Изобретение относится к обработке металлов давлением, в частности к технологии холодной прокатки цветных металлов и сплавов, и может быть использовано при получении фасонного профиля из медной заготовки круглого сечения.
Известен способ холодной прокатки медного сплава (латуни), описанный в а. с. СССР 578131, В 21 В 3/00, заявленный 26.07.74 г., опубликованный 30.10.77 г.
Данный способ предусматривает прокатку в два этапа, между которыми проводят промежуточный отжиг, а после прокатки окончательный отжиг.
К недостаткам такого процесса можно отнести сложность и достаточно высокую трудоемкость получения качественного фасонного профиля из круглой длинномерной медной заготовки, так как при использовании данного способа для получения фасонного профиля требуемой толщины и геометрии необходимо дополнительное технологическое оборудование, предотвращающее искривление профиля при проведении промежуточного и окончательного отжигов. Кроме этого, использование известных режимов проведения прокатки может привести к локальным нарушениям целостности поверхности профиля.
Известен способ холодной прокатки фасонных профилей, описанный в обзорной информации Центрального НИИ информации и ТЭИ черной металлургии, серия 9 ("Метизное производство"), выпуск 1, Баталов А.Г. и др., "Производство фасонных профилей высокой точности", с. 21-22, 1974 г.
Такой способ позволяет получать только профили ограниченной длины с площадью поперечного сечения более 150 мм2 из полосы, так как предусматривает реверсивную прокатку заготовки, что значительно сокращает конечную длину готового профиля. Поэтому технологически сложно и трудоемко получить качественный профиль U-образного поперечного сечения из круглой медной заготовки малого диаметра, например катанки ⊘ 8 мм, требуемой толщины и геометрии.
Наиболее близким по технической сущности к заявляемому решению является способ холодной прокатки профиля U-образного поперечного сечения из круглой длинномерной медной заготовки, описанный в статье Kawamotj Tatsuya, Utsunomiya Hiroshi, Saito Yoshihiro // Tetsu to hagane= J. Iron and Steel Inst. Jap. - 1998. - 84, 4. - с. 273-278, выбранный в качестве прототипа.
Данный способ заключается в непрерывном образовании U-образного поперечного сечения заготовки, за счет поэтапного изменения толщины дна и высоты боковых элементов профиля с изменением обжатия и скорости деформации в системе формообразующих валков в направлении, перпендикулярном направлению движения заготовки.
С помощью данного способа прокатки получают фасонный профиль из круглой длинномерной медной заготовки. Толщина и геометрия профиля U-образного поперечного сечения, полученного таким способом, соответствует требованиям, но производительность его достаточно низка (равна всего 1,3 м/мин). Кроме этого, такой способ прокатки осуществляют с обязательным "подпором" между очагами деформации, который накладывает ограничения на длину межочаговых промежутков из-за снижения продольной устойчивости заготовки.
Задачей, стоящей перед изобретателями, является повышение производительности способа холодной прокатки профиля U-образного поперечного сечения.
Указанная задача решается предлагаемым способом холодной прокатки профиля U-образного поперечного сечения, преимущественно из круглой длинномерной медной заготовки, включающим формоизменение поперечного сечения заготовки за счет поэтапного изменения толщины дна и высоты боковых элементов профиля с изменением обжатия и скорости деформации в системе формообразующих валков в направлении, перпендикулярном направлению движения заготовки, согласно предлагаемому техническому решению на первом этапе формоизменение поперечного сечения заготовки выполняют путем продольного разделения заготовки в виде U-образного вреза по вертикальной оси ее поперечного сечения с образованием боковых элементов профиля, которые на окончательном этапе деформации раздвигают и производят формование U-образного профиля.
На первом этапе формоизменения поперечного сечения заготовки выполняют путем продольного разделения заготовки в виде U-образного вреза по вертикальной оси ее поперечного сечения с образованием боковых элементов профиля с обжатием 55,0-65,0 % при скорости деформации 0,3-0,6 с-1.
Продольное разделение заготовки в виде U-образного вреза по вертикальной оси ее поперечного сечения с образованием боковых элементов профиля осуществляют на глубину, при которой толщина дна первого переходного поперечного сечения определяется из условия:
δ1 = S(1+hпроф/dзаг) мм,
где δ1 - толщина дна первого переходного поперечного сечения заготовки U-образного вреза;
dзаг - диаметр заготовки;
S - толщина дна готового профиля;
hпроф - высота готового профиля.
На промежуточных этапах формоизменения осуществляют непрерывное образование U-образного поперечного сечения заготовки с обжатием 11,6-35,0% при скорости деформации 0,34-0,85с-1, поэтапно изменяя высоту боковых элементов профиля и толщину дна по условию:
δi = δi-1-(δ1-S)/3,
где δi,δi-1 - толщина дна промежуточного (2, 3, 4) поперечного сечения заготовки,
δ1 - толщина дна первого поперечного сечения заготовки,
S - толщина дна готового профиля U- образного поперечного сечения. На окончательном этапе формоизменения боковые элементы профиля раздвигают и производят формование U-образного профиля с обжатием 1,0-5,0 % при скорости деформации 0,25-0,30 с-1.
Такой способ позволяет за один проход наметить продольный технологический врез, исключающий потерю устойчивости профиля. Изменение структуры металла заготовки происходит по вертикальной оси поперечного сечения за счет наклепа у вершины вреза и пластического скольжения кристаллической решетки вдоль образованных боковых элементов профиля. В результате этого развиваются перестройки текстуры металла заготовки относительно вертикальной оси поперечного сечения. Таким образом, в ходе прокатки в центре у вершины профиля наблюдается деформация сжатия металла, а боковые элементы профиля подвергаются деформациям удлинения. Это позволяет сократить количество промежуточных формоизменений поперечного сечения заготовки. Такой способ прокатки осуществляется без "подпора", что позволяет уже на первом этапе формоизменения поперечного сечения заготовки за один проход оформить контуры профиля. Предлагаемые режимы поэтапного формоизменения поперечного сечения в формообразующих валках позволяют получить качественный профиль U-образного поперечного сечения, имеющий минимальную разнотолщинность без локальных нарушений целостности его поверхности и потери продольной устойчивости профиля. Эксперименты показали, что оптимальные значения глубины U-образного вреза на первом этапе формоизменения поперечного сечения заготовки определяются по предложенной формуле, а изменения на последующих этапах формоизменения толщины дна по предлагаемому условию обеспечивают получение профиля без разрывов целостности заготовки. В результате значительно увеличивается производительность (4-7 м/мин) способа получения качественного профиля U-образного поперечного сечения.
При проведении поиска по источникам патентной и научно-технической информации не было обнаружено решений, содержащих совокупность предлагаемых признаков, что позволяет сделать вывод о соответствии предлагаемого технического решения критерию "новизна".
Приведенная совокупность признаков и достигаемый результат не являются очевидными специалисту, следовательно, заявляемое техническое решение обладает критерием "изобретательский уровень".
Предлагаемый способ иллюстрируется чертежами, где:
- на фиг.1 представлено исходное поперечное сечение заготовки;
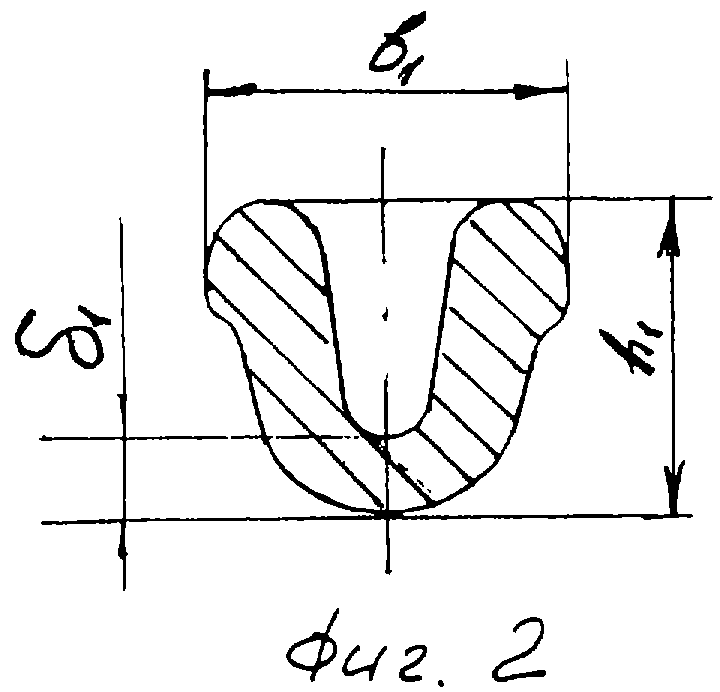
- на фиг. 2 - поперечное сечение заготовки, полученное после первого этапа формоизменения;
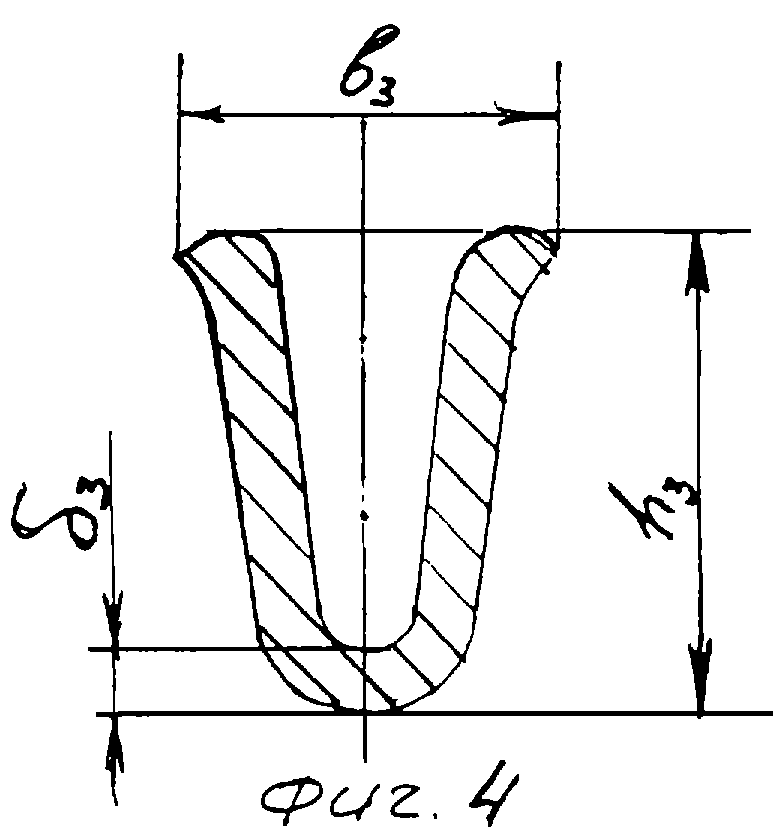
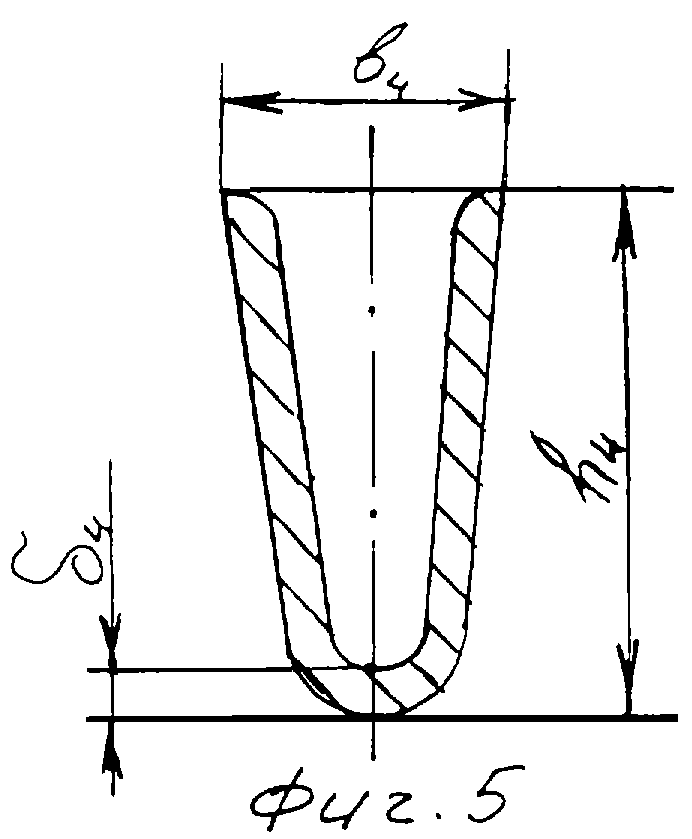
- на фиг. 3, 4, 5 - поперечное сечение заготовки, полученное на промежуточных этапах формоизменения;
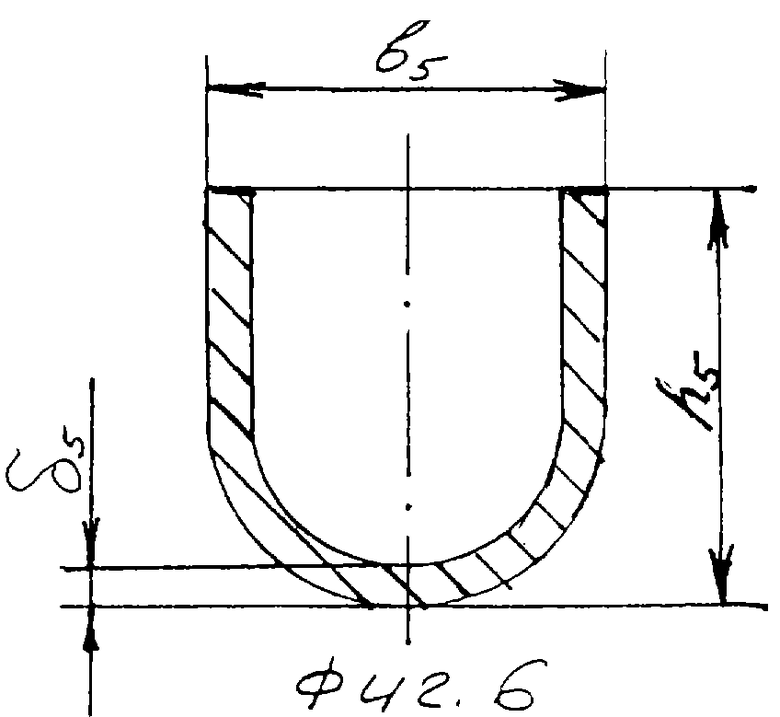
- на фиг.6 - профиль заготовки U - образного поперечного сечения, полученный после окончательного этапа формоизменения;
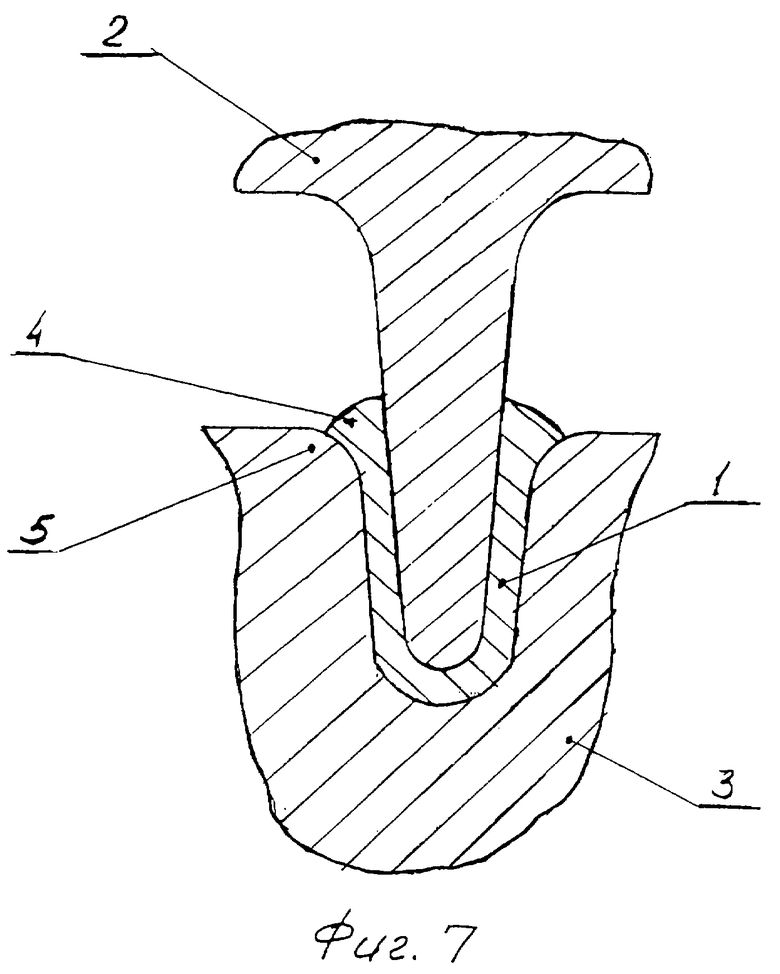
- на фиг.7 изображена схема расположения поперечного сечения заготовки в формообразующих валках прокатной клети на 2 этапе формоизменения.
На схеме (фиг.7) поперечное сечение заготовки 1 находится между верхним 2 и нижним 3 формообразующими валками и опорными усами 4 опирается на бурты 5 нижнего формообразующего валка 3.
Перед получением профиля разматывают медную катанку (⊘ 8) и, используя известные механизмы, правят медную катанку в двух плоскостях (вертикальной и горизонтальной) посредством известных устройств.
Способ холодной прокатки профиля U-образного поперечного сечения из круглой длинномерной медной заготовки, подготовленной вышеуказанными операциями, осуществляют следующим образом. При этом направление движения заготовки осуществляется без "подпора" и совпадает с направлением вращения валков.
На первом этапе прокатки (фиг.2) вдоль продольной оси заготовки осуществляют формоизменение ее поперечного сечения с обжатием 55,0-65,0% при скорости деформации 0,3-0,6 с-1 в фомообразующих валках прокатной клети с индивидуальным приводом. На этом этапе формоизменение поперечного сечения заготовки осуществляют путем продольного разделения ее в виде U-образного вреза по вертикальной оси поперечного сечения с образованием боковых элементов профиля на глубину, при которой толщина дна первого поперечного переходного сечения определяется из условия, исключающего разрушение дна профиля:
δ1 = S(1+hпроф/dзаг) мм,
где δ1 - толщина дна первого поперечного сечения заготовки U-образного вреза;
dзаг - диаметр заготовки;
S - толщина дна поперечного сечения готового профиля;
hпроф - высота готового профиля.
В результате получается поперечное сечение заготовки, показанное на фиг. 2.
На последующих (2, 3, 4) этапах формоизменения, которые осуществляют в прокатных клетях с индивидуальными приводами, происходит непрерывное образование U-образного поперечного сечения заготовки, за счет постепенного изменения толщины дна и высоты боковых элементов профиля переходных поперечных сечений заготовки, при этом:
- толщина дна промежуточного поперечного сечения профиля изменяется по условию:
δi = δi-1-(δ1-S)/3,
где δi,δi-1 - толщина дна промежуточного (2, 3, 4) поперечного сечения заготовки,
δi - толщина дна первого поперечного сечения заготовки,
S - толщина дна у готового профиля U- образного поперечного сечения,
- второй этап формоизменения поперечного сечения готовки проводят с обжатием 33,0-35,0% при скорости деформации 0,37-0,80 с-1,
- третий этап формоизменения поперечного сечения заготовки проводят с обжатием 29,0-31,0 % при скорости деформации 0,40-0,85 с-1,
- четвертый этап формоизменения поперечного сечения заготовки проводят с обжатием 11,6-12,5% при скорости деформации 0,34-0,70 с-1.
На 2, 3, 4 этапах формоизменения изменение толщины дна промежуточных поперечных сечений и увеличение высоты боковых элементов профиля заготовки 1 происходит за счет их непрерывной вытяжки верхним 2 и нижним 3 формообразующими валками, при этом поперечное сечение заготовки 1 опорными усами 4 опирается на бурты 5 нижнего формообразующего валка 3.
Полученные переходные поперечные сечения показаны на фиг. 3, 4, 5.
На окончательном этапе формоизменения боковые элементы профиля переходного поперечного сечения заготовки раздвигают формообразующими валками и производят формование профиля U-образного поперечного сечения с обжатием 1,0-5,0% при скорости деформации 0,25-0,30 c-1, формируя геометрию профиля (радиус изгиба, высоту и ширину). В результате поперечное сечение круглой медной заготовки принимает вид профиля U-образного поперечного сечения (фиг. 6). Осуществляют этот этап формообразования в закрытом калибре из формообразующих валков прокатной клети с индивидуальным приводом.
Все вышеописанные этапы формообразования следуют друг за другом и осуществляются без "подпора" с минимальным натяжением заготовки между ними.
Устройства, с помощью которых реализуется предлагаемый способ, не являются предметом изобретения, так как формообразующие валки прокатных клетей известны из уровня техники прокатки.
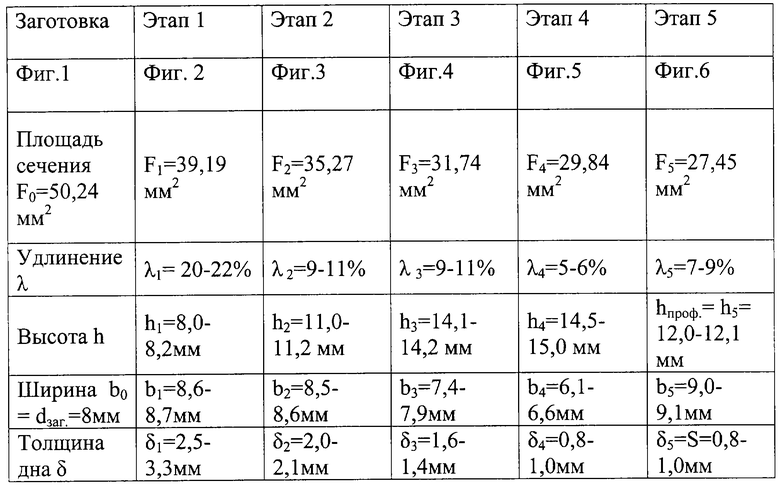
В таблице приведены поэтапные изменения размеров переходных поперечных сечений заготовки, получаемые по предлагаемому способу.
В результате последовательно осуществляемых операций предлагаемого способа прокатки получается медный профиль U-образного поперечного сечения, изготовленный за минимальное количество проходов. Производительность предлагаемого способа составляет 4 -7 м/мин.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ПРОФИЛЯ U-ОБРАЗНОГО ПОПЕРЕЧНОГО СЕЧЕНИЯ | 2001 |
|
RU2196648C1 |
| ПРОКАТНАЯ КЛЕТЬ | 2001 |
|
RU2204448C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПРОФИЛЯ ЖЕЛОБЧАТОЙ ФОРМЫ | 2002 |
|
RU2245750C2 |
| СМЕСЬ ДЛЯ ПОЛУЧЕНИЯ УГЛЕРОДСОДЕРЖАЩИХ БРИКЕТОВ | 2002 |
|
RU2202633C1 |
| ЭЛЕКТРИЧЕСКИЙ РЕЛЬСОВЫЙ СТЫКОСОЕДИНИТЕЛЬ | 2003 |
|
RU2252154C2 |
| УСТАНОВКА ДЛЯ ОБЖИГА СУЛЬФИДНЫХ МАТЕРИАЛОВ | 2001 |
|
RU2195507C1 |
| РУЧНАЯ МОБИЛЬНАЯ УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ГАЛЬВАНИЧЕСКОГО ПОКРЫТИЯ | 2001 |
|
RU2203986C2 |
| АНКЕР ПРОМЕЖУТОЧНОГО РЕЛЬСОВОГО СКРЕПЛЕНИЯ | 2003 |
|
RU2252289C2 |
| АНКЕР РЕЛЬСОВОГО СКРЕПЛЕНИЯ | 2002 |
|
RU2252286C2 |
| УСТРОЙСТВО ДЛЯ ПОДВЕШИВАНИЯ КОНТАКТНОГО ПРОВОДА (ВАРИАНТЫ) | 2002 |
|
RU2222441C1 |

Изобретение относится к обработке металлов давлением, в частности к технологии холодной прокатки цветных металлов и сплавов, и может быть использовано при получении фасонного профиля из медной заготовки. Задача изобретения: повышение производительности способа холодной прокатки профиля U-образного поперечного сечения. Способ холодной прокатки профиля U-образного поперечного сечения осуществляется в несколько этапов в системе формообразующих калибров с поэтапным изменением обжатия поперечного сечения заготовки в направлении, перпендикулярном направлению ее движения. Деформацию заготовки на первом этапе выполняют путем продольного разделения заготовки в виде U-образного вреза по вертикальной оси ее поперечного сечения с образованием боковых элементов профиля при обжатии 55,0-65,0% и скорости деформации 0,3-0,6 с-1. При этом толщина дна поперечного сечения заготовки на первом этапе определяется из условия δ1 = S(1+hпроф/dзаг) мм, где δ1 - толщина дна поперечного сечения заготовки U-образного вреза; dзаг - диаметр заготовки; S - толщина дна готового профиля; hпроф - высота готового профиля. На последующих этапах деформации боковые элементы профиля поперечного сечения заготовки постепенно вытягивают по высоте. На этих этапах деформацию проводят с обжатием 11,6-35,0% при скорости деформации 0,34-0,85 с-1. На окончательном этапе деформации боковые элементы профиля раздвигают до образования профиля U-образного поперечного сечения с обжатием 1,0-5,0% при скорости деформации 0,25-0,30 с-1. Изобретение обеспечивает изготовление профиля за минимальное количество проходов. 4 з.п.ф-лы, 7 ил., 1 табл.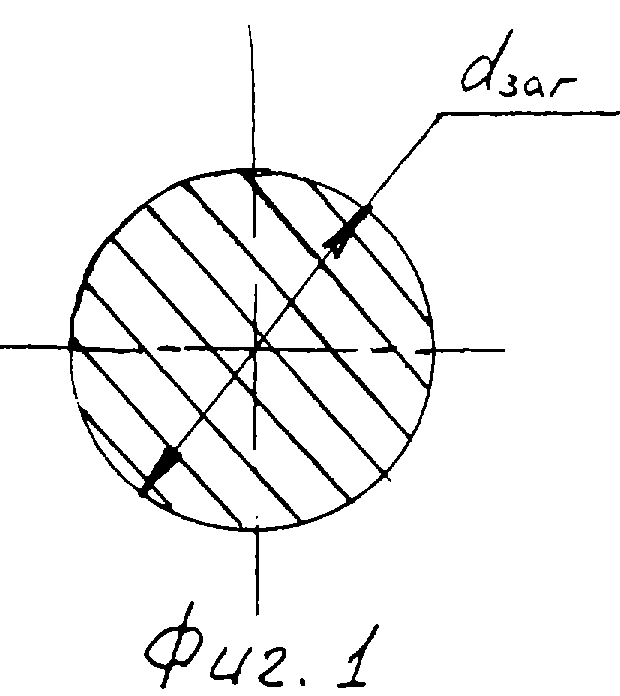
δ1 = S(1+hпроф/dзаг) мм,
где δ1 - толщина дна первого переходного поперечного сечения заготовки U-образного вреза;
dзаг - диаметр заготовки;
S - толщина дна готового профиля;
hпроф - высота готового профиля.
δi = δi-1-(δ1-S)/3,
где δi,δi-1 - толщина дна промежуточного (2, 3, 4) поперечного сечения заготовки;
δ1 - толщина дна первого поперечного сечения заготовки;
S - толщина дна готового профиля U-образного поперечного сечения.
| JRON AND STEEL INST | |||
| Способ и аппарат для получения гидразобензола или его гомологов | 1922 |
|
SU1998A1 |
| СПОСОБ ПРОИЗВОДСТВА ВЫСОКОТОЧНЫХ КОЛЛЕКТОРНЫХ ПРОФИЛЕЙ | 1999 |
|
RU2156666C1 |
| СПОСОБ ПРОИЗВОДСТВА ПРЕЦИЗИОННЫХ ПОЛОСОВЫХ ПРОФИЛЕЙ С ЦЕНТРАЛЬНО РАСПОЛОЖЕННЫМ ЖЕЛОБОМ | 1994 |
|
RU2062670C1 |
| СПОСОБ ПРОКАТКИ ШВЕЛЛЕРОВ | 1991 |
|
RU2019322C1 |
| US 4628718, 16.12.1986. | |||

