Изобретение относится к трубному производству и может быть использовано при изготовлении электросварных прямошовных труб.
Такие трубы предварительно формуются в многоклетевом стане, аналогичном профилегибочным станам, путем последовательной подгибки полосовой заготовки до получения замкнутого круглого сечения. Калибры этого стана образованы верхними и нижними валками соответствующей конфигурации. Основные типы калибровок для получения вышеназванных сечений достаточно подробно описаны, например, в книге П.И. Полухина и др. "Прокатное производство". - М.: Металлургиздат, 1960, с.894-898.
Одной из распространенных на существующих трубоэлектросварочных станах калибровок является та, в которой формовка в черновых клетях осуществляется двумя радиусами изгиба: средняя часть формуется достаточно большим радиусом (до 1000 мм), а околокромочные участки полосовой заготовки - радиусами, равными радиусу готовой трубы. При этом образующие бочек верхнего и нижнего валков обычно выполняются с эквидистантными поверхностями.
Известны калибры клетей трубопрофильного стана, образованные валками с ребордами, у которых хорды дуг дна ручья параллельны горизонтальной оси нижнего валка, а дуги скругления в калибрах всех клетей стана выполнены постоянными (см. а.с. СССР 342707, кл. В 21 С 37/06, опубл. 19.07.72 г.). Известен также трубоформовочный стан, у которого балка с неприводными формующими валками расположена между задающей клетью и первой клетью с закрытым калибром, причем неприводные формующие валки установлены в балке с возможностью перемещения в вертикальной плоскости и вдоль продольной оси стана (см. а.с. СССР 381443, кл. В 21 С 37/06, опубл. 23.10.73 г.).
Недостатком известных калибров трубных станов является возможность травмирования поверхностей формуемой трубы и валков вследствие значительной разницы линейных скоростей заготовки и инструмента по высоте калибра.
Наиболее близким аналогом к заявляемому объекту является калибр, приведенный в книге В.М. Друяна. "Производство сварных труб". - М.: "Металлургия", 1980, с.165 и рис. 73 (тип II калибров).
Этот открытый формующий калибр образован установленными с зазором верхним и нижним валками, и образующие их бочек выполнены с переменными радиусами по ширине калибра, меньшие из которых (по краям калибра) равны радиусу готовой трубы. Недостатком такой конструкции калибра также является значительная разница скоростей заготовки и валков по высоте калибра, что приводит к травмированию трубы и к повышенному износу валков, образующих калибр.
Технической задачей предлагаемого изобретения является повышение износостойкости черновых формующих валков стана и сокращение трудозатрат на производство.
Для решения указанной задачи в открытом формующем калибре, образованном установленными с зазором S верхним и нижним валками с переменными диаметрами по ширине симметричного калибра и с криволинейной образующей разных радиусов кривизны у бочки верхнего валка, меньший из которых r равен внутреннему радиусу формуемой трубы, нижний валок выполнен в средней части его бочки с цилиндрической проточкой и с криволинейными образующими радиуса r+S на краях бочки, при этом ширина проточки равна расстоянию между точками сопряжения дуг разных радиусов образующей бочки верхнего валка, а расстояние от дна проточки до бочки этого валка по средней линии калибра равно S+(8...10) мм и диаметры нижнего валка в плоскостях, проходящих через середины его криволинейных образующих, равны диаметру верхнего валка по средней линии калибра.
Сущность заявляемого технического решения заключается в оптимизации формы чернового калибра, в котором осуществляются подгибка краевых элементов полосовой заготовки и изгиб по достаточно большому радиусу (в пределах 9,5.. .12,5 радиусов формуемой трубы), что обеспечивает благоприятные условия формовки в аспекте максимального уменьшения взаимного проскальзывания заготовки и инструмента.
Действительно, как показали предварительные эксперименты по замеру линейных скоростей валков и движущейся полосы в различных точках по ширине двух первых калибров формовочного стана трубоэлектросварочного агрегата "40-140", равенство линейных скоростей наблюдалось лишь на средней линии бочки верхнего валка (т. О - см. чертеж) и вблизи тт. А' и В' у нижнего валка. Таким образом, по большей части ширины калибра, взятого в качестве ближайшего аналога (см. выше), происходит взаимное проскальзывание поверхностей металла и инструмента, что вызывает ускоренный износ валков и травмирует поверхность металла (появление продольных рисок, недопустимых на внешней поверхности труб).
В предлагаемом же калибре, как показала опытная его проверка (см. ниже), сохраняется равенство линейных скоростей в т.О и наблюдается такое явление на середине криволинейных элементов нижнего валка (в тт. С и Е). Так как большая часть длины бочки нижнего валка калибра выполнена с цилиндрической проточкой - заготовка и этот валок контактирует только по дугам его криволинейных элементов, где скорости металла и инструмента (ввиду небольшой протяженности образующих этих элементов) близки друг другу, что значительно снижает вероятность травмирования металла и повышает износостойкость валков.
Предлагаемый калибр (его продольное сечение в осевой плоскости валков) схематично показан на чертеже.
Калибр образован установленными с зазором S (обычно он равен номинальной толщине заготовки) верхним 1 и нижним 2 валками. Образующая бочки верхнего валка выполнена двумя радиусами: середина бочки - радиусом R, а ее края - радиусом r, равным внутреннему радиусу формуемой трубы, причем R>>r; точки сопряжения дуг этих радиусов - А и В. Бочка нижнего валка имеет проточку 3 шириной вп, равной расстоянию между тт. А и В бочки верхнего валка. Расстояние от дна проточки до т.О этого валка h=S+(8...10) мм.
Такой "запас" глубины проточки сделан для того, чтобы при переточке криволинейных элементов 4 нижнего валка (по износу) на меньший диаметр всегда гарантировалось отсутствие касания заготовкой дна проточки. Образующие краевых элементов 4 представляют собой дуги радиуса r+S, соответствующие центральному углу ~45o (т.е. длина этих дуг lg≈2π(r+S)/8).
Диаметр D верхнего валка по средней линии уу калибра равен диаметрам нижнего валка в тт. С и Е криволинейных его образующих. Общая ширина калибра Вк равна проекции ширины изогнутого сечения формуемой полосы на горизонталь.
При заходе заготовки в рассматриваемый калибр ее края захватываются валками и подгибаются вверх с образованием дугообразных кромок, а средняя часть заготовки, контактирующая с верхним валком, изгибается вниз по радиусу R. Для уменьшения износа ("сколов") нижнего валка в тт. А' и В' внутренние ребра проточки следует выполнять закругленными.
Опытную проверку заявляемого калибра осуществляли на формовочных станах трубоэлектросварочных агрегатов "40-140" и "10-60" ООО "Профиль-ГП" Магнитогорского меткомбината. С этой целью открытые калибры двух первых (черновых) клетей стана имели конструкцию, схематично показанную на чертеже. Результаты опытов оценивали по степени износа валков этих клетей через определенное количество сформованной заготовки в калибрах с различными основными параметрами, а также визуально оценивали качество поверхности готовых труб.
Наибольшую износостойкость валков при удовлетворительном качестве готовых труб показали предлагаемые калибры.
Уменьшение ширины вп проточки, ниже рекомендуемой величины, а также изменение местоположения тт. С и Е, соответствующих диаметру D, сокращали рабочую кампанию валков на 5...40%, а увеличение ширины проточки приводило к ухудшению захвата полосовой заготовки валками и к их пробуксовкам. К ускоренному износу валков (по "сколам") приводило отсутствие закруглений на внутренних гранях проточек.
При h<[S+(8. ..10)мм] уменьшалось количество возможных переточек по износу нижнего валка, т.е. сокращалась длительность его рабочей кампании, а увеличение h вызывало недопустимое ослабление прочности среднего цилиндрического элемента этого валка. Износостойкость верхнего валка уменьшалась на 7...35% при несовпадении положения диаметра D с т.О.
Было также проведено сравнение работоспособности предлагаемого калибра и известного, взятого в качестве ближайшего аналога (см.выше). Износостойкость валков у последнего была в среднем в 1,6 раза ниже при отсортировке по качеству поверхности до 2% готовых труб.
Таким образом, опыты подтвердили приемлемость заявляемого технического решения для достижения поставленной цели и его преимущества перед известным объектом.
По данным центральной лаборатории контроля Магнитогорского меткомбината использование рекомендуемого калибра при изготовлении прямошовных электросварных труб повысит износостойкость валков черновых формующих клетей примерно на 50% и сократит затраты на производство почти на 15%.
Пример конкретного выполнения
Открытый черновой калибр (см. чертеж) для формовки труб с наружным диаметром 159 мм и толщиной стенки S=5 мм имеет размеры: R=999 мм; r=77 мм; D= 250 мм; вп=372,5 мм; Bк=481,4 мм; α ≅ 45°.
Величина R=S+9=14 мм.
Ширина заготовки (по середине толщины): Bз=2π(z+0,5S)=2π•79,5=499,5 мм.
Внутренние ребра проточки (тт. А' и В') закруглены радиусом 5 мм.
| название | год | авторы | номер документа |
|---|---|---|---|
| СИСТЕМА КАЛИБРОВ ТРУБОФОРМОВОЧНОГО СТАНА | 2008 |
|
RU2360755C1 |
| СИСТЕМА КАЛИБРОВ ПРОФИЛЕГИБОЧНОГО СТАНА | 1995 |
|
RU2085316C1 |
| ВАЛОК ТРУБОФОРМОВОЧНОГО СТАНА | 2002 |
|
RU2228811C1 |
| СИСТЕМА КАЛИБРОВ ПРОФИЛЕГИБОЧНОГО СТАНА | 2003 |
|
RU2236925C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1997 |
|
RU2113307C1 |
| СИСТЕМА КАЛИБРОВ ПРОФИЛЕГИБОЧНОГО СТАНА | 2004 |
|
RU2261152C1 |
| СИСТЕМА КАЛИБРОВ ПРОФИЛЕГИБОЧНОГО СТАНА | 1996 |
|
RU2096099C1 |
| СИСТЕМА КАЛИБРОВ ДЛЯ ПРОИЗВОДСТВА ГНУТЫХ КОРЫТНЫХ ПРОФИЛЕЙ | 1997 |
|
RU2114712C1 |
| ИНСТРУМЕНТ ДЛЯ ПРОФИЛЕГИБОЧНОГО СТАНА | 1993 |
|
RU2039621C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТОГО ПРОФИЛЯ | 1995 |
|
RU2085315C1 |
Изобретение относится к обработке металлов давлением, в частности к производству тонкостенных электросварных прямошовных труб. Задача, решаемая изобретением, - повышение износостойкости черновых формующих валков стана и сокращение трудозатрат на производство. Открытый формующий калибр трубоэлектросварочного стана образован установленными с зазором S верхним и нижним валками с переменными диаметрами по ширине симметричного калибра и с криволинейной образующей разных радиусов кривизны у бочки верхнего валка, меньший из которых r равен внутреннему радиусу формуемой трубы. Нижний валок выполнен в средней части его бочки с цилиндрической проточкой и с криволинейными образующими радиуса r+S на краях бочки, при этом ширина проточки равна расстоянию между точками сопряжения дуг разных радиусов образующей бочки верхнего валка, а расстояние от дна проточки до бочки этого валка по средней линии калибра равно S+(8. ..10) мм и диаметры нижнего валка в плоскостях, проходящих через середины его криволинейных образующих, равны диаметру верхнего валка по средней линии калибра. Изобретение обеспечивает снижение вероятности травмирования металла, повышение износостойкости валков. 1 ил.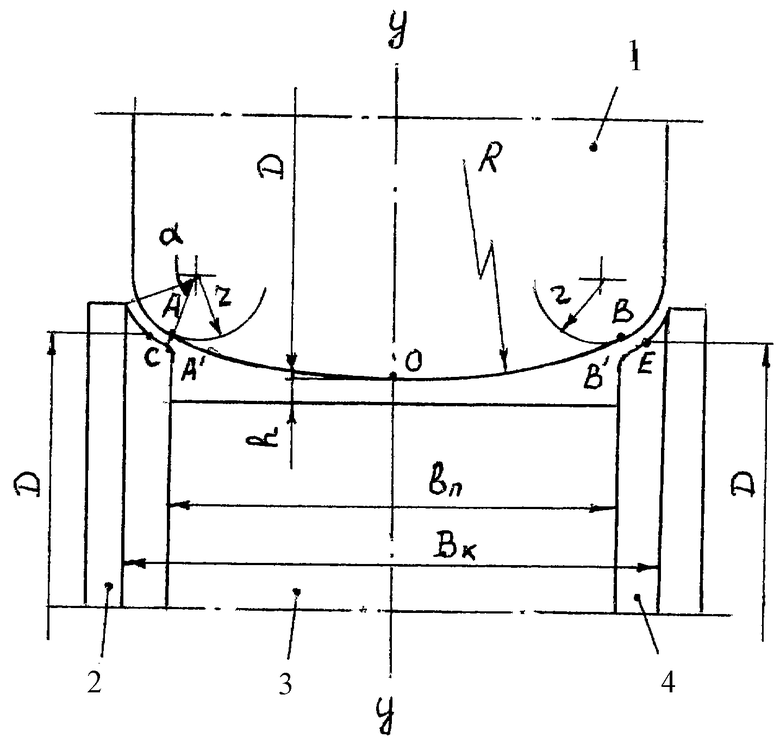
Открытый формующий калибр трубоэлектросварочного стана, образованный установленными с зазором S верхним и нижним валками с переменными диаметрами по ширине симметричного калибра и с криволинейной образующей разных радиусов кривизны у бочки верхнего валка, меньший из которых r равен внутреннему радиусу формуемой трубы, отличающийся тем, что нижний валок выполнен в средней части его бочки с цилиндрической проточкой и с криволинейными образующими радиуса r+S на краях бочки, при этом ширина проточки равна расстоянию между точками сопряжения дуг разных радиусов образующей бочки верхнего валка, а расстояние от дна проточки до бочки этого валка по средней линии калибра равно S+(8. . . 10) мм и диаметры нижнего валка в плоскостях, проходящих через середины его криволинейных образующих, равны диаметру верхнего валка по средней линии калибра.
| ДРУЯН В.М | |||
| Производство сварных труб | |||
| - М.: Металлургия, 1980, с.165, рис.73 | |||
| Способ производства электросварных труб | 1986 |
|
SU1310060A1 |
| СПОСОБ НЕПРЕРЫВНОЙ ФОРМОВКИ ТРУБНОЙ ЗАГОТОВКИ | 1987 |
|
SU1624783A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЯМОШОВНЫХ ЭЛЕКТРОСВАРНЫХ ТРУБ | 1994 |
|
RU2056961C1 |
| Устройство для автоматического вождения мобильного агрегата по светоконтрастной программе | 1974 |
|
SU695598A1 |

