гасить вибрации и колебания.
Указанный технический результат достигается тем, что в трубчатом или полом изделии из листового или ленточного материала, содержащем по крайней мере два листа или ленты, неразрывно соединенные по плоскости по крайней мере в двух местах, согласно изобретению по крайней мере один лист или одна лента выполнены из гибкого, и/или упругого, и/или эластичного материала и по крайней мере один лист или одна лента предварительно (до соединения) подвергнута напряжению (упругой деформации) без образования остаточной деформации (в пределах упругости материала) и/или по крайней мере один лист или одна лента выполнены из материала, изменяющего свою форму или размеры под воздействием внешних физических факторов в пропорции, отличной от материала по крайней мере одного листа или одной ленты (остальных листов или лент).
Листы или ленты могут быть неразрывно соединены путем газовой, электро- или контактной сварки, или путем склеивания, или путем вулканизации, или путем пайки.
По крайней мере один лист или одна лента могут быть профилированы.
В качестве материала, изменяющего свою форму или размеры может быть использован материал с эффектом памяти формы или материал с коэффициентом линейного расширения, отличным (на заданную величину) от коэффициента линейного расширения материала остальных листов или лент.
Изделие может содержать по крайней мере три листа или ленты, расположенные один на другом (пакетом), крайние листы или ленты (упруго) деформированы, в качестве материала среднего листа или ленты использован материал с эффектом памяти формы, а соединение листов или лент осуществлено по краям.
Изделие также может содержать три листа или ленты, причем два крайних листа или ленты расположены параллельно друг другу, средний лист или лента изогнуты попеременно по его (их) ширине, а соединение среднего листа или ленты с соответствующим крайним осуществлено в местах перегиба.
Изделие может содержать по крайней мере четыре листа или ленты, причем два листа или ленты расположены параллельно друг другу, остальные расположены между ними и упруго деформированы (изогнуты) таким образом, что каждый из них контактирует с каждым из двух первых по крайней мере одной своей частью. Промежуточные листы или ленты могут контактировать с первыми двумя только своими краями.
Технический результат от применения способа достигается тем, что в способе изготовления трубчатых или полых изделий из листового или ленточного материала, согласно которому осуществляют подачу по крайней мере двух листов или лент на позицию соединения, неразрывно соединяют по крайней мере два листа или две ленты, причем соединение осуществляют по плоскости по крайней мере в двух местах, согласно изобретению используют по крайней мере один лист или одну ленту из гибкого, и/или упругого, и/или эластичного материала и по крайней мере один лист или одну ленту предварительно подвергают деформации без образования остаточной деформации (в пределах упругости материала) и/или используют по крайней мере один лист или одну ленту из материала, изменяющего свою форму или размеры под воздействием внешних физических факторов в пропорции, отличной от материала по крайней мере одного листа или одной ленты (остальных листов или лент).
Возможен вариант, когда подачу по крайней мере одного листа или одной ленты осуществляют непрерывно.
Неразрывное соединение могут осуществлять путем газовой, электро- или контактной сварки, или путем склеивания, или путем вулканизации, или путем пайки.
Деформацию осуществляют посредством направляющих валков или роликов.
Все листы или ленты предварительно могут подвергать упругой деформации.
В качестве материала, изменяющего свою форму или размеры, можно использовать материал с эффектом памяти формы или материал с коэффициентом линейного расширения, отличным (на заданную величину) от коэффициента линейного расширения материала остальных листов или лент.
В одном из вариантов осуществляют непрерывную подачу трех параллельных листов или лент, крайние из которых подвергают упругой деформации, в качестве материала среднего листа или ленты применяют материал с эффектом памяти формы, а соединение листов или лент осуществляют по краям.
В другом варианте осуществляют непрерывную подачу трех листов или лент, два крайних листа или ленты подают параллельно друг другу, средний лист или ленту подвергают попеременному по его ширине изгибу, а соединение среднего листа или ленты с соответствующим крайним осуществляют в местах перегиба.
Возможен вариант, когда осуществляют непрерывную подачу по крайней мере четырех листов или лент, два листа или ленты подают параллельно друг другу, остальные подают между ними и предварительно упруго деформируют (изгибают) таким образом, что каждый из них контактирует с каждым из двух первых по крайней мере одной своей частью. При этом промежуточные листы контактируют с первыми двумя своими краями.
При проведении патентных исследований не были обнаружены технические решения, идентичные предлагаемому, следовательно, предложенное изобретение соответствует критерию "новизна".
Сущность предложенного решения не следует явным образом из известных, следовательно, предложенное изобретение соответствует критерию "изобретательский уровень".
Представленные ниже конкретные примеры выполнения изобретения представляют собой часть из многих возможных вариантов изобретения и ни в коей мере не претендуют на полноту описания испрашиваемого объема охраняемых прав.
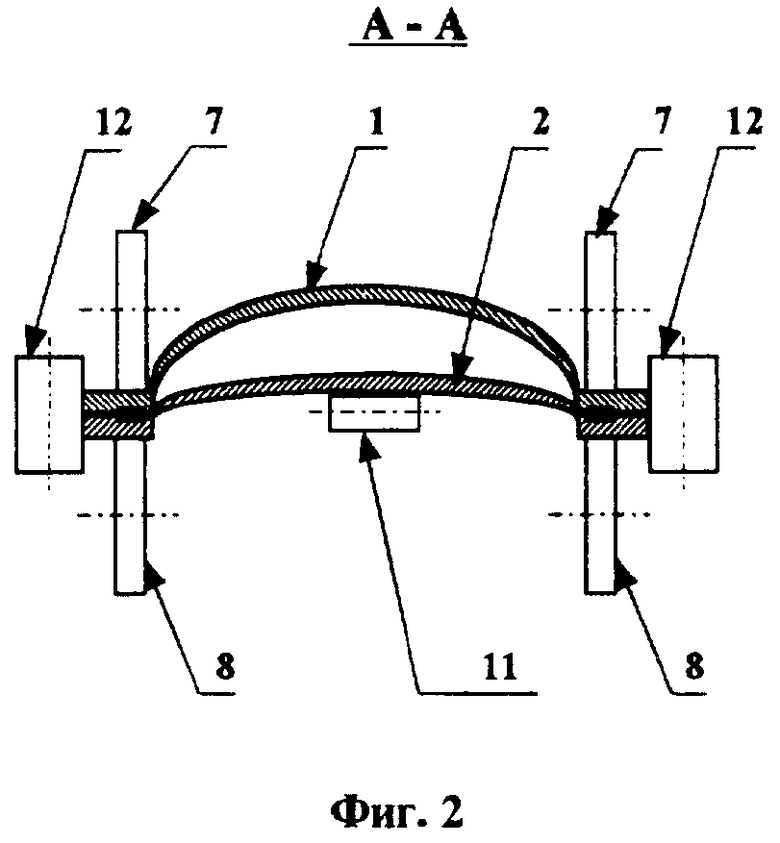
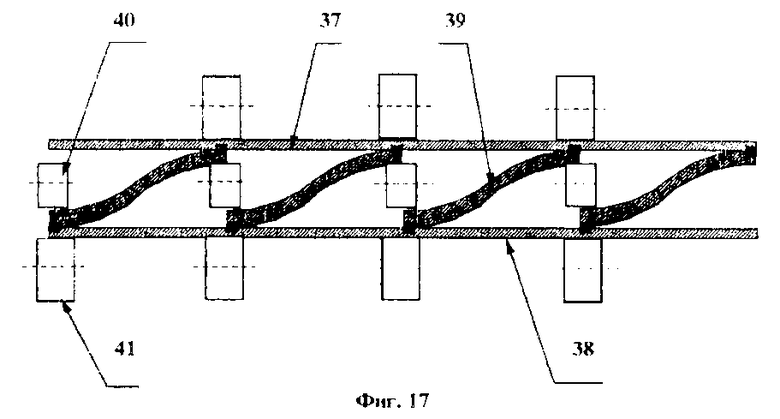
На фиг. 1 изображена общая схема изготовления трубчатых или полых изделий; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - поперечное сечение трубчатого или полого изделия из плоских лент при малом давлении среды внутри изделия; на фиг. 4 - поперечное сечение трубчатого или полого изделия из плоских лент при увеличенном давлении среды внутри изделия; на фиг.5 - 8 - поперечные сечения возможных вариантов трубчатых или полых изделий, получаемых описываемым способом; на фиг. 9 - поперечное сечение трубчатого или полого изделия из профилированных лент; на фиг. 10 - поперечное сечение трубчатого или полого изделия из профилированных лент, верхняя из которых деформирована и может иметь два устойчивых положения; на фиг. 11 - схематичное представление гистерезисной зависимости ширины зазора внутренней полости от давления внутри изделия, показанного на фиг. 9, 10; на фиг. 12, 13 - поперечное сечение изделия, имеющего два устойчивых состояния, изготовленного из трех деформированных упругих лент; на фиг. 14 - поперечное сечение изделия и способ изготовления изделия в виде трубчатого шлейфа из деформированных плоских лент; на фиг. 15 - вид изделия в виде разводки трубчатого шлейфа; на фиг. 16 - поперечный разрез изделия в виде плоскообъемной панели, когда деформированный внутренний лист соединен с наружными листами; на фиг. 17 - поперечный разрез изделия в виде плоскообъемной панели, когда деформированные несколько внутренних лент соединены с наружными листами.
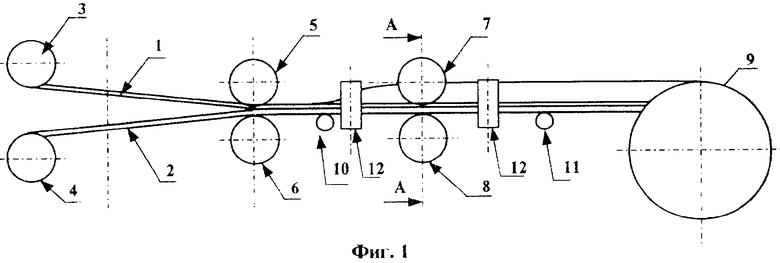
Фиг. 1 иллюстрирует общую схему реализации изобретения на примере изготовления трубопровода с изменяющимся в зависимости от давления в трубопроводе проходным сечением в случае, когда трубопровод изготавливается из деформируемых плоских заготовок разной ширины. В качестве заготовки могут быть использованы ленты и/или листы, например, из упругого материала.
Для осуществления способа две плоские ленты разной ширины и упругости 1 и 2 сматывают с барабанов 3 и 4 посредством приводных роликов 5 и 6 и подают на позицию деформирования лент. Деформирование лент может реализовываться различными способами. В рассматриваемом примере его осуществляют с помощью торцевых выравнивающих роликов 12, расположенных с торцов лент. Деформированные ленты, имеющие упругие напряжения, соединяются по краям (на фиг. 1 соединение осуществляется по плоскости посредством вулканизации с помощью нагрева токоведущих роликов 7 и 8).
После соединения лент по краям изделие подается на барабан 9, где наматывается в рулон.
Для исключения провисания лент на позиции их соединения могут быть использованы опоры 10 и 11, например ролики.
Предложенный способ позволяет изготавливать изделия неограниченной длины, широкой гаммы размеров из различных материалов. Изготовление изделия осуществляется в непрерывном цикле, без возвратно-поступательных перемещений исполнительных элементов, что повышает качество изготовления и производительность.
Предложенный способ позволяет с помощью изменения расстояния между соединяющими роликами 7 и 8 и/или между деформирующими роликами 12 в процессе соединения краев лент получать изделия с переменным проходным сечением по длине изделия, что может быть полезно при изготовлении, например, трубопроводов с изгибами для предотвращения появления в них акустических колебаний.
Изобретение позволяет получать такие изделия, которые после изготовления (соединения лент, листов) за счет внутренних упругих напряжений, возникших при предварительной деформации, изменяют форму поперечного сечения, приобретая некоторое устойчивое положение, определенное внутренними напряжениями, которые задавались упругими деформациями в процессе изготовления. Иными словами, без переналадки оборудования, только за счет изменения деформаций и тем самым упругих напряжений в процессе изготовления, можно получать изделия различного профиля или поперечного сечения.
Получаемые предлагаемым способом трубчатые или полые изделия обладают необычными для изделий такого рода и даже уникальными свойствами. Некоторые возможные варианты таких изделий приведены на фиг. 3 - 8.
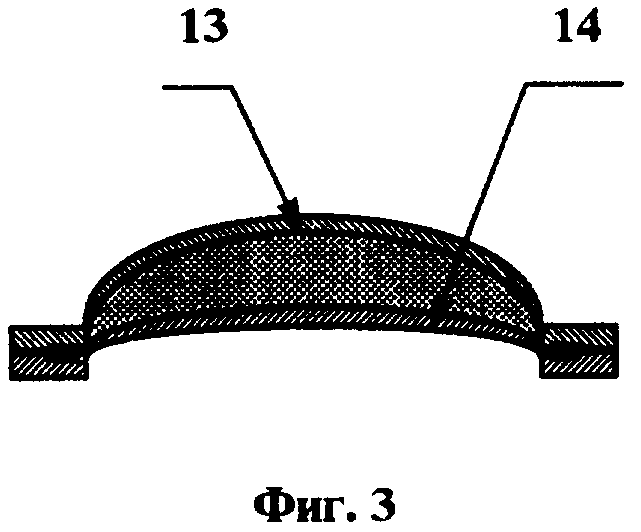
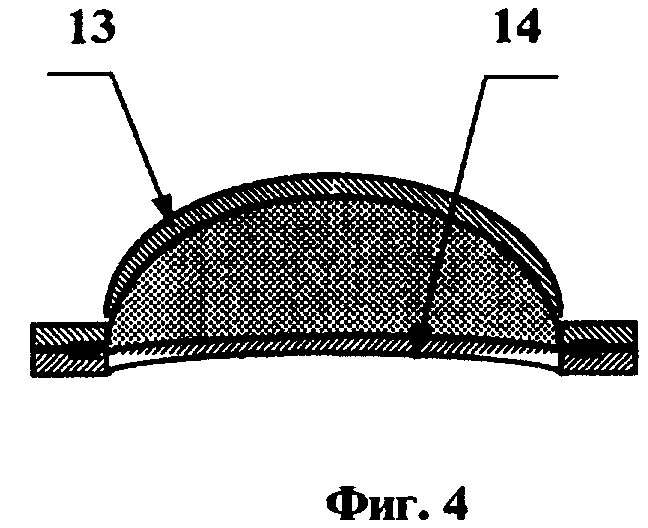
На фиг. 3 и 4 изображено поперечное сечение изделия (в данном случае трубы), изготовленного из двух упруго деформированных лент 13 и 14. Ленты могут иметь как одинаковую, так и различную исходную ширину. Материал лент может быть одинаковым или различным.
При малом давлении прокачиваемой среды проходное сечение мало и определяется в основном упругостью лент 13, 14 (фиг. 3). При большем давлении ленты дополнительно упруго деформируются, проходное сечение увеличивается и определяется уже и упругостью лент 13, 14, и внутренним давлением среды (фиг. 4).
Достоинством данного изделия является легкость перекрытия проходного сечения. Его просто пережимают. Отпадает необходимость в запорной арматуре.
Лента 14 может быть выполнена из материала с эффектом памяти формы. При изменении внешних условий эксплуатации, например температуры, или при специальном ее изменении, лента 14 изменит свою форму, например сожмется "гармошкой". Проходное сечение изменится и тем самым изменится расход рабочей среды. Аналогично будет происходить работа изделия и при выполнении, например, ленты 14 из материала, коэффициент линейного расширения которого отличается от коэффициента линейного расширения материала ленты 13.
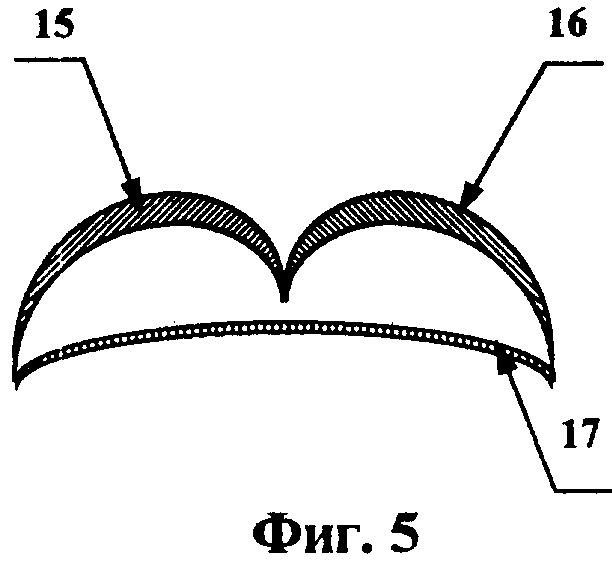
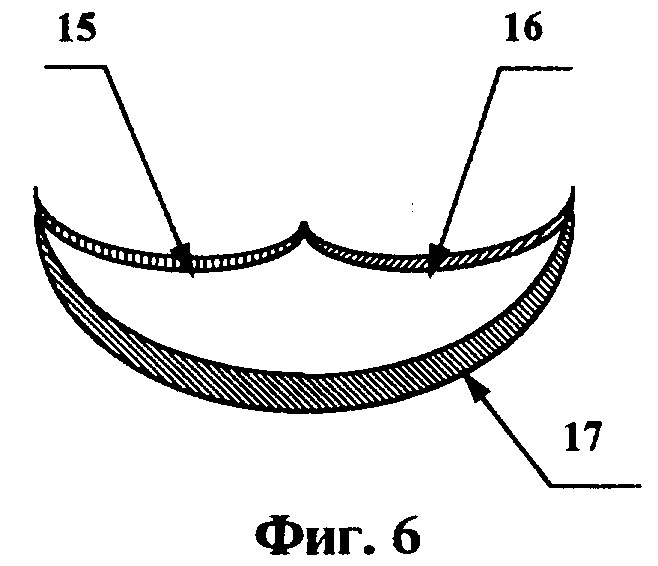
На фиг. 5 и 6 изображены поперечные сечения изделий, выполненных из трех лент 15 - 17. Изделия такого рода могут найти применение как конструктивные элементы, например, корпуса ракет, или в качестве специальных трубопроводов. Особенностью этих изделий является то, что свою окончательную форму они приобретают после операции соединения за счет возникающих в процессе изготовления внутренних упругих напряжений.
Одна или две ленты, например 15 и 16, могут быть выполнены из материала с эффектом памяти формы. При этом могут получиться саморазворачивающиеся (сворачивающиеся) конструкции.
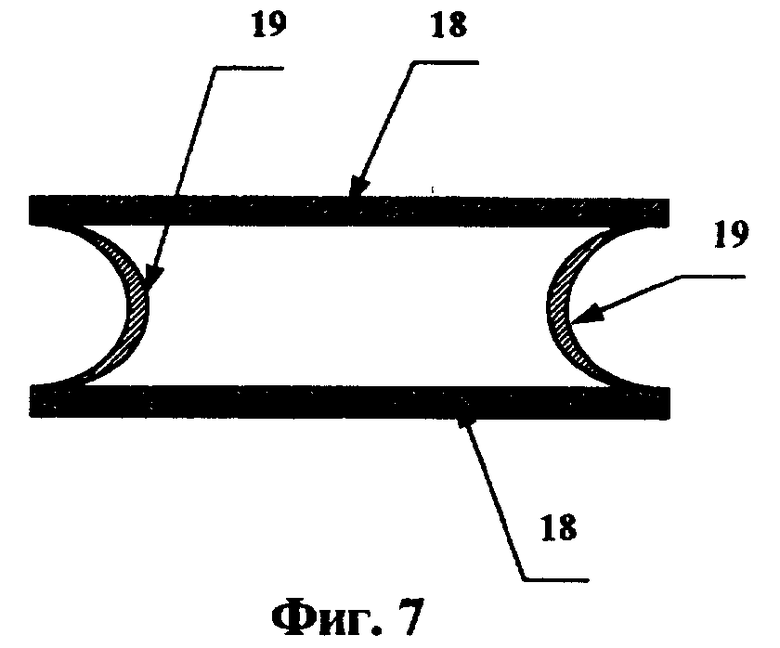
На фиг. 7 изображено поперечное сечение полого элемента, могущего служить демпфирующей акустической или механической панелью. Листы 18 могут быть изготовлены из жесткого материала (или материала, у которого жесткость в несколько раз отличается от жесткости материала листов 19), а листы 19 из гибкого материала. При работе листы 19 воспринимают и гасят акустические или механические колебания, а листы 18 служат для установки или крепления объектов.
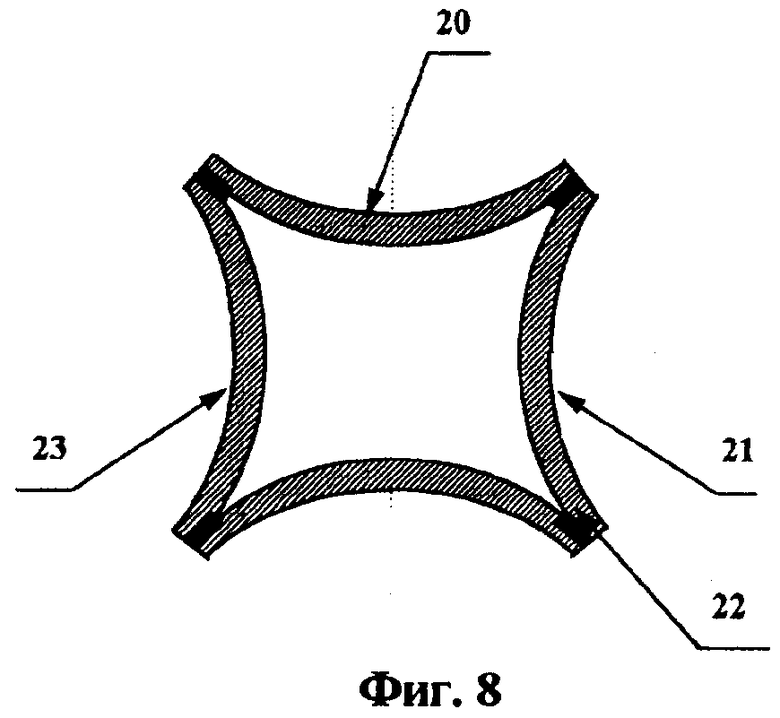
На фиг. 8 изображено сечение трубопровода, выполненного из четырех лент 20 - 23. Каждая лента может быть выполнена из материала с отличными от других свойствами, например упругостью или коэффициентом линейного расширения. Такое выполнение трубопровода позволяет эффективно гасить колебания рабочей среды в широком диапазоне частот.
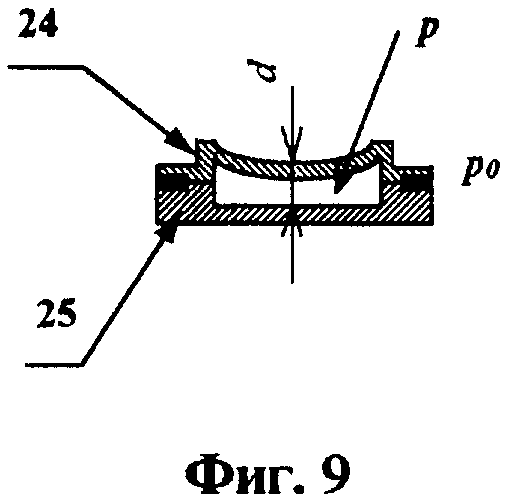
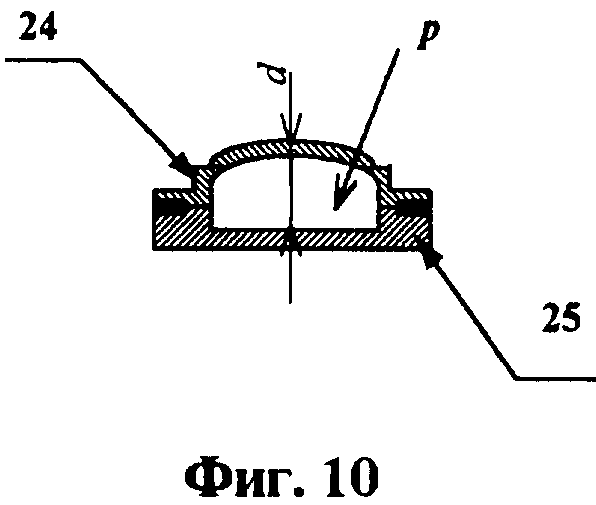
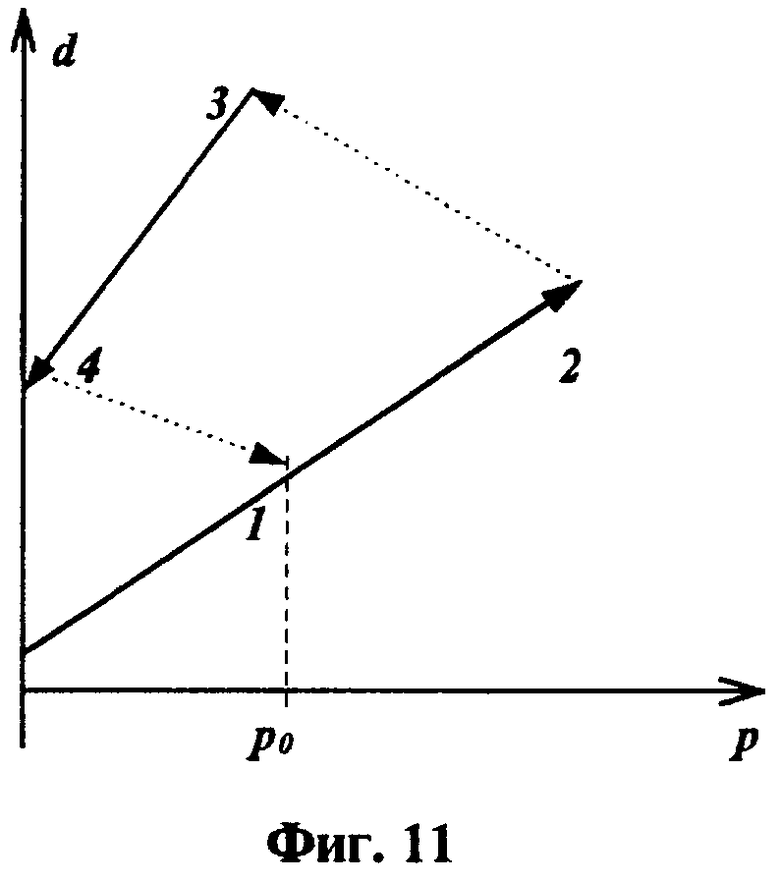
На фиг. 9 показано сечение трубопровода, образованного соединением двух профилированных лент 24 и 25. При этом верхняя лента 24 над полостью предварительно деформирована так, что при незначительных давлениях среды внутри изделия вогнута внутрь изделия. При увеличении давления среды внутри полости от po (точка 1 на фиг.11) до точки 2 верхняя лента 24 скачком переходит в положение, выпуклое кверху (фиг. 10 и точка 3 на фиг. 11). При понижении давления внутри полости при некоторой его величине, меньшей внешнего давления, верхняя лента вновь скачком переходит в состояние, вогнутое внутрь.
Таким образом, такое изделие имеет два устойчивых состояния, переключение между которыми происходит с помощью изменения давления внутри полости.
Зависимость ширины зазора внутренней полости d на фиг. 9 и 10 от давления внутри полости p имеет вид гистерезисной кривой (фиг. 11). В этом случае атмосферное давление снаружи изделия и упругие свойства лент определяют значения внутреннего давления в изделии, при которых происходит переход из одного устойчивого состояния в другое. В случае, если точка 3 диаграммы лежит слева от оси d, то такое изделие, имеющее начальное состояние, показанное на фиг. 9, при увеличении давления переходит в состояние, показанное на фиг. 10, но не возвращается в положение фиг. 10 даже при полном вакуумировании внутренней полости.
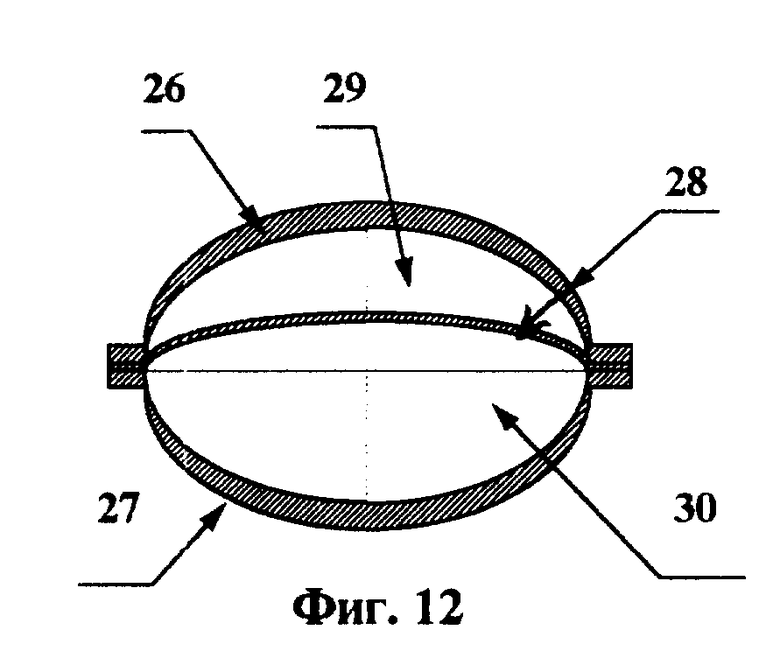
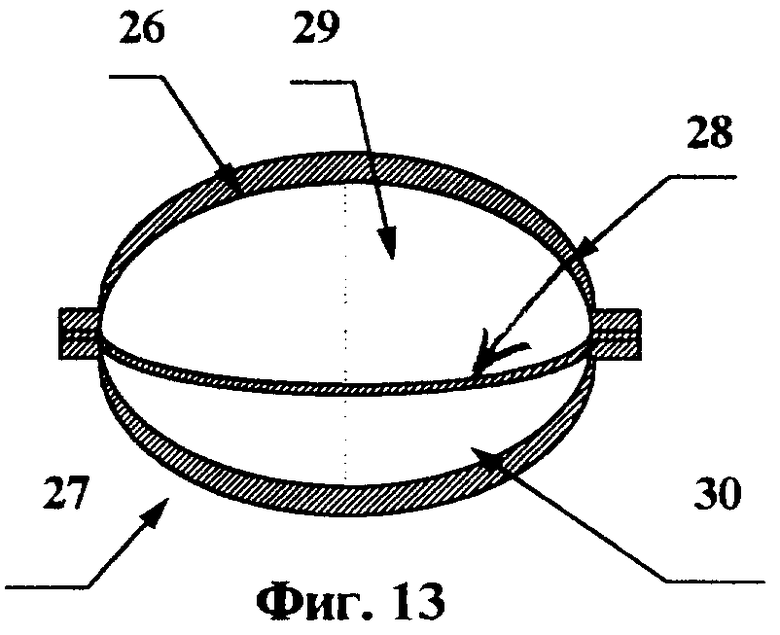
На фиг. 12 показано изделие, образованное тремя лентами 26 - 28, две наружные 26, 27 из которых деформированы так, что сжимают внутреннюю упругую ленту 28. Такое изделие имеет две полости, соответственно верхнюю 29 и нижнюю 30. При этом внутренняя лента 28 в зависимости от соотношения давлений в нижней 30 и верхней 29 полостях может принимать два состояния, показанные на фиг.12 и фиг. 13.
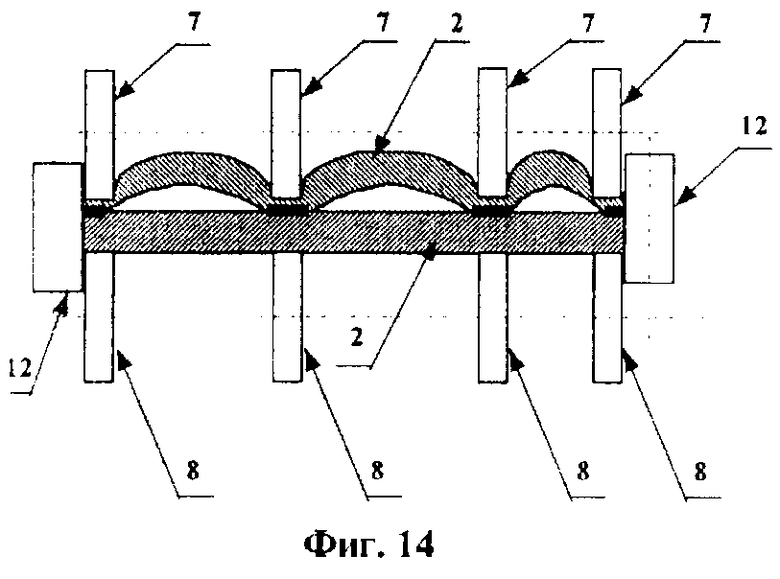
В случае, если ролики 7 и 8 (фиг. 14) соединяют две ленты не только по краям, но и в промежуточных по ширине областях соединяемых лент, то возможно получение трубчатых изделий в виде трубчатых шлейфов. Если ленты до или после соединения разрезать по длине и при этом определенным образом перемещать ролики 7 и 8, то образуются разводные трубчатые шлейфы (фиг. 15). Места разреза на фиг. 15 обозначены поз. 31.
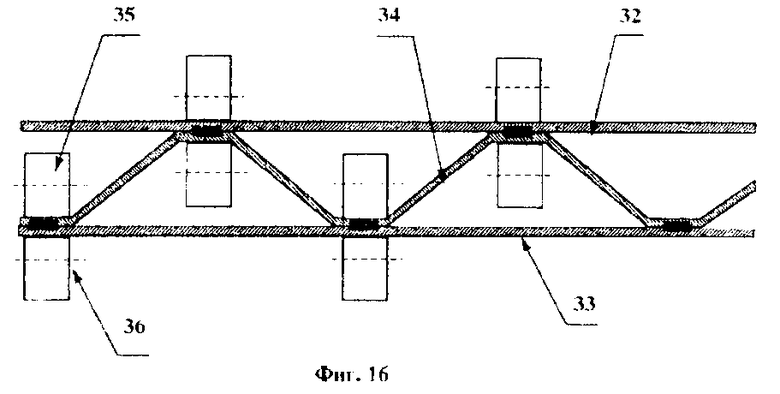
Конкретный вариант реализации способа изготовления полых изделий рассматривается на примере изготовления конструкционной панели, например, для акустического демпфирования (фиг. 16). Панель состоит из трех листов 32 - 34, например металлических. Листы 32, 33 имеют одинаковую ширину, а ширина листа 34 больше ширины листов 32, 33. Листы 32 и 33 подают на позицию соединения (в данном случае соединение осуществляется электросваркой) параллельно. Лист 34 предварительно заправляют между роликами 35 поочередно таким образом, что он упруго деформируется, приобретая волнообразную форму. Ролики 35 и 36 сжимают листы 32, 33 с листом 34 в местах перегиба. При подаче на ролики тока происходит процесс сварки листов, который широко применяется в технике и хорошо известен, поэтому конкретно здесь не описан. Один из листов, например 34, или все листы могут быть перфорированы.
На фиг. 17 показан другой вариант способа изготовления полых изделий. Получаемые в этом варианте панели обладают, кроме того, упругими свойствами. Листы 37 и 38, как и в предыдущем варианте, подают на позицию соединения параллельно. Ленты 39, например, из материала с эффектом памяти формы упруго деформируют роликами 40 и при помощи роликов 41 соединяют, например, контактной сваркой с листами 37 и 38. При этом боковые концы лент 39 соединяют с противоположными листами 37 и 38.9
Трубчатое или полое изделие из листового или ленточного материала выполнено, по меньшей мере, из двух листов или лент, неразрывно соединенных по плоскости, по меньшей мере, в двух местах. По меньшей мере, один из листов или лент выполнен из гибкого и/или упругого и/или эластичного материала и предварительно до соединения подвергнут упругой деформации до образования остаточной деформации и/или выполнен из материала, изменяющего свою форму или размеры под воздействием внешних физических факторов в отличие от материала остальных листов или лент. Способ изготовления трубчатых или полых изделий из листового или ленточного материала, предусматривает подачу, по меньшей мере, двух листов или двух лент и неразрывное соединение их, по меньшей мере, в двух местах по плоскости. В способе используют, по меньшей мере, один лист или ленту из гибкого, и/или упругого, и/или эластичного материала и предварительно, по меньшей мере, один лист или ленту подвергают упругой деформации без образования остаточной деформации и/или используют, по меньшей мере, один лист или ленту из материала, изменяющего свою форму или размеры под воздействием внешних физических факторов в отличие от материала остальных листов или лент. Изобретение позволяет создать конструкции, обладающие упругими свойствами и способными воспринимать и гасить вибрации и колебания. Способ позволяет получать изделия, управлять формой и размерами которого просто. 2 с.п. ф-лы, 19 з.п. ф-лы, 17 ил.