Техническое решение относится к прокатному производству, в частности к способам получения фасонных профилей с использованием прокатных валков, и может быть использовано в условиях процесса получения профиля желобчатой формы из заготовок, имеющих простую форму поперечного сечения, например катанки.
Известен способ получения профиля с использованием прокатных валков, содержащий деформацию поперечного сечения заготовки формоизменяющими поверхностями прокатных валков, при этом задачу заготовки осуществляют через зону деформации задающих валков, которые смещены по линии прокатки и производят предварительную деформацию заготовки (Авт. свид. №498047, МПК В 21 В 1/42, опубл. 1976.01.05.).
При использовании такого способа прокатки металла в планетарных прокатных валках для получения профиля желобчатой формы из заготовки, имеющей отклонения размеров поперечного сечения от идеальной формы по ее длине, нельзя достаточно точно осуществить задачу заготовки в зону деформации прокатных валков. Это вызвано тем, что не представляется возможным максимально приблизить задающие валки к зоне деформации планетарных прокатных валков. В результате этого, возникают затруднения с захватом заготовки первыми планетарными прокатными валками и, как следствие этого, происходит отклонение от правильного положения поперечного сечения заготовки относительно формоизменяющих поверхностей прокатных валков, которое может быть причиной получения недокатов, а также поломки валков и т.д. Поэтому для получения качественного профиля желобчатой формы из заготовки, например катанки, по данному способу необходимо вести постоянный контроль заготовки относительно зоны деформации задающих валков и относительно зоны деформации прокатных валков, что значительно повышает энергоемкость и трудоемкость получения профиля желобчатой формы.
Известен способ получения профилей желобчатой формы, содержащий деформацию формоизменяющими поверхностями прокатных валков поперечного сечения заготовки, при этом задачу заготовки в зону деформации осуществляют с помощью вводных роликовых пропусков, максимально приближенных к зоне деформации по линии прокатки (Тришевский И.С., Клепанда В.В., Литовченко Н.В., “Настройка непрерывных прокатных станов”, издательство “Металлургия”, 1964 г., с.246-253, рис.94).
При таком способе получения профиля желобчатой формы задачу заготовки в зону деформации прокатных валков осуществляют путем прохода заготовки через вводные роликовые пропуски, которые максимально близко подводятся к зоне деформации вдоль линии прокатки. Это позволяет обеспечить максимальную устойчивость прокатываемой заготовки и ее точную задачу при заходе в зону деформации прокатных валков. Однако для получения качественного фасонного профиля необходимо проводить точную и трудоемкую настройку расположенения вводных роликовых пропусков относительно зоны деформации. При этом достаточно быстрый износ вводных роликовых пропусков и, следовательно, изменение размеров их рабочих поверхностей приводит к нарушению настройки и, следовательно, нарушается положение поперечного сечения заготовки в зоне деформации. В результате чего, возможно сваливание заготовки и ее проворачивание относительно формоизменяющих поверхностей прокатных валков. Поэтому приходится систематически останавливать процесс получения профиля желобчатой формы и дополнительно настраивать вводные роликовые пропуски, т.е. не обеспечивается бесперебойность и, следовательно, стабильность процесса получения профиля желобчатой формы. Кроме этого, при использовании такого способа для получения профиля желобчатой формы при воздействии на заготовку в зоне деформации прокатных валков наблюдается максимальное сопротивление деформации металла в ширину, поэтому происходит максимальное увеличение заготовки в длину при минимальном увеличении габаритных размеров поперечного сечения. Таким образом, при использовании известного способа для получения необходимых габаритных размеров поперечного сечения профиля желобчатой формы производятся дополнительные проходы через зоны деформациипрокатных валков, а это увеличивает количество прокатных клетей и затраченное время. Следовательно, процесс получения профиля желобчатой формы известным способом будет иметь высокую энергоемкость, низкие стабильность и производительность.
Наиболее близким по технической сущности и достигаемому эффекту к предлагаемому способу получения профиля желобчатой формы является способ, содержащий задачу в зону деформации заготовки, которую направляют под углом к горизонтальной плоскости со стороны одного из прокатных валков до и/или после этой зоны деформации, при этом угол берут более угла захвата, деформацию формоизменяющими поверхностями прокатных валков поперечного сечения заготовки (Авт. свид. СССР №1731533, В 23 К 20/04, 1989 г.).
Такой способ прокатки обеспечивает получение готового профиля желобчатой формы за минимальное количество проходов через зоны деформации. Этот результат достигается за счет того, что направляют заготовку под углом к горизонтальной плоскости со стороны одного из прокатных валков до и/или после этой зоны деформации. Таким образом, создаются напряжения растяжения (+) на наружных слоях и напряжения сжатия (-) на внутренних слоях, наличие же напряжений сжатия препятствует удлинению заготовки, а наличие напряжений растяжения способствует формированию габаритных размеров (высоты и ширины профиля желобчатой формы). Таким образом, для формирования готового профиля требуется значительно меньше проходов заготовки. Однако при использовании такого способа прокатки достаточно сложно осуществить точную задачу заготовки в зону деформации прокатного валка, т.е. возникают ситуации, когда вертикальная ось поперечного сечения заготовки отклоняется от вертикальной оси калибра, образованного формоизменяющими поверхностями прокатных валков. Следовательно, при осуществлении этого способа также требуется достаточно частая проверка и настройка всех систем прокатных клетей. Кроме этого, требуются дополнительные проходы через зоны деформации для компенсации возникающих при прокатке дефектов профиля, что повышает трудоемкость и энергоемкость процесса, снижает производительность.
Задачей предлагаемого технического решения является разработка способа получения профиля желобчатой формы, обладающего высокой производительностью и стабильностью, низкой энергоемкостью за счет обеспечения точной задачи заготовки в зону деформации путем ориентации ее поперечного сечения относительно формоизменяющей поверхности одного из прокатных валков до зоны деформации и принудительного сопровождения заготовки в зону деформации прокатных валков.
Указанная задача решается следующим образом.
В способе получения профиля желобчатой формы, содержащем задачу в зону деформации заготовки, которую направляют под углом к горизонтальной плоскости со стороны одного из прокатных валков до и/или после этой зоны деформации, при этом угол берут не менее угла захвата, и деформацию формоизменяющими поверхностями прокатных валков поперечного сечения заготовки, предлагается направлять заготовку, оборачивая ее вокруг прокатного валка и пропуская ее через вводный калибр, образованными формоизменяющей поверхностью указанного прокатного валка, и рабочей поверхностью элемента вводного пропуска, например, ролика, причем этим вводным калибром заготовка ориентируется относительно формоизменяющей поверхности этого прокатного валка и удерживается рабочей поверхностью элемента вводного пропуска в этом положении, обеспечивая дальнейшее движение заготовки вместе с указанным прокатным валком до зоны деформации.
Предлагается удерживание заготовки в формоизменяющей поверхности прокатного валка выполнять путем приложения к заготовке усилия, которое превышает силу трения, действующую на заготовку в зоне деформации.
Предлагаемый способ обеспечивает проход заготовки через вводный калибр и позволяет надежно ориентировать заготовку относительно формоизменяющей поверхности прокатного валка, удерживать ее в этом положении еще до зоны деформации прокатных валков. Таким образом, заготовка, правильно установленная относительно формоизменяющей поверхности, принудительно дойдет до зоны деформации прокатных валков вместе с этим прокатным валком, т.е. будет осуществлена ее точная задача. Изменение размеров рабочей поверхностью элемента вводного пропуска, например, ролика, в процессе осуществления предлагаемого способа может компенсироваться достаточно простой настройкой - поджатием элемента вводного пропуска, например, ролика, к формоизменяющей поверхности прокатного валка. В результате исключается проворачивание и смещение поперечного сечения заготовки в зоне деформации относительно формоизменяющих поверхностей. Поэтому получение качественного фасонного профиля по предлагаемому способу осуществляется за минимальное количество проходов заготовки через зоны деформации. Кроме того, в предлагаемом способе увеличивается площадь заготовки, на которой располагаются напряжения растяжения (+) на наружных слоях и напряжения сжатия (-) на внутренних слоях, и уменьшается продольная сила, действующая в зоне деформации на заготовку. В результате этого значительно снижается удлинение заготовки в процессе деформации ее поперечного сечения, и большая часть объема металла при формоизменении поперечного сечения заготовки идет на увеличение габаритных размеров (ширины и высоты поперечного сечения) профиля желобчатой формы. Приложение рабочей поверхностью вводного элемента к заготовке усилия, которое превышает силу трения, действующую на заготовку в зоне деформации, что позволяет увеличить среднее контактное давление на заготовку в зоне деформации. Все эти факторы позволяют сократить количество этапов деформации для получения качественного профиля желобчатой формы необходимого размера. Следовательно, при получении профиля желобчатой формы предлагаемым способом снижается трудоемкость и энергоемкость процесса, повышается его стабильность и производительность.
При проведении поиска по источникам патентной и научно-технической информации не было обнаружено решений, содержащих совокупность предлагаемых признаков, что позволяет сделать вывод о соответствии предлагаемого технического решения критерию “новизна”.
Приведенная совокупность признаков и достигаемый результат не являются очевидными специалисту, следовательно, заявляемое техническое решение обладает критерием “изобретательский уровень”.
Промышленная применимость предлагаемого технического решения видна из описания.
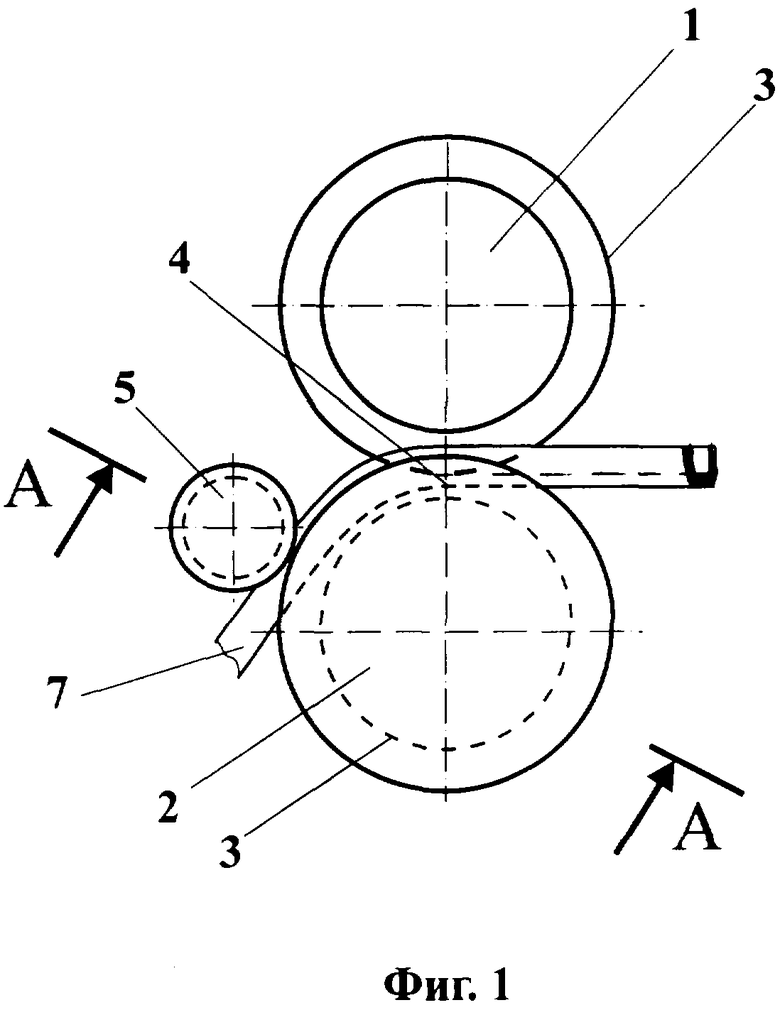
На чертежах представлена схема предлагаемого способа получения профиля желобчатой формы, на примере получения U-образного профиля из медной катанки.
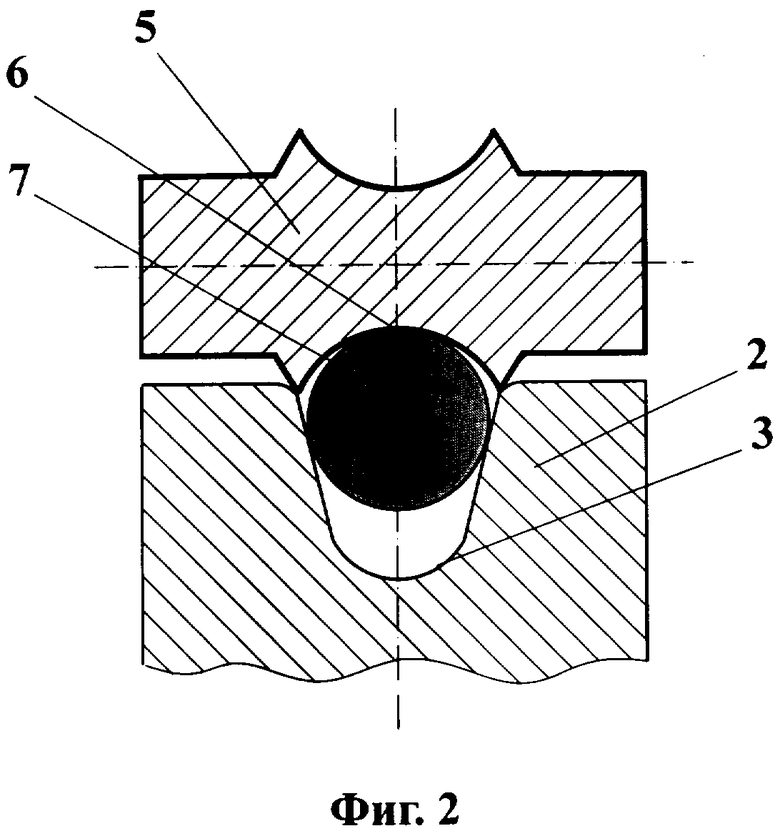
На фиг.1 представлена схема получения U-образного профиля,
на фиг.2 представлена схемы поперечного сечения вводного калибра.
На фиг.1 и 2 показаны прокатные валки 1, 2 и с формоизменяющими поверхностями 3, зона деформации 4, ролик 5 с рабочей поверхностью 6 заготовка 7.
Перед получением U-образного профиля медную катанку (⊘ 8 мм) разматывают и, используя известные способы и механизмы, правят медную катанку в двух плоскостях (вертикальной и горизонтальной). Процесс прокатки проводили в прокатных валках К прокатному валку 2 устанавливают ролик 5, смещая его относительно зоны деформации 4 по образующей этого прокатного валка 2, и образуют вводный калибр. Размеры и форма рабочей поверхности 6 ролика 5 (фиг.2) выполнены соответственно образующей поверхности заготовки 7 и обеспечивают контакт ее границ с формоизменяющей поверхностью 3 прокатного валка 2. Заготовку 7 направляют через вводный калибр, который ориентирует ее и поджимает ее к формоизменяющей поверхности 3 с усилием, превышающим силу трения (?), действующую на заготовку 7 в зоне деформации, и заготовка 7 вместе с прокатным валком 2 движется до зоны деформации 4 прокатных валков 1 и 2, которые своими формоизменяющими поверхностями 3 формируют U-образного профиль необходимых размеров.
Устройства, с помощью которых реализуется предлагаемый способ, не являются предметом изобретения, так как они известны из уровня техники прокатки.
Таким образом, предлагаемый способ получения профиля желобчатой формы обеспечивает получение требуемых размеров профиля за минимальное количество проходов и практически без остановок технологического процесса, что значительно повышает его производительность и снижает трудоемкость и энергоемкость.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ УГЛОВЫХ ПРОФИЛЕЙ НА НЕПРЕРЫВНЫХ СТАНАХ | 1992 |
|
RU2048224C1 |
| Способ прокатки | 1988 |
|
SU1614868A1 |
| СПОСОБ ПРОКАТКИ ПРУТКОВ И ПРОВОЛОКИ НА РЕВЕРСИВНЫХ СТАНАХ И СИСТЕМА ПРОВОДКОВОЙ АРМАТУРЫ ПРОКАТНЫХ КЛЕТЕЙ | 1992 |
|
RU2105619C1 |
| Выводная направляющая проводка | 1982 |
|
SU1045973A1 |
| ВВОДНАЯ РОЛИКОВАЯ КОРОБКА | 2000 |
|
RU2192933C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕДНЫХ ШТАНГ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2201301C2 |
| Система калибров для прокатки шестигранной стали крупных сечений | 1989 |
|
SU1712012A1 |
| УНИВЕРСАЛЬНЫЙ СТАН ПЛЮЩИЛЬНО-ВОЛОЧИЛЬНО-ПРОКАТНЫЙ | 2001 |
|
RU2242301C2 |
| Способ прокатки на непрерывных станах | 1990 |
|
SU1736647A1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2015 |
|
RU2595082C1 |
Использование: Изобретение относится к способам получения фасонных профилей с использованием прокатных валков и может быть использовано для получения профиля желобчатой формы из заготовок, имеющих простую форму поперечного сечения, например, катанки. Сущность: Способ получения профиля желобчатой формы включает задачу в зону деформации заготовки, которую направляют под углом к горизонтальной плоскости со стороны одного из прокатных валков до и/или после этой зоны деформации, при этом угол берут не менее угла захвата, деформацию формоизменяющими поверхностями прокатных валков поперечного сечения заготовки. Заготовку направляют, оборачивая ее вокруг прокатного валка и пропуская ее через вводный калибр, образованный формоизменяющей поверхностью указанного прокатного валка и рабочей поверхностью элемента вводного пропуска, например, ролика, причем этот вводный калибр ориентирует заготовку относительно формоизменяющей поверхности этого прокатного валка и удерживает ее рабочей поверхностью вводного пропуска в этом положении, обеспечивая дальнейшее движение заготовки вместе с указанным прокатным валком до зоны деформации, удерживание выполняют путем приложения к заготовке усилия, которое превышает силу трения, действующую на заготовку в зоне деформации. Изобретение обеспечивает повышение производительности и стабильности, снижение энергоемкости. 1 з.п. ф-лы, 2 ил.
| СПОСОБ ПРОКАТКИ ЖЕЛОБЧАТОЙ ПОЛОСЫ | 2000 |
|
RU2184629C2 |
| СОРТОВОЙ ГОРЯЧЕКАТАНЫЙ ПРОФИЛЬ | 1999 |
|
RU2157283C1 |
| СПОСОБ ШАГОВОЙ ПРОКАТКИ | 1997 |
|
RU2118209C1 |
| СПОСОБ ШАГОВОЙ ПРОКАТКИ | 1991 |
|
SU1802439A1 |
| US 5911939 А, 15.06.1999. | |||

