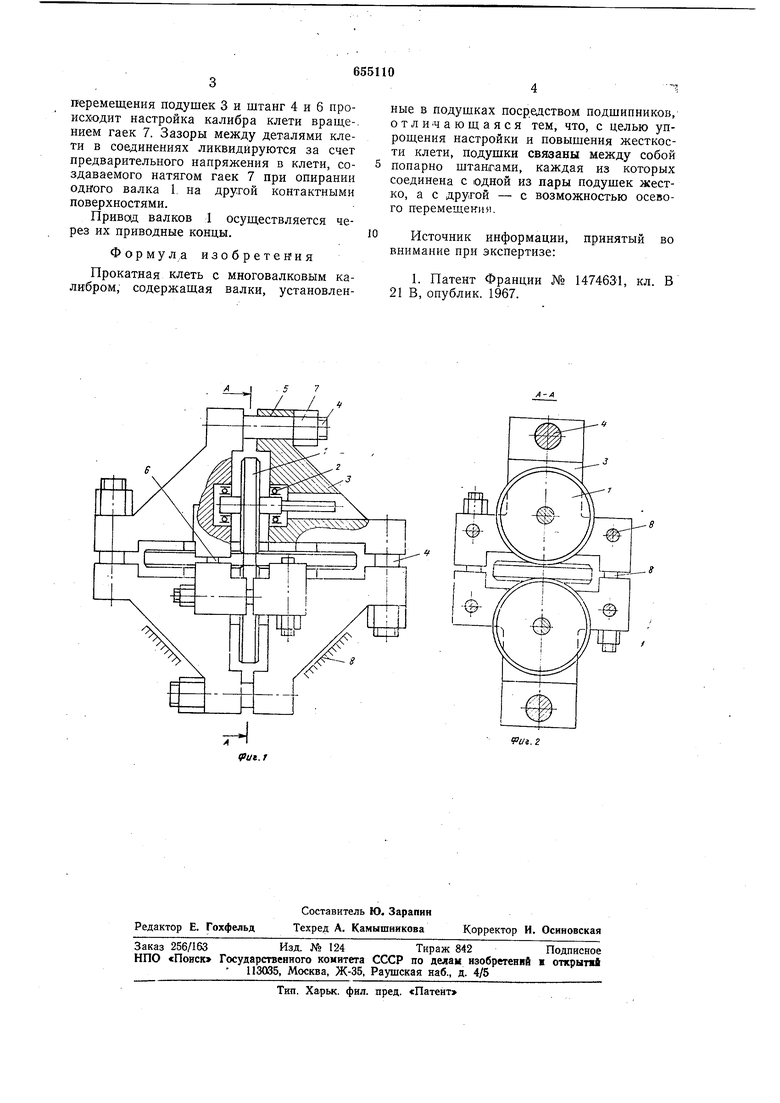
Перемещения подушек 3 и штанг 4 и 6 происходит настройка калибра клети враще-. пнем гаек 7. Зазоры между деталями клети в соединениях ликвидируются за счет предварительного напряжения в клети, создаваемого натягом гаек 7 при опирании одного валка 1 на другой контактными поверхностями.
Привод валков 1 осуществляется через их приводные концы.
Формула изобретения
Прокатная клеть с многовалковым калибром, содержащая валки, установленные в подушках посредством подшипников, отличающаяся тем, что, с целью упрощения настройки и повышения жесткости клети, подушки связаны между собой попарно штангами, каждая из которых соединена с одной из пары подушек жестко, а с другой - с возможностью осевого перемещения.
Источник информации, принятый во внимание при экспертизе:
1. Патент Франции № 1474631, кл. В 21 В, опублик. 1967.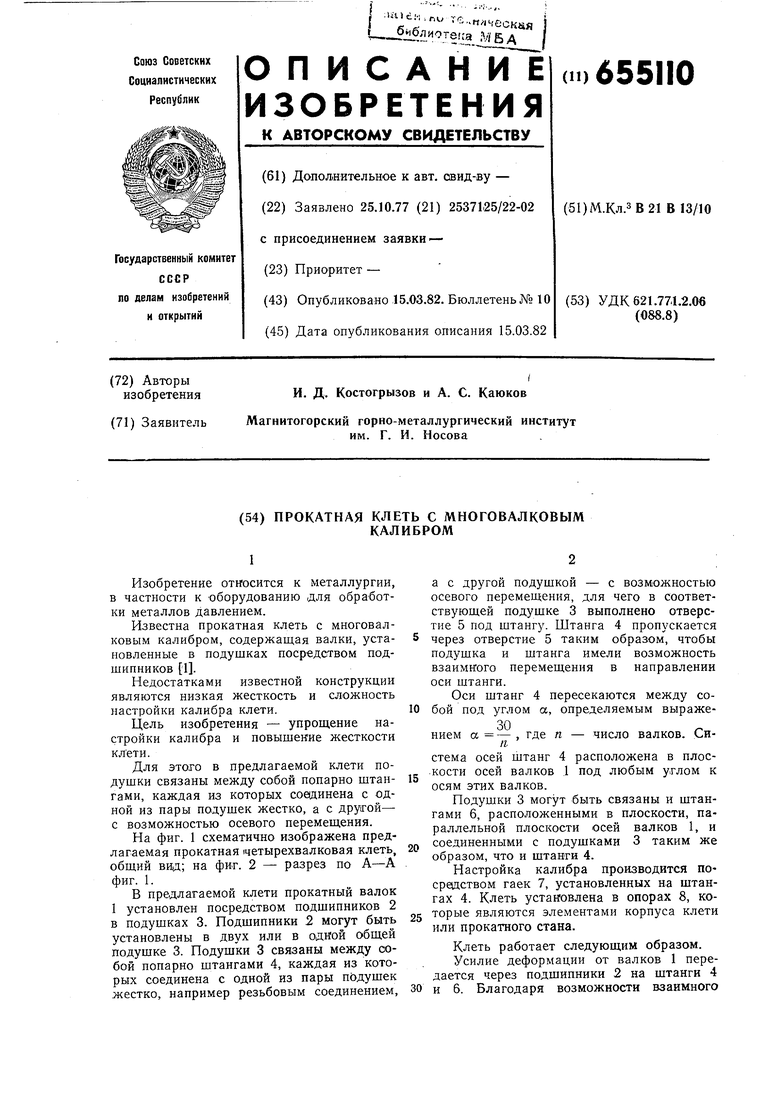
| название | год | авторы | номер документа |
|---|---|---|---|
| СИСТЕМА КАЛИБРОВ ДЛЯ ПРОКАТКИ КРУГЛОГО ПРОФИЛЯ И ПРОКАТНЫЙ СТАН ДЛЯ ПРОКАТКИ КРУГЛЫХ ПРОФИЛЕЙ | 1989 |
|
RU2062672C1 |
| Клеть с многовалковым калибром | 1980 |
|
SU884204A1 |
| Рабочая клеть для прокатки и волочения | 1987 |
|
SU1555001A1 |
| СТАН ШАГОВОЙ ПРОКАТКИ | 2004 |
|
RU2264874C1 |
| Четырехвалковая клеть | 1989 |
|
SU1755975A1 |
| Рабочая клеть для прокатки (волочения) | 1987 |
|
SU1447440A1 |
| Рабочая клеть прокатного стана | 1986 |
|
SU1378962A2 |
| Универсальная клеть бесстанинного типа | 1990 |
|
SU1722630A1 |
| Рабочая клеть прокатного стана | 1988 |
|
SU1533787A1 |
| Рабочая валковая клеть | 1987 |
|
SU1475755A1 |
/)-/)
PUi.Z
