Изобретение относится к промышленности стройматериалов, в частности к способам изготовления фильерных пластин в устройствах для получения волокна из расплавов термопластичных материалов, например стекла.
Устройства для получения волокна из термопластичных материалов (стеклоплавильные аппараты (сосуды), питатели и т.д.), как правило, представляют собой малогабаритные электропечи сопротивления изготовленные из сплавов на основе платины, включающие корпус, фильерную пластину, ограничивающую его снизу, и токоподводы.
В корпусе устройств происходит термическая подготовка расплава, а на выходе фильер-трубок длиной 3÷5 мм, внутренним диаметром 1÷3 мм и толщиной стенок 0,2÷1 мм создаются необходимые условия для формования волокон. Количество фильер в различных типах устройств колеблется от 100 до 2000-4000. Фильерные пластины больших габаритов, как правило, выполняют сборными из фильерных секций с промежуточными ребрами жесткости, снижающими деформацию от ползучести в процессе эксплуатации стеклоплавильных устройств.
Известны способы изготовления фильерных узлов стеклоплавильных устройств, включающие получение перфорированной пластины, в каждое отверстие которой вставляют трубчатые заготовки (фильеры), и сварку для герметичного соединения пластины со стенками фильер. При этом могут использоваться как различные способы сварки плавлением (плазменная, электронно-лучевая, лазерная (см. , например, патент РФ 2040494, С 03 B 37/09, 1992), так и диффузионная (твердофазная) сварка (патент США 4461191, НКИ 76/107 S, 1984).
Недостатком этих способов является их низкая производительность. Кроме того, в сварном шве, выполненном сваркой плавлением, разрушается структура жаропрочных дисперсно-упрочненных материалов, используемых для изготовления фильерных пластин, что приводит к снижению эксплуатационных характеристик последних. Использование же диффузионной сварки существенно ограничивает плотность фильерного поля из-за технологически необходимого опорного фланца на фильерах, что неблагоприятно сказывается на габаритах фильерных пластин и, следовательно, экономичности устройств.
Известен также способ изготовления фильерных пластин, основанный на операциях формования на заготовке методом штамповки выступов металла и последующей глубокой вытяжки участков с выступами металла в фильеры (Loewenstein K. L. The Manufacturing Technology of Continuous Glass Fibers., ESPC, New York, 1973, p.95-97). При этом формование выступов реализуется путем обжима заготовки пуансоном на матрице с отверстиями, расположение которых соответствует расположению фильер на фильерной пластине. Металл заготовки под действием пуансона утоняется над плоской поверхностью матрицы и концентрируется в ее отверстиях.
Недостатком этого способа является низкая производительность - шаг, с которым продвигается матрица с заготовкой при формовании выступов относительно пуансона, не должен быть большим (как правило, 2-3 мм). В противном случае, поскольку при обжиме металл "течет" во все стороны, сдвиг уже обжатого металла относительно матрицы и сформированных в ее отверстиях выступов, может привести к отрыву последних от заготовки. Кроме того, выступы металла на заготовке получаются несимметричными: высота конуса в направлении обжима заготовки больше, чем с противоположной стороны.
При дальнейшей обработке это приводит к разнотолщинности фильер, повышенному износу и разрушению рабочих инструментов для вытяжки. В связи с этим приходится оплавлять выступы с использованием сварочного оборудования для придания им симметричной формы, что также снижает производительность способа.
Наиболее близким по технической сущности и достигаемому результату является способ изготовления фильерных секций устройств для получения волокон из расплава термопластичных материалов (патент США 3514841, НКИ 228-155, 1970), включающий формование выступов металла на заготовке фильерной пластины, наплавку дополнительного металла или сплава на каждый выступ для увеличения его высоты (объема) и штамповку из металла выступов с наплавкой фильер. Причем операцию формования выступов (получения рельефа, повторяющего расположение фильер на фильерной пластине) предлагается вести одним из трех способов:
- обжим заготовки пуансоном на поверхности матрицы с отверстиями (подобно тому, как в описанном выше аналоге);
- обжим заготовки прокаткой на матрице с отверстиями (формовка выступов аналогична предыдущему варианту, но роль пуансона выполняют ролики);
- обжим заготовки на плоской поверхности пуансоном с несколькими рядами отверстий (металл заготовки утоняется до требуемой толщины, а участки под отверстиями в пуансоне становятся несколько толще, чем исходная толщина заготовки).
Недостатком данного способа является его значительная трудоемкость, так как указанные выше варианты не позволяют получить обжимом заготовки выступы достаточного объема для формования штамповкой необходимых размеров фильер. Следствие этого - введение операции наплавки дополнительного металла на каждый сформованный выступ.
Еще одним недостатком прототипа является необходимость применения при его осуществлении массивных дорогостоящих матриц из инструментальной легированной стали с точно расположенными отверстиями (до 2000 и более). Известно, что при операциях вытяжки заготовка фильерной пластины увеличивается в размерах (растет расстояние между периодично расположенными фильерными рядами), причем эти изменения зависят от конфигурации фильер, свойств материала, технологических переходов, состояния рабочих инструментов и т.д. Таким образом, при изменении одного из параметров (а также в случаях, когда требуется изменить период расположения фильерных рядов или увеличить их число) возникает необходимость в изготовлении новых матриц с соответствующими изменениями в расположении рядов отверстий и учетом того, чтобы конечные размеры фильерной пластины не выходили за рамки установленных допусков.
Задачей настоящего изобретения является повышение производительности, снижение материалоемкости и расширение технологических возможностей способа изготовления фильерных секций и пластин.
Поставленная задача решается тем, что в известном способе изготовления фильерных пластин и секций устройств для получения волокна из термопластичных материалов, включающем формование выступов металла на заготовке фильерной пластины путем обжима заготовки на плоской поверхности пуансоном с отверстиями и штамповку фильер, формование выступов производится с пуансоном с одинарным или сдвоенным рядом отверстий и шагом штамповки не менее (S+d)/2+(T-t),
где S - ширина пуансона;
d - ширина поля отверстий на пуансоне;
Т - начальная толщина заготовки;
t - толщина фильерной секции (пластины),
причем предпочтительно шаг штамповки для формования выступов должен быть в пределах от (S+d)/2+(T-t) до S.
Технический результат достигается тем, что каждый шаг обжима заготовки пуансоном происходит в эквивалентных условиях: металл, обжимаясь частями пуансона без отверстий, перетекает как к его центру (в область отверстий), так и на периферию. За счет этого формируются практически симметричные выступы металла на заготовке фильерной пластины (секции), размер которых определяется степенью деформации заготовки при обжиме. Количество шагов обжима и, следовательно, фильерных рядов на фильерной секции или пластине лимитируется только размерами заготовок и возможностями устройств, подающих заготовки в рабочее пространство штампа. Причем величина шага и, следовательно, период расположения выступов (фильерных рядов) может оперативно изменяться в указанных выше пределах без замены пуансона.
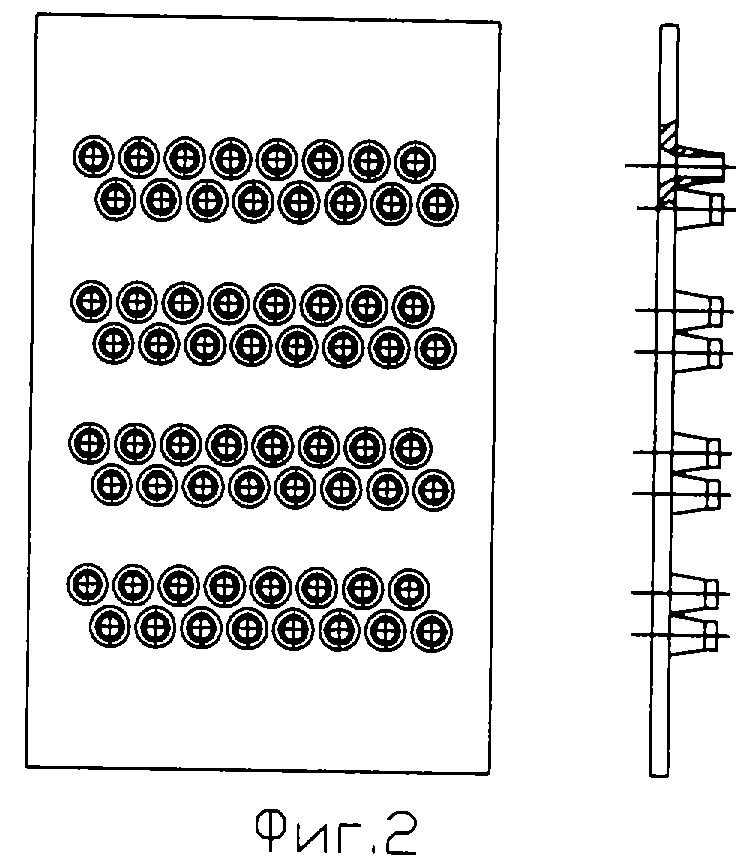
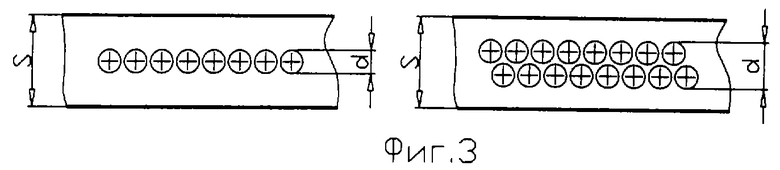
Фильеры на фильерной пластине (секции) обычно группируются в поперечные одинарные (фиг. 1) или сдвоенные ряды (фиг.2), а период расположения рядов фильер составляет от 8 до 16 мм. Вид пуансонов со стороны отверстий для получения соответствующих заготовок с выступами показан на фиг.3. Ширина S пуансона для обжима определяется периодом расположения выступов на заготовке и величиной деформации заготовки при штамповке, а диаметр и расположение отверстий - геометрическими параметрами матрицы для последующей вытяжки фильер.
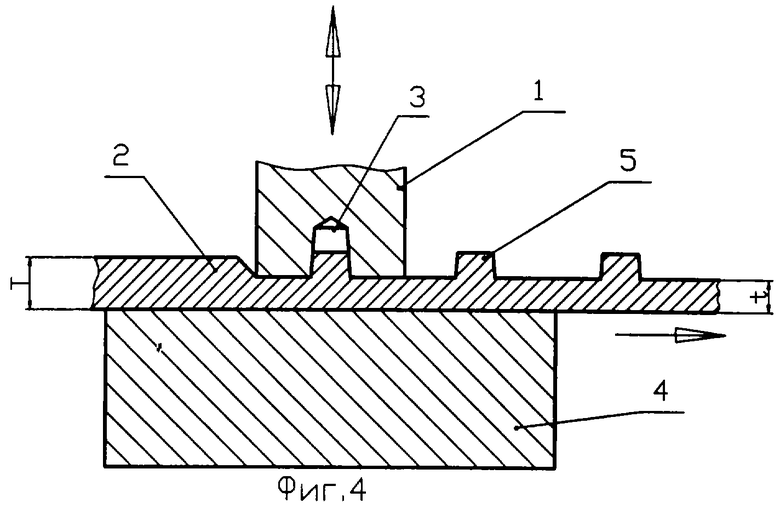
На фиг. 5 и 6 иллюстрируются возможности изменения периода расположения выступов на обжатой заготовке фильерной секции без замены пуансона (за счет изменения шага штамповки G в пределах от [(S+d)/2+(T-t)] до S в тех случаях, когда необходима постоянная толщина фильерной пластины. При рабочем ходе пуансона 1 (1' - положение пуансона в момент предыдущего шага обжима заготовки) вниз происходит обжим заготовки 2 с начальной толщины Т до t, при этом металл заготовки проникает в отверстия пуансона 3, образуя выступы 4. Видно, что при шаге штамповки G менее [(S+d)/2+(T-t)] поле отверстий пуансона оказывается над уже обжатой поверхностью заготовки после первого и последующих шагов, и при рабочем ходе пуансона вниз соответственно формируются усеченные выступы металла, из которых не удается получить фильеры необходимых геометрических параметров.
При шаге штамповки G более S на заготовке фильерной секции остаются участки большей толщины, чем в области, примыкающей к выступам (фиг.7). Такие участки могут служить элементами, повышающими жесткость фильерной пластины в условиях ползучести, либо могут быть при дальнейшей обработке обжаты до необходимой толщины.
Пример 1. Пластину из сплава ПлРд20 толщиной Т=1,8 мм и размером 60 х 270 мм помещают в штамп, включающий нижнюю рабочую плиту, пуансон со сдвоенным рядом отверстий и автоматическое устройство для подачи заготовки.
Размеры пуансона: длина (в направлении перпендикулярном направлению штамповки) с учетом крепежных отверстий 100 мм, ширина S 11 мм, высота 11 мм. На поверхности пуансона, обращенной к нижней рабочей плите, расположены 24 (12+12) отверстия диаметром 3,4 мм с шагом в направлении длины пуансона 3,9 мм, межосевое расстояние отверстий по ширине пуансона 3,5 мм. Таким образом, ширина d поля отверстий составляет 6,9 мм.
С помощью гидравлического пресса при ходе пуансона вниз производят обжим заготовки до толщины t=1,3 мм и формование выступов, при этом захваты подающего устройства перемещаются на величину шага штамповки G=9 мм. При ходе пуансона вверх происходит подача заготовки подающим устройством на величину шага G. Далее цикл штамповки повторяют 34 раза и получают заготовку с 816 выступами, из которых на специальном штампе методом вытяжки и объемной штамповки формируют фильеры. В результате получают 816-фильерную пластину с длиной фильерного поля (расстояние между осями крайних фильер) 317 мм и периодом расположения сдвоенных фильерных рядов 9,5 мм.
Пример 2. Пластину из сплава ПлРд20 толщиной Т 1,8 мм и размером 60 х 270 мм помещают в штамп, включающий нижнюю рабочую плиту, пуансон со сдвоенным рядом отверстий и автоматическое устройство для подачи заготовки.
Пуансон - тот же, что и в примере 1.
Производят обжим заготовки до толщины t 1,3 мм и формование выступов, при этом захваты подающего устройства перемещаются на величину шага G штамповки 10,5 мм. При ходе пуансона вверх происходит подача заготовки подающим устройством на величину шага G. Далее цикл штамповки повторяют 17 раз, осуществляют подачу заготовки на шаг G1 15 мм и вновь повторяют 17 циклов обжима заготовки с шагом G. Из заготовки с 816 выступами на специальном штампе формируют фильеры. В результате получают 816-фильерную пластину с длиной фильерного поля (расстояние между осями крайних фильер) 373 мм, периодом расположения фильерных рядов - 11 мм и увеличенным межфильерным промежутком по центру.
Таким образом, для штамповки различных фильерных пластин (примеры 1 и 2) потребовался один пуансон с габаритными размерами 100 х 11 х 11 мм и 24 отверстиями. Для штамповки тех же фильерных пластин по известному способу, применяемому в настоящее время в промышленности, необходимы различные матрицы из инструментальной стали с габаритами порядка 400•70•20 мм и 816-ю отверстиями, выполненными с высокой точностью как по конфигурации, так и по расположению.
Технико-экономический эффект от использования изобретения выражается в повышении производительности в 1,2-1,5 раза, снижении материалоемкости и трудоемкости изготовления технологической оснастки в и расширении технологических возможностей способа изготовления фильерных пластин (секций).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ БАЛЛОНОВ ВЫСОКОГО ДАВЛЕНИЯ | 2002 |
|
RU2223161C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНИЧЕСКИХ СЕПАРАТОРОВ КРУПНОГАБАРИТНЫХ ПОДШИПНИКОВ | 2002 |
|
RU2226136C2 |
| ШТАМП | 2003 |
|
RU2243052C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУТОИЗОГНУТОГО УГОЛЬНИКА | 2013 |
|
RU2545980C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЕТКИ РИФЛЕЙ НА ВНУТРЕННЕЙ ПОВЕРХНОСТИ ОБОЛОЧКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2591904C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ КОРПУСОВ ПЕРЕМЕННОГО СЕЧЕНИЯ | 2011 |
|
RU2461436C1 |
| СТЕКЛОПЛАВИЛЬНОЕ УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ СТЕКЛОВОЛОКНА | 2000 |
|
RU2171235C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК В ВИДЕ ПОЛУСФЕРЫ С ГОРЛОВИНОЙ | 2012 |
|
RU2484915C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНИЧЕСКИХ ДЕТАЛЕЙ | 1994 |
|
RU2070467C1 |
| Способ утолщения краевого участка листовой заготовки и штамп для его осуществления | 1990 |
|
SU1784347A1 |



Изобретение относится к способам изготовления фильерных пластин в устройствах для получения волокна из расплавов термопластичных материалов. Формование выступов металла на заготовке ведется ее обжимом на плоской поверхности пуансоном с одинарным или сдвоенным рядом отверстий и определенным шагом штамповки. Повышается производительность, снижается металлоемкость и расширяются технологические возможности. 1 з.п. ф-лы, 7 ил.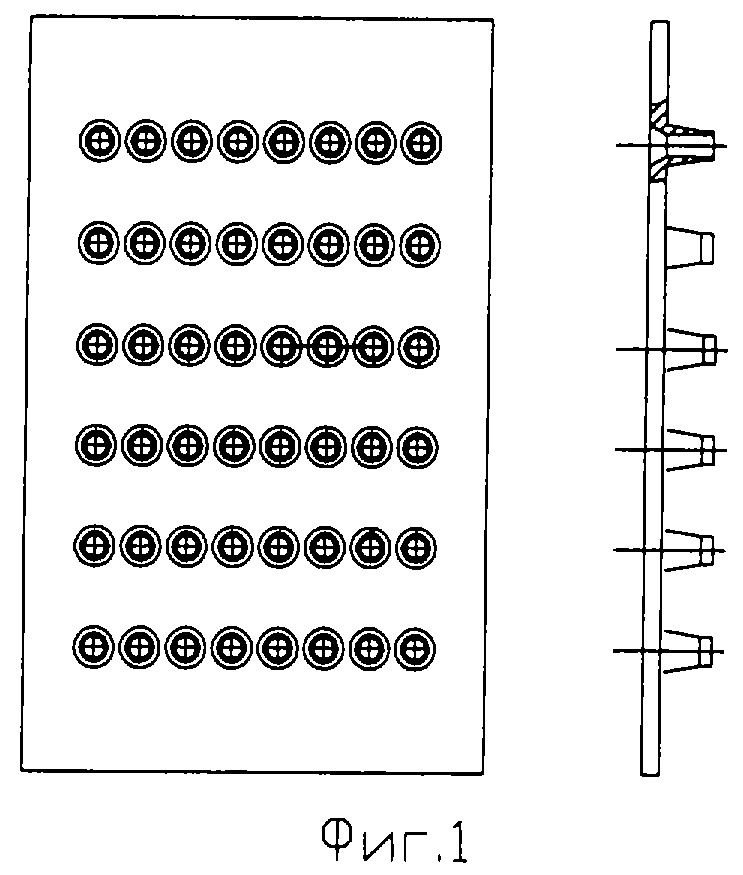
[(S+d)/2+(T-t)] ,
где S - ширина пуансона;
d - ширина поля отверстий на пуансоне;
Т - начальная толщина заготовки;
t - толщина фильерной пластины.
| US 3514841, 02.06.1970 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ С МЕСТНЫМИВЫСТУПАМИ | 0 |
|
SU179264A1 |
| Устройство для радиоурографии | 1975 |
|
SU526351A1 |
| СУДОХОДНЫЙ ШЛЮЗ | 1994 |
|
RU2089705C1 |
