Изобретение относится к области обработки металлов давлением, в частности к устройствам для получения сильфонов или изделий с гофрами на цилиндрических поверхностях.
Известно устройство для формирования радиальногофрированных труб сильфонного типа, содержащее разъемную по оси матрицу, на внутренней поверхности которой выполнены выступы и впадины, повторяющие профиль сильфона, и пуансон, боковые поверхности которого снабжены кольцевыми пазами с расположенными в них эластичными формующими элементами, связанными радиальными и осевыми каналами с источником давления. Пуансон выполнен неподвижным и снабжен осевым отверстием, в котором установлен цилиндрический шток, с возможностью возвратно-поступательного движения. Осевой канал расположен в штоке и имеет возможность последовательного сообщения с радиальными каналами через кольцевую выточку, выполненную на боковой поверхности штока. Количество эластичных формующих элементов равно количеству впадин на матрице, (заявка на изобретение RU №99119030 “Устройство для формования радиальногофрированных труб сильфонного типа” МПК B 21 D 15/10, 26/02 опубл. 10.07.2001). Недостатком известного устройства является его сложность.
Известно устройство для штамповки эластичной средой. Устройство состоит из жесткого пуансона, установленного на подштамповой плите, эластичной матрицы, состоящей из цилиндрической части, помещенной в контейнер, и подпоров. При этом в матрице образуется полость, глубина которой превышает высоту пуансона на величину h=(1,2...1,3)S, где S - толщина материала заготовки. Пуансон снабжен штифтами для фиксации заготовки, (Патент RU №2089313 “Устройство для штамповки эластичной средой” МПК B 21 D 22/10 опубл. 10.09.97). На известном устройстве нельзя получить сильфоны.
Наиболее близким к заявляемому техническому решению относится штамп для вытяжки коробчатых изделий (Патент RU №2090288 “Штамп для вытяжки коробчатых изделий” МПК B 21 D 22/10 опубл. 20.09.97). Штамп для вытяжки коробчатых изделий содержит эластичную матрицу, пуансон, снабженный вкладышами с рабочей поверхностью. Также штамп содержит прижим с рабочим отверстием, а на рабочей поверхности каждого вкладыша выполнено кольцевое углубление, при этом на боковых сторонах пуансона выполнены пазы для размещения в них вкладышей. На известном штампе, как и на предыдущем, нельзя получить сильфоны.
Задачей, решаемой предполагаемым изобретением является разработка устройства, которое позволит получить сильфоны с повышенным качеством и требующее наименьшее число переходов операций штамповки.
Технический результат, полученный при использовании предлагаемого изобретения, заключается в получении сильфонов за один переход, что значительно повышает производительность труда в процессе штамповки сильфонов при повышении их качества.
Для решения поставленной задачи в предлагаемом устройстве, как и в известном, содержащем эластичную матрицу, составной пуансон, снабженный вкладышами, образующими рабочую поверхность, согласно изобретению предлагается вкладыши выполнить в виде сегментов, зафиксировать их относительно центрального стержня и между собой коническими штифтами или клиньями.
С целью уменьшения числа переходов операции штамповки гофров сильфонов и повышения их качества предлагается производить обжим заготовки на составном (легко разбираемом) пуансоне, имеющим конфигурацию сильфона. При обжиме штампуемой заготовки на пуансон по сравнению с раздачей ее в матрицу в принципе меняется напряженно-деформированное состояние заготовки, так как при обжиме ее на пуансон материал растягивается в направлении оси сильфона и сжимается в перпендикулярном (в окружном) направлении, в то время как при раздаче в матрицу материал заготовки растягивается в обоих направлениях. Для сильфонов с невысокими гофрами относительное удлинение материала вдоль оси при его деформировании близко по величине относительному удлинению в окружном направлении и поэтому при раздаче заготовки в матрицу они суммируются, и получается весьма большая величина, требующая большого количества переходов операции штамповки. В случае обжатия заготовки по пуансону напряжения, действующие в указанных направлениях, имеют разные знаки и взаимно компенсируются, что дает возможность штамповать сильфон за значительно меньшее число переходов по сравнению с раздачей заготовки в матрицу. Обжим заготовки на пуансон сопровождается сложностью снятия сильфона после штамповки. Предложенная конструкция пуансона, а именно, выполнение вкладышей в виде сегментов, зафиксированных относительно центрального стержня и между собой коническими штифтами или клиньями, позволяют обеспечить отделение отштампованного сильфона от пуансона.
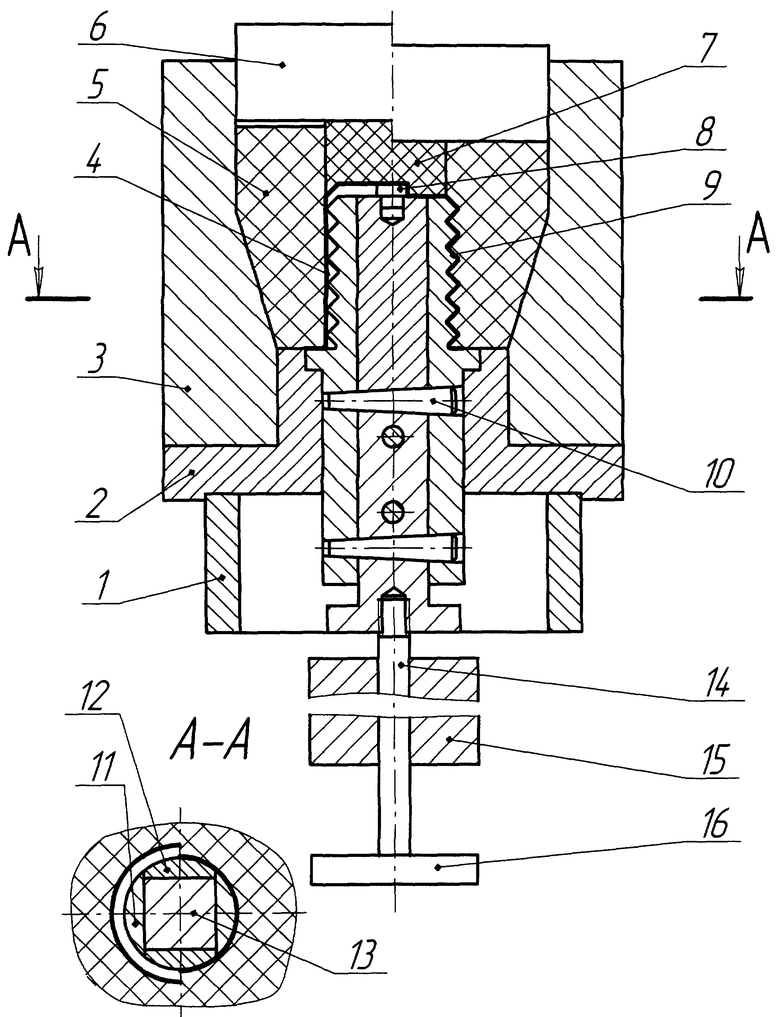
На рисунке 1 представлен штамп. Слева от осевой линии указан штамп, детали которого занимают положение до формообразования, а справа от осевой линии указан штамп, детали которого занимают положение после формообразования гофров сильфона, где: 1 - поддон, 2 - опора, 3 - контейнер, 4 - штампуемая заготовка, 5 -полиуретановая обойма, 6 - упор, 7 - полиуретановый стержень, 8 - вставка, 9 - отштампованный сильфон, 10 - конический штифт, 11 - сегмент, 12 - вкладыш, 13 - центральный стержень, 14 - подвес, 15 - груз, 16 - наковальня подвеса.
Процесс штамповки протекает следующим образом. Штампуемая заготовка 4 устанавливается на пуансон, состоящий из вставки 8, двух сегментов 11, двух вкладышей 12 и центрального стержня 13, зафиксированных между собой четырьмя коническими штифтами 10. На пуансон надеваются штампуемая заготовка в виде колпачка 4, полиуретановая обойма 5 и полиуретановый стержень 7. Пуансон в сборе (8, 10, 11, 12, 13) совместно со штампуемой заготовкой 4 и полиуретановой обоймой 5 устанавливают в контейнер 3, имеющий коническую полость. Полученную сборку устанавливают на опору 2 и поддон 1, а сверху устанавливается упор 6. Сборка ставится на стол гидравлического пресса. Посредством надавливания ползуном гидравлического пресса на упор 6 усилием 30 тонн, штампуется сильфон 9 за счет давления полиуретана (обоймы 5 и стержня 7) на заготовку. Снятие отштампованного сильфона осуществляется следующим образом.
Сборный пуансон вместе с отштампованным сильфоном извлекается из контейнера 3 и полиуретановой обоймы 5, а также из опоры 2, после чего в нижнее центральное резьбовое отверстие разборного пуансона ввинчивается подвес 14 с грузом 15. После снятия с разборного пуансона четырех конических штифтов 10 посредством ударов груза 15 о наковальню подвеса 16, центральный стержень 13 разборного пуансона вынимается из окружающих его сегментов 11 и вкладышей 12, после чего сначала смещаются к центру, затем извлекаются из отштампованного сильфона вкладыши 12, а затем сегменты 11.
Предложенное устройство позволяет сократить число переходов получения сильфонов до минимума, что позволило повысить производительность труда. При этом улучшено качество сильфонов за счет уменьшения разнотолщинности их стенок.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ШТАМПОВКИ ТОНКОСТЕННЫХ КОЛЬЦЕВЫХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2428271C2 |
| УСТРОЙСТВО ДЛЯ ШТАМПОВКИ ДЕТАЛЕЙ ИЗ ЛИСТОВЫХ ЗАГОТОВОК | 2001 |
|
RU2211740C2 |
| СПОСОБ ГЛУБОКОЙ ВЫТЯЖКИ ДЕТАЛЕЙ ИЗ ТОНКОЛИСТОВЫХ ЗАГОТОВОК И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2007 |
|
RU2408447C2 |
| СПОСОБ ГЛУБОКОЙ ВЫТЯЖКИ | 2003 |
|
RU2245207C1 |
| СПОСОБ ГЛУБОКОЙ ВЫТЯЖКИ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2367536C1 |
| СПОСОБ ГЛУБОКОЙ ИМПУЛЬСНОЙ ВЫТЯЖКИ ДЕТАЛЕЙ | 2001 |
|
RU2242318C2 |
| СПОСОБ ГЛУБОКОЙ ВЫТЯЖКИ | 1993 |
|
RU2091190C1 |
| УСТРОЙСТВО ДЛЯ ШТАМПОВКИ | 2003 |
|
RU2255826C2 |
| ШТАМП ДЛЯ РАЗДАЧИ ПОЛЫХ ЗАГОТОВОК | 1991 |
|
RU2083307C1 |
| Способ изготовления полых изделий | 1989 |
|
SU1722656A1 |
Изобретение относится к области обработки металлов давлением, в частности к устройствам для получения сильфонов или изделий с гофрами на цилиндрических поверхностях. Штамп содержит эластичную матрицу и составной пуансон, снабженный вкладышами, образующими рабочую поверхность. Вкладыши выполнены в виде сегментов, зафиксированных относительно центрального стержня и между собой коническими штифтами или клиньями. В результате обеспечивается получение сильфонов за один переход штамповки, повышается производительность труда и качество сильфонов. 1 ил.
Штамп, содержащий эластичную матрицу и составной пуансон, снабженный вкладышами, образующими рабочую поверхность, отличающийся тем, что вкладыши выполнены в виде сегментов, зафиксированных относительно центрального стержня и между собой коническими штифтами или клиньями.
| ШТАМП ДЛЯ ВЫТЯЖКИ КОРОБЧАТЫХ ИЗДЕЛИЙ | 1992 |
|
RU2090288C1 |
| Штамп для формовки трубчатыхзАгОТОВОК | 1978 |
|
SU795634A1 |
| Штамп для изготовления раздачей сосудов | 1982 |
|
SU1053928A2 |
| RU 1823261 А1, 20.07.1996 | |||
| US 3443409 А, 13.05.1969 | |||
| 0 |
|
SU288705A1 | |
