Техническое решение относится к прокатному производству, в частности к конструкциям прокатных клетей, используемых для производства сортового проката, преимущественно фасонного профиля высокой точности.
Известна прокатная клеть, установленная в опорах, которые являются элементами корпуса клети, и содержащая подушки, связанные попарно между собой, в которых расположены горизонтальные и вертикальные валки, образующие калибр (Авт. св. СССР 655110, МПК В 21 В 13/10, 15.06.86).
Такая конструкция прокатной клети имеет достаточно простую настройку под размер калибра при производстве проката простых сортовых профилей. Недостатком такой клети являются низкие технологические возможности, так как калибр формируется расположенными в одной плоскости двумя вертикальными и двумя горизонтальными валками, которые не позволяют создать два очага деформации.
Наиболее близкой к предлагаемой конструкции клети по технической сущности и достигаемому результату является прокатная клеть для производства сортовых и фасонных профилей, содержащая станины, образующие корпус, в котором расположены подушки, установленные в них две пары взаимно перпендикулярных рабочих валков, оси которых расположены в разных плоскостях на расстоянии друг от друга, меньшем радиуса рабочего валка, нажимные устройства (патент РФ 2077966, В 21 В 13/10, 27.04.1997).
Две пары взаимно перпендикулярных рабочих валков связаны между собой кассетой и контактируют с двумя приводными опорными валками, которые приводят во вращение рабочие валки за счет сил трения их контактных поверхностей.
Такая прокатная клеть позволяет максимально приблизить друг к другу калибры, образованные первой и второй парами рабочих валков, и обеспечить надежное удержание заготовки при прокатке, предотвращая ее сваливание в процессе захвата и прокатки во второй паре валков. К недостаткам конструкции данной клети относится ее конструктивная сложность, обусловленная наличием достаточно большого числа сопряженных деталей, воспринимающих усилие прокатки. Приводными являются опорные валки, поэтому для осуществления процесса непрерывной прокатки фасонного профиля необходим постоянный контакт и взаимодействие между собой опорных и рабочих валков. В результате этого у такой конструкции прокатной клети достаточно сложная настройка всех технологических параметров прокатки, но особенные трудности возникают при настройке под размер калибров, образованных рабочими валками и при регулировке их скоростного режима. Кроме этого, неравномерный износ сопряженных деталей прокатной клети в процессе прокатки требует в процессе производства проката сложной дополнительной поднастройки прокатной клети.
Задачей настоящего изобретения является создание прокатной клети достаточно простой конструкции, которая позволяет облегчить настройку технологических параметров прокатки.
Указанная задача решается следующим образом.
В прокатной клети, содержащей станины, образующие корпус, в котором расположены подушки, установленные в них две пары взаимно перпендикулярных рабочих валков, оси которых расположены в разных плоскостях на расстоянии друг от друга, меньшем радиуса рабочего валка, нажимные устройства, согласно предлагаемому техническому решению каждая подушка установлена с возможностью поворота вокруг оси, проходящей через ее одну сторону и связывающей ее с корпусом, и взаимодействия с нажимным устройством, смонтированным на ее другой стороне с возможностью перемещения и взаимодействия с корпусом и с уравновешивающим механизмом, жестко связанным с подушкой и установленным с возможностью упора в корпус, а контур наружной стороны боковой поверхности подушки на участке, обращенном внутрь клети, выполнен с уклоном.
Уклон контура наружной стороны боковой поверхности подушки на участке, обращенном внутрь клети, выполнен равным 40-50o.
Такая конструкция прокатной клети, в которой отсутствуют опорные валки и передача мощности для формоизменения поперечного сечения заготовки идет через рабочие валки, позволяет значительно упростить ее конструкцию и уменьшить габариты. Расположение и выполнение нажимных механизмов, уравновешивающих механизмов, подушек, которые через оси связаны с корпусом, позволяет обеспечить достаточно простую и в то же время точную и надежную схему регулировки технологических параметров прокатки и настройки калибра под размер. При этом станины, связанные между собой и образующие корпус, обеспечивают достаточную жесткость всей прокатной клети.
Выполнение контура наружной стороны боковой поверхности подушки на участке, обращенном внутрь клети, с уклоном не более 40-50o позволяет компактно разместить элементы прокатной клети, максимально сблизить два очага деформации заготовки в одной клети, что обеспечивает уменьшение остаточного напряжения в сечении заготовки и повышение ее прямолинейности, кроме этого позволяет уменьшить габариты прокатной клети, добиться требуемых силовых параметров прокатки и увеличить ее функциональные возможности.
Предлагаемое размещение уравновешивающих и нажимных механизмов обеспечивает простую и достаточно точную настройку и поднастройку калибра под размер. При этом оси крепления подушек в корпусе участвуют в осевой настройке рабочих валков.
При проведении поиска по патентной и научно-технической литературе не было обнаружено решений, содержащих совокупность предлагаемых признаков, что позволяет сделать вывод о соответствии предлагаемого технического решения критерию "новизна".
Выполнение прокатной клети с предлагаемой совокупностью отличительных признаков, которые позволяют значительно упростить конструкцию, облегчить ее настройку, не является очевидным для специалистов, поэтому предлагаемое техническое решение обладает критерием "изобретательский уровень".
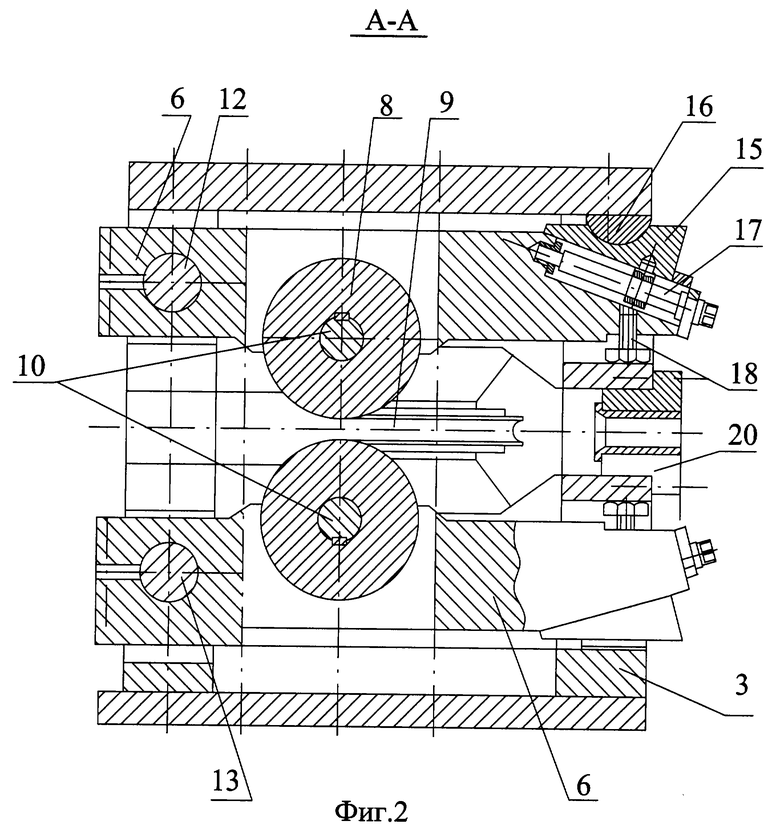
На фиг.1 показана прокатная клеть; на фиг.2 - то же, разрез А-А.
Прокатная клеть, установленная и закрепленная на плитавине 1, содержит корпус, выполненный из станин 2 и 3, связанных между собой боковой планкой 4 и верхней перекладиной 5, в корпусе размещены две пары идентичных подушек 6 и 7, в которых смонтированы две пары взаимно перпендикулярных рабочих валков 8 и 9 на осях 10 и 11, которые установлены в корпусе на осях 12 и 13, нажимные устройства 14, содержащие клин 15, установленный с возможностью взаимодействия с компенсатором угловых перемещений подушек 16 и болтом 17, уравновешивающие механизмы 18, жестко связанные с подушками 6, 7, установленные с возможностью упора в станину 2 корпуса, уклон контура 19 наружной стороны боковой поверхности подушки 6, 7 на участке, обращенном внутрь клети, вводную арматуру 20, заготовку 21.
Прокатная клеть работает следующим образом.
При помощи уравновешивающих механизмов 18 и болта 17 нажимного устройства 14, перемещающего клин 15, который, взаимодействуя с компенсатором угловых перемещений 16, поворачивает подушки 6 и 7 вокруг осей 12 и 13, устанавливает необходимые зазоры между рабочими валками 10 и 11, обеспечивая требуемый размер калибра и достаточное прижатие. Включают привод (не показан), который связан с рабочими валками 8 и 9. Через вводную арматуру подают заготовку 21 в калибры, образованные рабочими валками 8 и 9, деформируют ее.
Преимущества предлагаемой прокатной клети заключаются в том, что она имеет простую конструкцию, облегчающую настройку технологических параметров прокатки и позволяющую уменьшить габариты прокатной клети и трудоемкость изготовления ее элементов конструкции и их монтаж.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ПРОФИЛЯ U-ОБРАЗНОГО ПОПЕРЕЧНОГО СЕЧЕНИЯ | 2001 |
|
RU2196648C1 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ПРОФИЛЯ U-ОБРАЗНОГО ПОПЕРЕЧНОГО СЕЧЕНИЯ | 2001 |
|
RU2196649C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРОФИЛЯ ЖЕЛОБЧАТОЙ ФОРМЫ | 2002 |
|
RU2245750C2 |
| МАГНИТНАЯ СИСТЕМА БАРАБАННОГО СЕПАРАТОРА | 2001 |
|
RU2213623C2 |
| СПОСОБ СОЗДАНИЯ ПРОТИВОФИЛЬТРАЦИОННОГО ЭКРАНА | 2001 |
|
RU2213178C2 |
| АНКЕР РЕЛЬСОВОГО СКРЕПЛЕНИЯ | 2002 |
|
RU2252286C2 |
| СПОСОБ ЭЛЕКТРОННО-ПЛАЗМЕННОГО НАНЕСЕНИЯ МЕТАЛЛИЧЕСКИХ ПОКРЫТИЙ | 2002 |
|
RU2218449C1 |
| СПОСОБ ОБЕЗВРЕЖИВАНИЯ ЗАГРЯЗНЕННОГО РАДИОНУКЛИДАМИ ВОДОЁМА-ОТСТОЙНИКА | 2001 |
|
RU2210823C2 |
| СПОСОБ ОЧИСТКИ ВОДОЕМА ОТ РАДИОАКТИВНЫХ ИЗОТОПОВ | 2001 |
|
RU2203511C2 |
| ЗАЖИМ ПИТАЮЩИЙ (ВАРИАНТЫ) | 2001 |
|
RU2207257C2 |
Использование: в прокатном производстве, в частности в конструкциях прокатных клетей, используемых для производства сортового проката, преимущественно фасонного профиля высокой точности. Прокатная клеть содержит станины, связанные между собой и образующие корпус, в котором располагаются подушки, в которых установлены две пары взаимно перпендикулярных рабочих валков, оси которых расположены в разных плоскостях на расстоянии друг от друга. Каждая подушка установлена с возможностью поворота вокруг оси, проходящей через ее одну сторону и связывающей ее с корпусом. На другой ее стороне смонтировано нажимное устройство, которое взаимодействует с корпусом и уравновешивающим механизмом, жестко связанным с подушкой с возможностью упора в корпус. Контур наружной стороны боковой поверхности подушки на участке, обращенном внутрь клети, выполнен с уклоном, равным 40-50o. Изобретение обеспечивает создание прокатной клети достаточно простой конструкции, которая позволяет облегчить настройку технологических параметров прокатки. 1 з.п. ф-лы, 2 ил.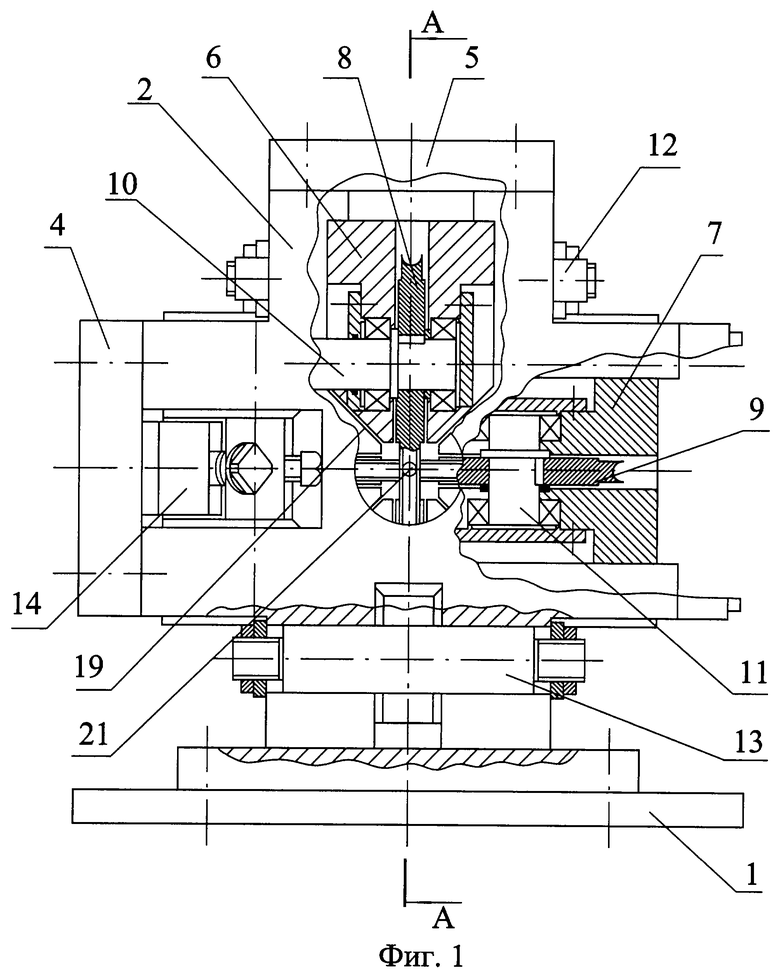
| ПРОКАТНАЯ КЛЕТЬ ДЛЯ ПРОКАТКИ СОРТОВЫХ ПРОФИЛЕЙ | 1995 |
|
RU2077966C1 |
| Автоматическая линия для производства многономенклатурного литья | 1980 |
|
SU942882A1 |
| Прокатная клеть с многовалковым калибром | 1977 |
|
SU655110A1 |
| Прокатный стан | 1989 |
|
SU1632529A1 |
| Устройство для ввода информации | 1987 |
|
SU1474631A1 |

