Изобретение относится к способам переработки жидких продуктов пиролиза (ЖПП) и может быть использовано в нефтеперерабатывающей и нефтехимической промышленности.
Жидкие продукты пиролиза, выпускаемые в виде марок Е-8, Е-1, Е-3, Е-5, так называемый пироконденсат содержат в своем составе значительное количество ароматических углеводородов и в потенциале могут быть использованы как сырье для производства бензола, толуола, ксилолов, а также высокооктановых моторных топлив.
Известен способ переработки ЖПП, включающий стадии выделения узкой фракции 70-150oС, ее гидростабилизации на алюмопалладиевом катализаторе при 70-125oС, давлении 3,0-5 МПа, последующей гидроочистки на алюмокобальтмолибденовом катализаторе при температуре 320-400oС, давлении 3,0-4,5 МПа и окончательной гидропереработки в двух реакторах при 400 - 700oС и давлениях 2,5-3 МПа. В результате фракционирования продукта гидропереработки получаются: газы - 20%; фракция НК-70oС - 15%; бензол - 45%; остатки гидропереработки - 22%. Расход водорода достигает 2,5% на исходное сырье. /Справочник нефтепереработчика, Л., "Химия", 1986 г., с. 275-281/.
Недостатками известного способа являются его многоступенчатость и значительные затраты на катализаторы и водород, а также высокий выход газообразных продуктов.
Наиболее близким к заявленному по технической сущности и достигаемому результату является способ переработки жидких продуктов пиролиза путем контактирования с цеолитсодержащим алюмосиликатным катализатором с последующим отделением олигомеров из олигомеризата и получением компонента автобензина /патент РФ 2147598, С 10 G 29 /04/.
Недостатками данного способа являются: возможность переработки только легких видов ЖПП и получение компонента высокооктановых бензинов с повышенным содержанием бензола.
Изобретение направлено на углубление процесса переработки ЖПП, получение компонентов бензина с низким содержанием бензола, а также расширение ассортимента получаемых продуктов - бензола, толуола, нефтеполимерной смолы, сырья для технического углерода и сырья для синтеза пластифицирующих добавок в бетон.
Это достигается тем, что в способе переработки жидких продуктов пиролиза, включающим контактирование фракции НК-180oС с цеолитсодержащим алюмосиликатным катализатором с последующим отделением олигомеров из олигомеризата и получением компонента автобензина, дополнительно переработке подвергают жидкие продукты пиролиза, содержащие компоненты, выкипающие при выше 180-200oС, которые предварительно отделяют, а олигомеризат разделяют на фракции, выкипающие до 120oС и выше 120oС; фракцию, выкипающую до 120oС, направляют в сложную ректификационную колонну, с верха которой выделяют легкий компонент автобензина, боковым погоном через отпарную секцию - бензол, с низа - толуол; фракцию, выкипающую при выше 120oС, смешивают с компонентами, выкипающими при выше 180-200oС, и вводят в другую сложную ректификационную колонну, с верха которой получают тяжелый компонент автобензина, смесь верхнего бокового погона и отгона из остатка этой колонны используют как сырье для технического углерода, остальную часть остатка смешивают с растворителем и получают нефтеполимерную смолу, а нижний боковой погон, выводимый через отпарную секцию, используют как сырье для синтеза пластифицирующих добавок в бетон.
На чертеже представлена схема, иллюстрирующая способ переработки жидких продуктов пиролиза. Способ осуществляется следующим образом. Сырье нагревают в нагревателе 1 и по линии 2 вводят в ректификационную колонну 3. Пары (фракция НК-180oС) с верха колонны 3 конденсируют в конденсаторе 4. Часть конденсата паров по линии 5 подают на орошение колонны 3. Балансовое количество нагревают в нагревателе 6 и по линии 7 подают в реактор олигомеризации 8, где за счет контакта с цеолитсодержащим алюмосиликатным катализатором производят олигомеризацию быстро осмоляющихся диеновых и других ненасыщенных углеводородов. Олигомеризат из реактора 8 по линии 9 направляют в ректификационную колонну 10. Пары с верха колонны 10 конденсируются в конденсаторе 11. Часть конденсата паров по линии 12 возвращают на орошение колонны 10, а балансовое количество нагревают в нагревателе 13 и по линии 14 вводят в сложную ректификационную колонну 15. Пары с верха колонны 15 конденсируются в конденсаторе 16. Часть конденсата паров по линии 17 подают на орошение колонны 15, а балансовое количество выводят по линии 18 в качестве легкого компонента автобензина (фракция НК-80oС). Из укрепляющей секции колонны 15 по линии 19 выводят боковой погон и подают на верх отпарной секции 20. Пары с верха отпарной секции 20 по линии 21 возвращаются в колонну 15. Остаток с низа отпарной секции направляют в кипятильник с паровым пространством 22. Пары из кипятильника по линии 23 возвращаются в низ отпарной секции 20, а остаток из кипятильника по линии 24 выводят в качестве фракции, в основном, содержащей бензол. Остаток колонны 15 направляют в кипятильник 25. Пары из кипятильника по линии 26 возвращают в низ колонны 15, а остаток из кипятильника по линии 27 выводят в качестве фракции, в основном, содержащей толуол. Остаток с низа колонны 3 направляют в кипятильник 28. Пары из кипятильника по линии 29 возвращаются в низ колонны 3. Остаток колонны 10 направляют в кипятильник 30. Пары из кипятильника по линии 31 возвращаются в низ колонны 10. Остатки из кипятильников 28 и 30 выводят по линиям 32 и 33, соответственно, смешивают, нагревают в печи 34 и по линии 35 подают в ректификационную колонну 36. Пары с верха колонны 36 конденсируют в конденсаторе 37. Часть конденсата паров по линии 38 возвращают на орошение колонны 36, а балансовое количество выводят по линии 39 в качестве тяжелого компонента автобензина (фракция 120-180oС). Из укрепляющей секции колонны 36 по линии 40 выводят фракцию 180-210oС. Из колонны 36 по линии 41 выводят боковой погон и подают на верх отпарной секции 42. Пары с верха отпарной секции 42 по линии 43 возвращаются в колонну 36. С низа отпарной секции 42 по линии 44 выводят фракцию 210-270oС, которую используют как сырье для синтеза пластифицирующих добавок в бетон. С низа колонны 36 по линии 45 выводят фракцию 270oС-КК и направляют в полимеризатор 46. Отгон из полимеризатора 46 конденсируют в конденсаторе 47, смешивают с фракцией 180-210oС, выводимой из колонны 36 по линии 40, и по линии 48 отводят в качестве сырья для технического углерода. Остаток из полимеризатора 46 по линии 49 подают в емкость 50, в которую по линии 51 подают растворитель. С низа емкости 50 по линии 52 выводят раствор нефтеполимерной смолы. В низ колонны 36 и отпарной секции 42 по линиям 53 и 54, соответственно, для отпарки легких фракций вводят водяной пар. В кипятильники 22, 25, 28, 30, нагреватели 1, 6, 13, 46 по линиям 55-62 вводят теплоноситель. В холодильники 4, 11, 16, 37 по линиям 63-66 подают воду.
Способ поясняется следующими примерами.
Пример 1 (по предлагаемому способу).
Сырье в количестве 18,4 т/ч нагревают в нагревателе (1) и с температурой 140oС подают в колонну 3. Пары (фракция НК-180oС) с верха колонны 3 конденсируются в конденсаторе. 1,83 т/ч конденсата паров с температурой 40oС подают на верх колонны 3 в качестве орошения. В укрепляющей секции колонны 3 принято пять, в отгонной тоже пять теоретических тарелок. Остаток с низа колонны 3 подают в кипятильник, пары из которого в количестве 5,67 т/ч с температурой 270oС возвращаются в низ колонны. Расход дистиллята колонны 3 - 14,48 т/ч, остатка - 3,92 т/час. Температура верха колонны 124oС, низа - 227oС. Давление верха колонны 0,4 ати, низа - 0,5 ати. Тепло, вводимое с сырьем, - 2,062 Гкал/ч, снимаемое в конденсаторе, - 1,876 Гкал/ч, подводимое в кипятильнике, - 0,555 Гкал/ч. Диаметр колонны 1,4 м. При этом содержание в дистилляте фракции 180oС-КК составило 0,87%, в остатке содержание фракции НК-180oС - 3,13 мас.%. Дистиллят колонны 3 (фракция НК-180oС) нагревают в нагревателе 6 и с температурой 200oС подают в реактор олигомеризации 8. Давление в реакторе 10 ати, в нем засыпан цеолитсодержащий алюмосиликатный катализатор (типа "Цеокар"). В реакторе производят олигомеризацию быстро осмоляющихся диеновых и других ненасыщенных углеводородов. При этом содержание фактических смол в бензиновой фракции снижается с 2400 до 2,5-3,5, а йодной число с 76-78 до 8. Олигомеризат из реактора в количестве 14,48 т/ч с температурой 200oС направляют в ректификационную колонну 10. Пары с верха колонны конденсируют в конденсаторе. 14,28 т/ч конденсата с температурой 40oС возвращают на орошение колонны. В укрепляющей секции колонны 10 принято пять, в отгонной тоже пять теоретических тарелок. Остаток с низа колонны 10 подают в кипятильник, пары из которого в количестве 17,3 т/ч с температурой 195oС возвращаются в низ колонны. Расход дистиллята (фракция НК-120oС) 11,21 т/ч, остатка (фракция 120oС-КК) - 3,27 т/ч. Температура верха колонны 101oС, низа - 163oС. Давление верха колонны 0,4 ати, низа - 0,5 ати. Тепло, вводимое с сырьем, - 1,644 Гкал/ч, снимаемое в конденсаторах-холодильниках, - 2,659 Гкал/ч, подводимое в кипятильнике, - 1,500 Гкал/ч. Диаметр колонны 2 м, при этом содержание в дистилляте фракции 120oС-КК составило 0,45 мас.%, в остатке содержание фракции НК-120oС - 1,54 мас.%. Фракцию НК-120oС (дистиллят колонны 10) нагревают в нагревателе 13 и в количестве 11,21 т/ч с температурой 70oС вводят в сложную ректификационную колонну 15. Пары с верха колонны 15 конденсируют в конденсаторе. 60,09 т/ч конденсата паров с температурой 40oС возвращают на орошение колонны 15, а балансовое количество (1,51 т/ч) выводят в качестве легкого компонента автобензина (фракция НК-70oС). В колонне 15 принято 23 теоретические тарелки. Сырье вводят между 16 и 17 (счет с верха) тарелками колонны 15. С 9 тарелки колонны 15 выводят боковой погон и в количестве 47,47 т/ч с температурой 91oС подают на верх отпарной секции 20. Пары с верха отпарной секции в количестве 40,96 т/ч возвращаются под 8 тарелку колонны 15. Остаток с низа отпарной секции направляют в кипятильник с паровым пространством. Пары из кипятильника в количестве 43,57 т/ч с температурой 101oС возвращают в низ отпарной секции 20, а остаток из кипятильника в количестве 6,51 т/ч выводят в качестве фракции, в основном, содержащей бензол. Остаток колонны 15 направляют в кипятильник. Пары из кипятильника в количестве 42,02 т/ч с температурой 130oС возвращают в низ колонны, а остаток из кипятильника в количестве 3,19 т/ч выводят в качестве фракции, в основном, содержащей толуол. В отпарной секции 20 принято 10 теоретических тарелок. Температура верха колонны 15 составила 72oС, низа - 129oС, верха отпарной секции 20 - 97oС, низа - 101oС. Давление верха колонны 15 - 0,4 ати, низа - 0,7 ати, верха отпарной секции 20 - 0,6 ати, низа -0,7 ати. Тепло, снимаемое в конденсаторе, - 6,022 Гкал/ч, вводимое с сырьем, - 0,367 Гкал/ч, подводимое в кипятильнике колонны 15, - 3,000 Гкал/ч, отпарной секции 20 - 3,200 Гкал/час. Диаметр колонны 15 - 3,0 м, отпарной секции 20 - 2,2 м. При этом содержание бензола и вышекипящих в легком компоненте автобензина (фракция НК-70oС) составило 9,4 мас.%, метилциклопентана и нижекипящих в бензольной фракции - 2,17%, толуола и вышекипящих в бензольной фракции - 0,44 мас.%, бензола и нижекипящих в толуольной фракции - 0,92%, этилбензола и вышекипящих в толуольной фракции 1,58%. Содержание чистого бензола в бензольной фракции составило 97,39 мас.%, чистого толуола в толуольной фракции 97,5 мас.%, то есть получается технический бензол и технический толуол. Остатки колонн 3 и 10 смешивают, нагревают в печи 34 и с температурой 330oС в количестве 7,19 т/ч вводят в колонну 36 между 16 и 17 тарелками (счет с верха), в колонне принято 20 теоретических тарелок. Пары с верха колонны 36 конденсируются в конденсаторе. 4,3 т/ч конденсата паров с температурой 40oС возвращают на орошение колонны 36, а балансовое количество (1,23 т/ч) выводят в качестве тяжелого компонента автобензина (фракция 120-180oС). С 6 тарелки (счет с верха) колонны 36 в количестве 0,79 т/ч с температурой 204oС выводят фракцию 180-210oС. С 11 тарелки (счет с верха) колонны 36 в количестве 1,19 т/ч с температурой 231oС выводят боковой погон и подают на верх отпарной секции 42. Пары с верха отпарной секции 42 в количестве 0,29 т/ч возвращаются под 10 тарелку колонны 36. С низа отпарной секции 42 в количестве 0,9 т/ч выводят фракцию 210-270oС. С низа колонны 36 в количестве 4,27 т/ч выводят фракцию 270oС-КК. Фракцию 180-210oС и отгон, получаемый при полимеризации из фракции 270oС-КК в сумме используют как сырье для технического углерода, фракцию 210-270oС - как сырье для синтеза пластифицирующих добавок в бетон. Полимер из фракции 270oС-КК после разбавления растворителем получают в виде раствора нефтеполимерной смолы. В низ колонны 36 и отпарную секцию 42 в количестве 0,1 и 0,02 т/ч, соответственно, с температурой 350oС вводят водяной пар. В отпарной секции 42 принято 7 теоретических тарелок. Температура верха колонны 36 - 159oС, низа - 304oС, верха отпарной секции 42 - 223oС, низа - 201oС. Давление верха колонны 36 - 0,4 ати, низа - 0,66 ати, верха отпарной секции 42 - 0,6 ати, низа - 0,7 ати. Тепло, снимаемое в конденсаторе-холодильнике, - 0,826 Гкал/ч, вводимое с сырьем, - 1,453 Гкал/ч, подводимое в печи, - 0,692 Гкал/ч. Диаметр колонны 36 - 1 м, отпарной секции 42 - 0,2 м. При этом во фракции 120-180oС практически отсутствуют толуол и бензол. Содержание в ней фракции 180oС-КК составило 8,94%, содержание во фракции 180-210oС фракции НК-180oС - 11,72%, 210oС-КК - 21,66%, во фракции 210-270oС фракции НК-210oС - 18,71%, 270oС-КК - 0,66 мас.%, в остатке (фракция 270oС-КК) фракции НК-270oС - 1,43 мас.%.
Пример 2 (по прототипу). Процесс проводят в условиях примера 1. В качестве исходного сырья используют фракцию НК-180oС, выводимую с верха колонны 3.
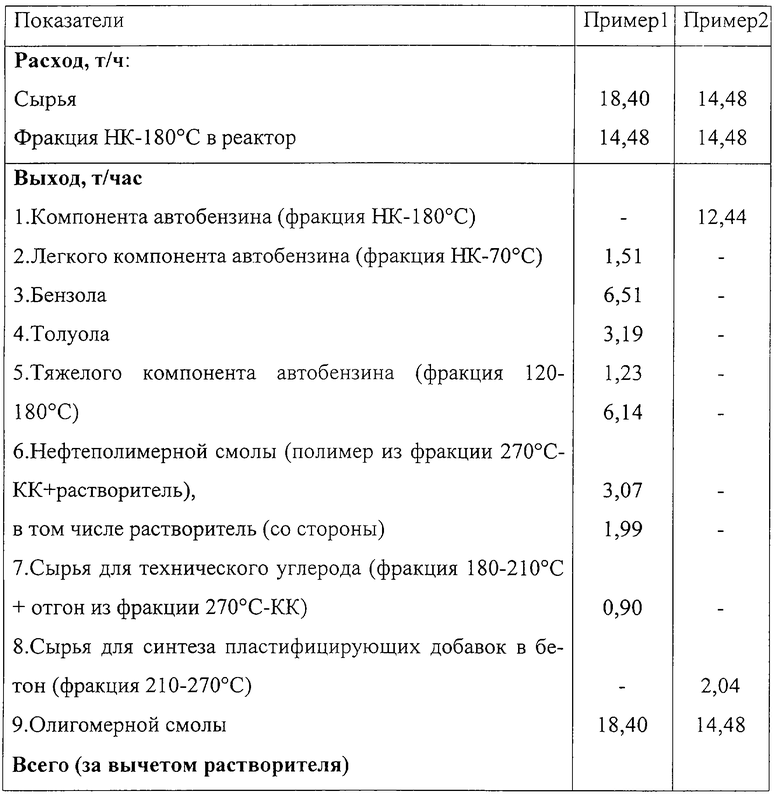
Основные показатели для сравнения примеров 1 и 2 приведены в таблице.
Из представленных данных следует, что по сравнению с прототипом (примером 2) предлагаемый способ позволяет вместо одной фракции бензина выделить две фракции бензина: фракцию НК-70oС, содержащую небольшое (9,4% мас. %) по сравнению с прототипом (52,11 мас.%) количество бензола, которую можно использовать как легкий компонент автобензина и фракцию 120-180oС, не содержащую бензол, которую также можно использовать как компонент автобензина.
Из-за высокого содержания ароматических углеводородов (более 80%) и особенно бензола (52,11%) фракцию бензина по прототипу можно только ограниченно смешивать с низкооктановыми бензиновыми фракциями, содержащими небольшое количество ароматических углеводородов и содержание бензола в конечной бензиновой смеси допускается до 2%, что соответствует современным нормам на автобензины.
По предлагаемому способу по сравнению с прототипом содержание бензола в смеси получаемых бензинов снижается с 52,11 до 5,18 мас.%, что существенно упрощает возможность их использования.
Кроме того, предлагаемый способ по сравнению с прототипом позволяет дополнительно получать бензол (6,51 т/ч - 35,4 мас.% на сырье), толуол (3,19 т/ч - 17,3 мас.% на сырье), раствор нефтеполимерной смолы (6,14 т/ч -33,4 мас. % на сырье), сырье для технического углерода (1,99 т/ч - 10,8 мас.% на сырье), сырье для синтеза пластифицирующих добавок в бетон (0,9 т/ч - 4,9 мас. % на сырье). Таким образом, весь потенциал сырья, включая фракции, выкипающие выше 180-200oС, удается превратить в товарные продукты. По прототипу (пример 2) получается 2,04 т/ч (14,1% на сырье) олигомерных смол, которые в таком виде не могут найти квалифицированного использования. Использование самого очищенного компонента автобензина также ограничено из-за большого содержания ароматических углеводородов и, в особенности, бензола.
В целом предлагаемое изобретение позволяет углубить процесс переработки ЖПП, получить компоненты высокооктановых бензинов с низким содержанием бензола, а также расширить ассортимент получаемых продуктов - обеспечить выпуск бензола, толуола, сырья для технического углерода и сырья для синтеза пластифицирующих добавок в бетон.
Реализация предлагаемого способа на одной установке мощностью 150 тыс. т в год позволит получить 52,1 тыс. т/год технического бензола, 25,5 тыс. т/год - технического толуола, 49,1 тыс. т/год раствора нефтеполимерной смолы, 15,9 тыс. т/год - сырья для технического углерода и 7,2 тыс.т/год сырья для синтеза пластифицирующих добавок в бетон. Кроме того, получится 12,1 тыс. т/год легкого компонента автобензина (фракция НК-70oС) с содержанием бензола 9,4 мас.% и 9,8 тыс. т/год тяжелого компонента автобензина (фракция 120-180oС), практически не содержащего бензола и толуола.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПЕРЕГОНКИ НЕФТИ | 2013 |
|
RU2515728C1 |
| СПОСОБ ПЕРЕРАБОТКИ НЕФТИ | 2011 |
|
RU2455339C1 |
| СПОСОБ ФРАКЦИОНИРОВАНИЯ НЕФТИ | 2007 |
|
RU2335523C1 |
| СПОСОБ ПЕРЕГОНКИ НЕФТИ | 2007 |
|
RU2326928C1 |
| СПОСОБ ПЕРЕРАБОТКИ НЕФТИ | 2013 |
|
RU2516464C1 |
| СПОСОБ ПЕРЕРАБОТКИ НЕФТИ | 2014 |
|
RU2548038C1 |
| СПОСОБ ПЕРЕГОНКИ НЕФТИ | 2014 |
|
RU2548040C1 |
| СПОСОБ РАЗДЕЛЕНИЯ ГАЗА | 2013 |
|
RU2528689C1 |
| СПОСОБ ПЕРЕРАБОТКИ ГАЗОВОГО КОНДЕНСАТА | 2013 |
|
RU2531185C9 |
| СПОСОБ ФРАКЦИОНИРОВАНИЯ ПРОДУКТОВ ТЕРМИЧЕСКОГО КРЕКИНГА | 2013 |
|
RU2540400C1 |
Использование: нефтеперерабатывающая и нефтехимическая области промышленности. Сущность: в способе переработки жидких продуктов пиролиза, включающем контактирование фракции НК-180oС с цеолитсодержащим алюмосиликатным катализатором с последующим отделением олигомеров из олигомеризата и получением компонента автобензина согласно изобретению дополнительно переработке подвергают жидкие продукты пиролиза, содержащие компоненты, выкипающие выше 180-200oС, которые предварительно отделяют, а олигомеризат разделяют на фракции, выкипающие до 120oС и выше 120oС; фракцию, выкипающую до 120oС, направляют в сложную ректификационную колонну, с верха которой выделяют легкий компонент автобензина, боковым погоном через отпарную секцию - бензол, с низа колонны - толуол, а фракцию, выкипающую выше 120oС, смешивают с компонентами, выкипающими выше 180-200oС, и вводят в другую сложную ректификационную колонну, с верха которой получают тяжелый компонент автобензина, смесь верхнего бокового погона и отгона из остатка этой колонны используют как сырье для технического углерода, остальную часть остатка смешивают с растворителем и получают нефтеполимерную смолу, а нижний боковой погон, выводимый через отпарную секцию, используют как сырье для синтеза пластифицирующих добавок в бетон. Технический результат: углубление процесса с получением компонентов высокооктановых бензинов с низким содержанием бензола, расширение ассортимента получаемых продуктов. 1 табл., 1 ил.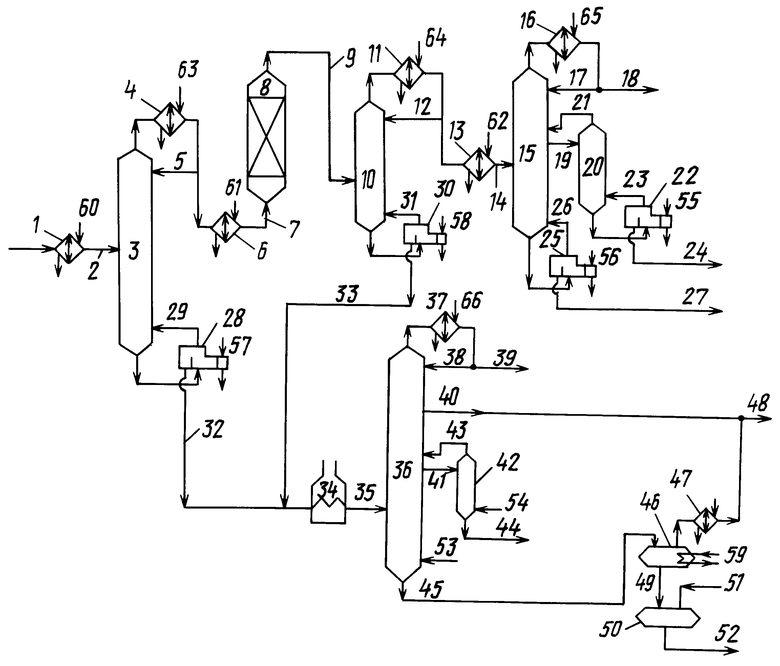
Способ переработки жидких продуктов пиролиза, включающий контактирование фракций НК-180oС с цеолитсодержащим алюмосиликатным катализатором с последующим отделением олигомеров из олигомеризата и получением компонента автобензина, отличающийся тем, что дополнительно переработке подвергают жидкие продукты пиролиза, содержащие компоненты, выкипающие при выше 180-200oС, которые предварительно отделяют, при этом олигомеризат разделяют на фракции, выкипающие до 120oС и выше 120oС; фракцию до 120oС направляют в сложную ректификационную колонну, с верха которой выделяют легкий компонент автобензина, боковым погоном через отпарную секцию - бензол, с низа колонны - толуол, а фракцию, выкипающую при выше 120oС, смешивают с компонентами, выкипающими при выше 180-210oС, и вводят в другую сложную ректификационную колонну, с верха которой получают тяжелый компонент автобензина, смесь верхнего бокового погона и отгона из остатка этой колонны используют как сырье для технического углерода, остальную часть остатка смешивают с растворителем и получают нефтеполимерную смолу, а нижний боковой погон, выводимый через отпарную секцию, используют как сырье для синтеза пластифицирующих добавок в бетон.
| СПОСОБ ОЧИСТКИ ПИРОЛИЗНЫХ БЕНЗИНОВ ОТ СМОЛООБРАЗУЮЩИХ КОМПОНЕНТОВ | 1997 |
|
RU2147598C1 |
| Способ переработки смолы пиролиза | 1961 |
|
SU141160A1 |
| ВСЕСОЮЗНА Ч | 0 |
|
SU277246A1 |
| Копировальное устройство | 1980 |
|
SU957150A1 |

