Настоящее изобретение относится к системам распределительных трубопроводных сетей для транспортировки сжатого сжиженного природного газа, более конкретно к таким системам, в которых трубы и другие составные части изготовлены из сверхпрочной низколегированной стали, содержащей менее 9 вес.% никеля и обладающей прочностью на разрыв свыше около 830 МПа и температурой перехода из вязкого состояния в хрупкое ниже чем около -73oС.
В приведенном ниже описании используются различные термины. Для удобства непосредственно перед формулой изобретения приведены определения этих терминов.
Многие источники природного газа расположены в отдаленных районах, находящихся на большом расстоянии от коммерческих рынков сбыта природного газа. В ряде случаев используется трубопровод для подачи природного газа на коммерческий рынок сбыта. Когда транспортировка газа по трубопроводу к рынку сбыта невыгодна с экономической точки зрения, полученный природный газ перед транспортировкой перерабатывают, получая сжиженный природный газ. Сжиженный природный газ обычно транспортируют при помощи специальных танкеров, а затем хранят и переводят в газообразное состояние на импортных терминалах в районе мест сбыта. Оборудование, используемое для сжижения, транспортировки, хранения и приведения в газообразное состояние природного газа, обычно является достаточно дорогостоящим; типичный проект по поставке сжиженного природного газа может стоить от 5 до 10 миллиардов долларов США, включая расходы на разработку месторождения. Типичный "основной" проект по поставке сжиженного природного газа требует наличия месторождения природного газа минимальной мощностью около 280 Гм3, а потребителями сжиженного газа обычно являются крупные муниципальные предприятия. Часто месторождения природного газа, разведанные в отдаленных районах, меньше чем 280 Гм3. Даже для месторождений природного газа с минимальным объемом 280 Гм3 требуются очень долгосрочные вложения, рассчитанные на 20 лет или более, т.е. для того, чтобы с выгодой перерабатывать, хранить и транспортировать природный газ в сжиженном состоянии нужны поставщик сжиженного природного газа, предприятие, осуществляющее его транспортировку, и потребитель сжиженного природного газа, представляющий собой муниципальное предприятие. Если потенциальные потребители сжиженного природного газа имеют альтернативный источник газа, такой как газ, подаваемый по трубопроводу, то обычная цепочка поставки сжиженного природного газа часто оказывается неконкурентоспособной.
Обычный завод по производству сжиженного природного газа производит сжиженный природный газ при температуре около -162oС и атмосферном давлении. Типичный поток природного газа поступает на завод по производству сжиженного природного газа под давлением от около 4830 кПа до около 7600 кПа при температурах от около 21oС до около 38oС. Для того, чтобы понизить температуру природного газа до очень низкой температуры на выходе, которая составляет от около -162oС в обычной двухэтапной установке для производства сжиженного газа, необходимо израсходовать 350000 лошадиных сил-час на охлаждение. В процессе переработки для получения сжиженного природного газа из природного газа необходимо удалять воду, двуокись углерода, серосодержащие соединения, такие как сероводород, другие кислые газы, n-пентан и тяжелые углеводороды, включая бензол, доводя их содержание до миллионных долей, иначе эти соединения будут замерзать, закупоривая оборудование. В обычной установке для получения сжиженного природного газа требуется применять оборудование для обработки газа, обеспечивающее удаление двуокиси углерода и кислых газов. Оборудование для обработки, газа обычно использует процессы химической очистки и/или физической очистки с регенерацией растворителя, для чего необходимы значительные капиталовложения. Эксплуатационные расходы также будут высокими относительно эксплуатационных расходов по другому оборудованию, применяемому на установке. Для удаления паров воды требуются сушилки, такие как молекулярные сита. Колонны для промывки газов и оборудование для фракционирования используются для удаления углеводородов, которые имеют тенденцию вызывать закупорку. В обычной установке для получения сжиженного природного газа удаляют также ртуть, поскольку она может вызывать разрушение оборудования, изготовленного из алюминия. Кроме того, после получения сжиженного природного газа из него удаляют большую часть азота, поскольку азот не будет оставаться в жидкой фазе в процессе транспортировки обычного сжиженного природного газа, а присутствие паров азота в резервуарах со сжиженным природным газом в пункте назначения крайне нежелательно.
Резервуары, трубопроводы и другое оборудование, применяемое в обычной установке для производства сжиженного природного газа, обычно изготовлено, по меньшей мере, частично из алюминия или никелевой стали (например, с 9 вес. % никеля), что позволяет обеспечить необходимую прочность к образованию трещин при исключительно низких температурах, применяемых при подготовке газа к транспортировке. Дорогостоящие материалы с хорошей прочностью к образованию трещин при низких температурах, включая алюминий и никелевую сталь (например, с 9 вес.% никеля), обычно используют не только в установках для получения сжиженного природного газа, но и для изготовления газохранилищ для сжиженного природного газа на кораблях и терминалах.
На типичном судне для транспортировки сжиженного природного газа используются крупногабаритные резервуары сферической формы, которые называют сферическими резервуарами Мосса, в которых сжиженный природный газ хранят при транспортировке. Такие суда в настоящее время стоят свыше 230 миллионов долларов США каждое. Для реализации типичного проекта получения сжиженного природного газа на Ближнем Востоке и транспортировки его на Дальний Восток может потребоваться от 7 до 8 таких судов на общую сумму от около 1,6 до 2,0 миллиарда долл. США.
Как видно из сказанного выше, существует потребность в создании более экономичной системы переработки, хранения и транспортировки сжиженного природного газа к рынку сбыта, чтобы отдаленные месторождения природного газа могли более эффективно конкурировать с альтернативными источниками энергии. Кроме того, требуется система, обеспечивающая возможность коммерческого использования небольших отдаленных месторождений природного газа, использование которых в противном случае является экономически нецелесообразным. Кроме того, нужна более экономичная система газификации и распределения газа, чтобы сжиженный природный газ стал более привлекательным для некрупных потребителей.
Соответственно основными задачами настоящего изобретения являются следующие: создать более экономичную систему переработки, хранения и транспортировки сжиженного природного газа из отдаленных месторождений к рынкам сбыта и значительно снизить пороговый объем месторождения и рынка сбыта, который требуется для обеспечения экономической целесообразности проекта поставки сжиженного природного газа. Один из путей решения этих задач состоит в том, что производят переработку сжиженного природного газа при более высоких давлениях и температурах, чем в обычных установках для производства сжиженного природного газа, т.е. при давлении, превышающем атмосферное, и температурах свыше -162oС. Хотя общая концепция переработки, хранения и транспортировки сжиженного природного газа при повышенном давлении и температуре уже обсуждалась в специальных публикациях, эти публикации в целом посвящены изготовлению транспортных резервуаров из никелевой стали (например, 9 вес. % никеля) или алюминия, причем хотя оба материала и обладают требуемыми конструктивными свойствами, тем не менее они являются очень дорогими. Например, на стр. 162-164 книги "NATURAL GAS BY SEA The development of a New Technology", опубликованной издательством Witherby&Co. Ltd., первое издание в 1979 г., второе - 1993 г., Роджер Ффукс описывает переоборудование судна "Sigalpha" компании "Liberty" для перевозки либо среднесжиженного газа под давлением 1380 кПа и -115oС, или сжатого природного газа, находящегося под давлением 7935 кПа и при температуре -60oС, (-75oF). Г-н Ффукс указывает на то, что несмотря на техническую обоснованность, ни одна из этих двух концепций не нашла "покупателей" - главным образом из-за высокой стоимости хранения. Согласно публикации, на которую ссылается г-н Ффукс, для работы со сжатым природным газом, т.е. при -60oС, ставилась цель использовать низколегированную сталь, подлежащую сварке и улучшенную закалкой и отпуском, которая обладает хорошей прочностью (760 кПа) и хорошей стойкостью к образованию трещин в рабочих условиях (см. "A new process for the transportation of natural gas" by R. J. Brocker, International LNG Conference, Chicago, 1968). В данной публикации также указано, что сплав алюминия оказался самым дешевым материалом для работы со сжатым природным газом, т.е. при значительно более низких температурах в -115oС. Также г-н Ффукс на стр.164 своей работы говорит о конструкции "Ocean Phoenix Transport", работающей при намного более низком давлении в около 414 кПа, где применялись резервуары, которые можно изготовить из сплава стали с 9 вес.% никеля или из алюминиевого сплава; автор снова говорит о том, что эта концепция не смогла предоставить достаточные технические или финансовые преимущества, необходимые для внедрения проекта. См. также (i) патент США 3298805, где описано использование стали с содержанием никеля в 9 вес.%, или высокопрочного алюминиевого сплава для изготовления резервуаров для транспортировки сжатого природного газа; и (ii) патент США 4182254, где описаны резервуары из стали с содержанием никеля 9 вес.% или аналогичной стали, применяемых для транспортировки сжиженного природного газа при температурах от -100oС до -140oС и давлении от 4 до 10 атмосфер (т.е. от 407 кПа до 1014 кПа) в патенте США 3232725 описана транспортировка природного газа в плотной фазе в жидком состоянии при температуре -62oС или в некоторых случаях -68oС и под давлением, по меньшей мере, на 345 кПа выше давления, при котором газ закипает при рабочих температурах, при использовании резервуаров, изготовленных из материалов, таких как сталь с содержанием никеля 1-2%, которая была подвергнута закалке и отпуску с тем, чтобы ее предел прочности на разрыв приближался к 830 МПа; (iv) "Marine Transportation of LNG at Intermediate Temperature" CME March 1979, by C.P. Bennett, в которой обсуждаются результаты изучения транспортировки сжиженного природного газа под давлением 3,1 МПа и при температуре -100oС, при использовании резервуара для хранения газа, изготовленного из стали с 9% Ni или 3,5% Ni, которую подвергли закалке и отпуску, причем стенки резервуара имели толщину 24,1 см.
Несмотря на то что такие концепции обсуждались в специальной литературе, в настоящее время не осуществляется переработка, хранение и транспортировка сжатого сжиженного природного газа под давлением, значительно превышающем атмосферное, и при температуре, значительно выше чем -162oС. Вероятно такая ситуация сложилась из-за того, что до настоящего времени нет доступной экономичной системы переработки, хранения, транспортировки и распределения сжиженного природного газа при таком давлении и температуре.
Никелевая сталь, обычно используемая для конструкций, эксплуатируемых при криогенной температуре, например сталь с содержанием никеля свыше около 3 вес. %, имеет низкую температуру перехода из вязкого состояния в хрупкое (показатель ударной вязкости), но также она обладает относительно низкой прочностью на разрыв. Промышленность выпускает стали с содержанием никеля 3,5 вес. %, 5,5 вес.% и 9 вес.%, которые имеют температуру перехода из вязкого состояния в хрупкое около -100oС, -155oС и -175oС соответственно и прочность на разрыв до около 485 МПа, 620 МПа, и 830 МПа соответственно. Чтобы добиться таких сочетаний прочности и ударной вязкости, стали этого рода обычно подвергают дорогостоящей обработке, например двойному отжигу. Для конструкций, используемых при криогенных температурах, в современной промышленности используют именно эти никелевые стали, поскольку они обладают хорошей ударной вязкостью при низких температурах, но при этом приходится решать проблемы, возникающие из-за относительно низкой прочности на разрыв этих сталей. Конструкции, изготовленные из этих сталей, обычно должны иметь очень большую толщину для того, чтобы выдерживать нагрузку при криогенных температурах. Таким образом, применение таких никелевых сталей в конструкциях, подвергающихся нагрузке при криогенных температурах, требует значительных расходов, которые объясняются высокой стоимостью стали и необходимостью использовать сталь большой толщины.
Пять одновременно находящихся на рассмотрении заявок на патенты США (заявки на сжатый сжиженный природный газ), каждая из которых имеет название "Усовершенствованная система переработки, хранения и транспортировки сжиженного природного газа", описывают резервуары и танкеры для хранения и транспортировки морем сжатого сжиженного природного газа в широком диапазоне от около 1035 кПа до около 7590 кПа и при температурах в широком диапазоне от около -123oС до около -62oС. Самая последняя заявка из числа заявок на сжатый сжиженный природный газ имеет приоритет от 14 мая 1998 г. и номер заявки 60/085467 в Патентном ведомстве США по патентам и товарным знакам. Первая из указанных заявок по сжатому сжиженному природному газу имеет приоритет от 20 июня 1997 г. и номер заявки 60/050280 в Патентном ведомстве США по патентам и товарным знакам. Вторая из указанных заявок по сжатому сжиженному природному газу имеет приоритет от 28 июля 1997 г. и номер заявки 60/053966 в Патентном ведомстве США по патентам и товарным знакам. Третья из указанных заявок по сжатому сжиженному природному газу имеет приоритет от 19 декабря 1997 г. и номер заявки 60/068226 в Патентном ведомстве США по патентам и товарным знакам. Четвертая из указанных заявок по сжатому сжиженному природному газу имеет приоритет от 30 марта 1998 г. и номер заявки 60/079904 в Патентном ведомстве США по патентам и товарным знакам. Однако эти заявки по сжатому сжиженному природному газу не описывают системы распределительных трубопроводных сетей для транспортировки сжатого сжиженного природного газа.
Сжиженный природный газ и другие криогенные жидкости, например жидкий кислород, жидкий водород и жидкий гелий, обычно транспортируют грузовиками от центральных установок для переработки газа до конечных потребителей. Жидкий азот транспортируют в пределах университетских кампусов и учебных корпусов, например, по системам распределительных трубопроводных сетей. Спрос на сжиженный природный газ, в частности, в последние годы вырос из-за того, что природный газ при сгорании дает мало выбросов. Хотя природный газ обычно подается по системе распределительных трубопроводных сетей, в настоящее время не существует систем распределительных трубопроводных сетей для сжатого сжиженного природного газа. Подача природного газа в виде сжатого сжиженного природного газа по сравнению со сжиженным природным газом представляет ряд преимуществ для конечного пользователя, поскольку транспортировка сжатого сжиженного природного газа будет более экономичной, если создать экономичную систему транспортировки и подачи сжатого сжиженного природного газа. Кроме того, по сравнению со сжатым природным газом более высокая плотность сжатого сжиженного природного газа позволяет обеспечить поставку большей массы продукта или энергии при одинаковом объеме.
Углеродистые стали, которые обычно используются для создания промышленных систем распределительных трубопроводных сетей для текучих сред, таких как природный газ, не обладают достаточной стойкостью к образованию трещин при криогенных температурах, т.е. температурах ниже около -40oС. Другие материалы, обладающие лучшей, чем углеродистая сталь, стойкостью к образованию трещин при криогенных температурах, например вышеуказанные никелевые стали (3,5 вес.% Ni - 9 вес.% Ni) с прочностью на разрыв до около 830 МПа, алюминий (Al-5083 или Al-5085) или нержавеющая сталь, традиционно использовались для строительства систем распределительных трубопроводных сетей, которые подвергаются воздействию криогенных температур. Также могут быть использованы специальные материалы, такие как сплавы титана, и специальные композитные материалы из ткани из стекловолокна, пропитанной эпоксидными смолами. Эти материалы являются дорогими и поэтому их использование делает проекты нецелесообразными с экономической точки зрения. Такие недостатки по экономическим соображениям не позволяют использовать производимые в настоящее время материалы для строительства систем распределительных трубопроводных сетей для транспортировки сжатого сжиженного природного газа. Разработка резервуаров, необходимых для транспортировки морем сжатого сжиженного природного газа, которые описаны в заявках на сжиженный природный газа под давлением, в сочетании с современными возможностями переработки сжатого сжиженного природного газа, делают разработку систем распределительных трубопроводных сетей актуальной для того, чтобы транспортировка по суше сжатого сжиженного природного газа стала более привлекательной с экономической точки зрения, а также для того, чтобы сделать реальной транспортировку сжиженного природного газа и других криогенных жидкостей.
Наличие более экономичного источника природного газа, транспортируемого и распределяемого в виде жидкости, позволит добиться значительного расширения возможностей применения природного газа в качестве топлива. Ниже приведено краткое описание существующих и разрабатываемых видов применения природного газа в качестве источника энергии, которые значительно выиграют, если будет создана более экономичная система наземной транспортировки и подачи природного газа, такая как система распределительных трубопроводных сетей.
Сжиженный природный газ обычно транспортируют грузовиками, когда необходимо доставить топливо в отдаленные районы, где нет инфраструктуры подачи природного газа. Кроме того, местные условия все чаще делают транспортировку сжиженного природного газа более выгодной, чем подача газа по трубопроводам. Аляскинская газовая компания разработала проект стоимостью 200 миллионов долл. США для удаленных электростанций на сжиженном природном газе в семнадцати округах юго-восточной Аляски. Компания также предполагает перевозить грузовиками сжиженный природный газ на 480 км от установки для производства сжиженного природного газа в Кук Инлет до Фэрбенкса, начиная с ноября 1997 г. В восточной Аризоне проведенный недавно анализ технической осуществимости проекта показал, что поставка сжиженного природного газа к отдаленным станциям подачи сжиженного природного газа является выгодным с экономической точки зрения решением для нескольких изолированных населенных пунктов, не имеющих доступа к газопроводам. Таковы новые тенденции в крупномасштабной транспортировке сжиженного природного газа и его использовании, причем использование сжиженного природного газа может существенно вырасти, особенно при повышении экономичности систем транспортировки. Новейшая технология сжатого сжиженного природного газа может сделать экономически целесообразным использование сжатого сжиженного природного газа в качестве топлива при условии, что будут созданы более экономичные способы наземной транспортировки сжатого сжиженного природного газа, такие как системы распределительных трубопроводных сетей.
Далее расширяется использование "портативных трубопроводов" - транспортируемых систем "сжиженный газ/испаритель" для обеспечения непрерывной подачи газа. Это позволяет газовым компаниям избегать перерывов в подаче газа, связанных с обслуживанием газопроводов, и продолжать подачу газа потребителям в периоды пиковой нагрузки, такие как холодное зимнее время, во время аварий подземных газопроводов, технического обслуживания газопроводов и т.п. В зависимости от конкретного вида применения испаритель сжиженного природного газа может быть установлен на стратегически важном участке системы подачи природного газа и, когда того потребуют рабочие условия, автомобили с цистернами со сжиженным природным газом осуществляют подвозку газа к испарителю. В настоящее время, насколько нам известно, не существует систем распределительных трубопроводных сетей для сжатого сжиженного природного газа для транспортировки сжатого сжиженного природного газа вместо сжиженного природного газа к таким испарителям, чтобы обеспечить дополнительную подачу газа во время пиковой нагрузки.
И, наконец, ряд ведущих импортеров сжиженного природного газа в Азии полагают, что сжиженный природный газ имеет огромный потенциал в качестве топлива для транспортных средств (до 20% всего импортируемого газа). Системы распределительных трубопроводных сетей для транспортировки сжиженного природного газа к автозаправочным станциям могут представлять собой наиболее экономичный вариант доставки газа в некоторых условиях. В частности, в отсутствии инфраструктуры для подачи газа экономичная система распределительных трубопроводных сетей может сделать подачу сжатого сжиженного природного газа более привлекательной с экономической точки зрения.
Экономичные системы распределительных трубопроводных сетей для транспортировки сжатого сжиженного природного газа позволят обеспечить конкурентоспособность отдаленных газовых месторождений в сопоставлении с альтернативными источниками энергии.
Таким образом, конкретная задача настоящего изобретения состоит в том, чтобы создать экономичные системы распределительных трубопроводных сетей для подачи сжиженного природного газа при повышенном давлении и при температурах, превышающих температуры в обычных системах сжиженного природного газа. Еще одна задача настоящего изобретения состоит в том, чтобы создать такие системы распределительных трубопроводных сетей, в которых трубы и другие составные части системы изготовлены из материалов, обладающих достаточной прочностью и стойкостью к образованию трещин для того, чтобы в них мог находиться сжатый сжиженный природный газ.
В соответствии с поставленными задачами предложены системы распределительных трубопроводных сетей для транспортировки сжатого сжиженного природного газа под давлением в диапазоне от около 1035 кПа до около 7590 кПа и при температурах в диапазоне от около -123oС до около -62oС. Системы распределительных трубопроводных сетей согласно настоящему изобретению содержат трубы и другие составные части системы, которые изготовлены из материалов, включающих сверхпрочную низколегированную сталь, содержащую менее 9 вес.% никеля и обладающую достаточной прочностью и стойкостью к образованию трещин для того, чтобы удерживать сжиженный природный газ под давлением. Сталь обладает сверхвысокой прочностью, например прочностью на разрыв (в соответствии с определением, приведенным в настоящем тексте) свыше 830 МПа и температурой перехода из вязкого состояния в хрупкое ниже чем около -73oС.
Краткое описание чертежей.
Преимущества настоящего изобретения будут более понятны из приведенного ниже подробного описания изобретения и сопроводительных чертежей, на которых:
Фиг.1 представляет собой схему, иллюстрирующую систему распределительных трубопроводных сетей согласно настоящему изобретению.
Фиг. 2А представляет собой график зависимости между критической глубиной дефектов в отношении дефектов определенной длины как функции стойкости к образованию трещин при раскрытии в вершине трещины и остаточным напряжением.
Фиг.2В иллюстрирует геометрию (длину и глубину) дефектов.
Несмотря на то что настоящее изобретение будет далее описано со ссылками на конкретные предпочтительные варианты его осуществления, следует иметь в виду, что рамки изобретения не ограничены этими вариантами. Напротив, изобретение должно охватывать все альтернативы, модификации и эквиваленты в рамках объема и сущности изобретения, которые представлены в формуле изобретения.
Настоящее изобретение относится к системам распределительных трубопроводных сетей для транспортировки сжатого сжиженного природного газа. Системы распределительных трубопроводных сетей предназначены для транспортировки сжатого сжиженного природного газа под давлением от около 1035 кПа до около 7590 кПа и при температуре от около -123oС до около -62oС, причем системы распределительных трубопроводных сетей содержат трубы и другие составные части системы, изготовленные из материалов, содержащих сверхпрочную низколегированную сталь, включающую менее 9 вес.% никеля и обладающую прочностью на разрыв свыше 830 МПа и температурой перехода из вязкого состояния в хрупкое ниже чем около -73oС. Предложены также системы распределительных трубопроводных сетей для транспортировки сжиженного природного газа под давлением от около 1725 кПа до около 4830 кПа и при температуре от около -112oС до около -79oС, причем системы распределительных трубопроводных сетей содержат трубы и другие составные части системы, которые (i) изготовлены из материалов, содержащих сверхпрочную низколегированную сталь, включающую менее 9 вес. % никеля, и (ii) обладают достаточной прочностью и стойкостью к образованию трещин, чтобы удерживать сжиженный природный газ под давлением.
Трубы для транспортировки сжатого сжиженного природного газа
При создании систем распределительных трубопроводных сетей согласно настоящему изобретению основную роль играют трубы, пригодные для того, чтобы в них можно было хранить сжиженный природный газ под давлением или транспортировать его по ним под давлением от около 1035 кПа до около 7590 кПа и при температуре от около -123oС до около -62oС. Предпочтительно, чтобы сжатый сжиженный природный газ производили и транспортировали под давлением в диапазоне от около 1725 кПа до около 7590 кПа и при температуре в диапазоне от около -112oС до около -62oС. Более предпочтительно, чтобы сжатый сжиженный природный газ производили и транспортировали под давлением в диапазоне от около 2415 кПа до около 4830 кПа и при температуре в диапазоне от около 101oС до около -79oС. А еще лучше, чтобы нижние пределы диапазонов давления и температуры для сжатого сжиженного природного газа составляли около 2760 кПа и около -96oС. Предложенный трубопровод предназначен для хранения и транспортировки сжатого сжиженного природного газа, причем трубопровод изготовлен из материалов, включающих сверхпрочную низколегированную сталь, содержащую менее 9 вес.% никеля и обладающую прочностью на разрыв свыше 830 МПа и температурой перехода из вязкого состояния в хрупкое ниже чем около -73oС. Помимо этого, имеются другие составные части системы, такие как фитинги, причем фитинги изготовлены из материала, включающего сверхпрочную низколегированную сталь, содержащую менее 9 вес. % никеля и обладающую прочностью на разрыв свыше 830 МПа и температурой перехода из вязкого состояния в хрупкое ниже чем около -73oС. Резервуары для хранения, пригодные для использования в системах распределительных трубопроводных сетей согласно настоящему изобретению, описаны более подробно в патентных заявках на сжатый сжиженный природный газ.
Сталь для изготовления труб и других составных частей системы.
Любая сверхпрочная низколегированная сталь, содержащая менее 9 вес.% никеля и обладающая достаточной прочностью на разрыв для удержания текучих сред, таких как сжатый сжиженный природный газ, при криогенных температурах в рабочих условиях, может быть использована для изготовления труб и других составных частей системы согласно настоящему изобретению в соответствии с известным механизмом образования трещин. Примером стали, которая может быть использована в рамках изобретения, является свариваемая сверхпрочная низколегированная сталь, содержащая менее 9 вес.% никеля и обладающая прочностью на разрыв свыше 830 МПа и ударной вязкостью, достаточной для того, чтобы предотвратить образование трещин, т.е. разрушений, в рабочих условиях при криогенных температурах. Другим примером стали, пригодной для использования согласно настоящему изобретению, является свариваемая сверхпрочная низколегированная сталь, содержащая менее чем около 3% никеля и обладающая прочностью на разрыв по меньшей мере 1000 МПа и ударной вязкостью, достаточной для предотвращения образования трещин, т.е. разрушений, в рабочих условиях при криогенной температуре. Предпочтительно, чтобы сталь имела температуру перехода из вязкого состояния в хрупкое ниже чем около -73oС. Последние достижения в технологии производства стали позволили выпускать новые сверхпрочные низколегированные стали с прекрасной ударной вязкостью при криогенных температурах. Например, в патентах США, выданных на имя Ку и др. 5531842, 5545269 и 5545270 описаны новые виды стали и способы их обработки до получения стальных пластин с прочностью на разрыв в около 830 МПа, 965 МПа и выше. Стали и способы их обработки, описанные в этих патентах, подвергались дальнейшему усовершенствованию для разработки стали с новыми комбинациями химических характеристик и способов изготовления изделий из этой стали, в результате чего были созданы сверхпрочные низколегированные стали, обладающие прекрасной ударной вязкостью при криогенных температурах как на основных участках, так и в зонах теплового воздействия в процессе сварки. Эти сверхпрочные низколегированные стали также обладают улучшенной ударной вязкостью по сравнению со стандартной сверхпрочной низколегированной сталью. Улучшенные виды стали описаны также в находящейся на одновременном рассмотрении заявке на патент США под названием "Сверхпрочные стали с прекрасной ударной вязкостью при криогенных температурах", с приоритетом от 19 декабря 1997 г. и зарегистрированной в Патентном ведомстве США по патентам и товарным знакам под номером 60/068194; в находящейся на одновременном рассмотрении заявке на патент США под названием "Сверхпрочные аустенитно-стареющие стали с прекрасной ударной вязкостью при криогенных температурах" с приоритетом от 19 декабря 1997 г. и зарегистрированной в Патентном ведомстве США по патентам и товарным знакам под номером 60/068252; а также в находящейся на одновременном рассмотрении заявке на патент США под названием "Сверхпрочные двухфазные стали с прекрасной ударной вязкостью при криогенных температурах" с приоритетом от 19 декабря 1997 г. и зарегистрированной в Патентном ведомстве США по патентам и товарным знакам под номером 60/068816 (вместе эти заявки будут упоминаться как "патентные заявки на сталь").
Новые стали, раскрытые в патентных заявках на сталь и описанные в приведенных ниже примерах, лучше всего подходят для изготовления резервуаров для хранения и транспортировки сжатого сжиженного природного газа согласно изобретению благодаря тому, что эти стали обладают следующими характеристиками, предпочтительно при толщине стальных листов около 2,5 см и выше: (i) температура перехода из вязкого состояния в хрупкое ниже чем около -73oС, предпочтительно ниже чем около -107oС, в основном стальном листе и в зоне теплового воздействия при сварке; (ii) прочность на разрыв более 830 МПа, предпочтительно выше около 860 МПа и более предпочтительно выше около 900 МПа; (iii) превосходная свариваемость; (iv) по существу однородная микроструктура и свойства по всей толщине; (v) улучшенная ударная вязкость по сравнению со стандартной сверхпрочной низколегированной сталью, выпускаемой промышленностью. Более предпочтительно, если такие виды стали обладают прочностью на разрыв свыше 930 МПа, или свыше около 965 МПа, или выше около 1000 МПа.
Первый пример стали.
Как говорилось выше, в находящейся на одновроеменном рассмотрении заявке на патент США под названием "Сверхпрочные стали с прекрасной ударной вязкостью при криогенных температурах" с приоритетом от 19 декабря 1997 г. и зарегистрированной в Патентном ведомстве США по патентам и товарным знакам под номером 60/068194 описаны стали, пригодные для использования в настоящем изобретении. Предложен также способ изготовления сверхпрочных стальных листов, обладающих микроструктурой, состоящей, в основном, из мелкозернистого реечного мартенсита отпуска, мелкозернистого бейнита отпуска или их смесей, причем способ включает следующие этапы: (а) нагревают стальной сляб до температуры повторного нагрева, которая должна быть достаточно высокой для того, чтобы (i) стальной сляб стал по существу однородным, (ii) в стальном слябе растворились по существу все карбиды и карбонитриды ниобия и ванадия; (iii) в стальном слябе образовались мелкие начальные аустенитные зерна; (б) обжимают стальной сляб до получения стального листа за один или несколько проходов горячих валков в первом температурном диапазоне, при котором происходит перекристаллизация аустенита; (в) далее обжимают стальной лист за один или несколько проходов горячих валков во втором температурном диапазоне примерно ниже температуры Тпr и выше температуры фазового превращения Аr3; (г) закаляют стальной лист со скоростью охлаждения от около 10oС в секунду до около 40oС в секунду до температуры прекращения закалки - ниже температуры фазового превращения Ms плюс 200oС; (д) прекращают закалку; (е) осуществляют отпуск стального листа при температуре отпуска от около 400oС приблизительно до температуры фазового превращения Ac1, предпочтительно до температуры фазового превращения Ac1, но не включая это значение, в течение периода времени, достаточного для того, чтобы вызвать осаждение отверждающихся частиц, т.е. одного или нескольких из следующих материалов: ε-медь, Мо2С или карбиды и карбонитриды ниобия и ванадия. Период времени, достаточный для того, чтобы вызвать осаждение отверждающихся частиц, зависит, в основном, от толщины стального листа, химического состава стального листа и температуры отпуска, и специалисты умеют вычислять такие периоды времени (см. раздел "Определения терминов", где даются определения преимущественно отверждающихся частиц, температуры фазового превращения Tпr, Аr3, Ms и Ac1, а также Мо2С).
Чтобы обеспечить ударную вязкость при окружающих и криогенных температурах, стали по первому примеру предпочтительно должны обладать микроструктурой, состоящей преимущественно из мелкозернистого нижнего бейнита отпуска, мелкозернистого реечного мартенсита отпуска или их смеси. Желательно свести к минимуму образование охрупчивающихся ингредиентов, таких как верхний бейнит, двойниковый мартенсит и мартенсит-аустенит. В описании первого примера стали и в формуле изобретения термин "преимущественно" означает, по меньшей мере, около 50 объемных процентов. Предпочтительно, чтобы микроструктура включала, по меньшей мере, от около 60 до около 80 объемных процентов мелкозернистого нижнего бейнита отпуска, мелкозернистого реечного мартенсита отпуска или их смеси. Более предпочтительно, если микроструктура включает, по меньшей мере, от около 90 объемных процентов мелкозернистого нижнего бейнита отпуска, мелкозернистого реечного мартенсита отпуска или их смеси. Еще более предпочтительно, если микроструктура включает по существу 100 объемных процентов мелкозернистого реечного мартенсита отпуска.
Стальной сляб, полученный способом, описанным в первом примере стали, изготавливают обычным способом и, в одном варианте осуществления изобретения такой сляб включает железо и легирующие элементы, приведенные в таблице I:
Иногда в сталь добавляют ванадий (V) предпочтительно в количестве до около 0,10 вес. %, более предпочтительно от около 0,02 вес.% до около 0,05 вес.%.
Иногда в сталь добавляют хром (Сr) предпочтительно в количестве до около 1,0 вес.%, более предпочтительно от около 0,2 вес.% до около 0,6 вес.%.
Иногда в сталь добавляют кремний (Si) предпочтительно в количестве до около 0,5 вес.%, более предпочтительно от около 0,01 вес.% до около 0,5 вес. %, еще более предпочтительно от около 0,05 до 0,1 вес.%.
Иногда в сталь добавляют бор (В) предпочтительно в количестве до около 0,0020 вес. %, более предпочтительно от около 0,0006 вес.% до около 0,0010 вес.%.
Сталь предпочтительно содержит, по меньшей мере, около 1 вес.% никеля. Содержание никеля в стали можно повысить до около 3 вес.%, если необходимо улучшить свойства стали после сварки. Добавка каждого 1 вес.% никеля снижает температуру перехода стали из вязкого состояния в хрупкое приблизительно на 10oС. Содержание никеля предпочтительно должно составлять менее 9 вес.%, более предпочтительно менее около 6 вес.%. Содержание никеля желательно свести к минимуму, чтобы снизить цену стали. Если содержание никеля повысить до более 3 вес.%, то содержание марганца можно снизить с около 0,5 вес.% до 0,0 вес.%. Таким образом, предпочтительным является содержание марганца до около 2,5 вес.%.
Кроме того, необходимо свести к минимуму остаточные примеси в стали. Содержание фосфора (Р) предпочтительно должно составлять менее, чем около 0,01 вес.%. Содержание серы (S) предпочтительно должно составлять менее чем около 0,004 вес.%. Содержание кислорода (О) предпочтительно должно составлять менее чем около 0,002 вес.%.
Более подробно, чтобы получить сталь по данному первому примеру, изготавливают сляб нужной композиции, как описано выше; нагревают сляб до температуры от около 955oС до около 1065oС; осуществляют горячую прокатку сляба за один или несколько проходов до получения стального листа, обеспечивая обжим приблизительно на 30-70 процентов при первом температурном диапазоне, при котором происходит перекристаллизация аустенита, т.е. выше приблизительно температуры Тпr, а затем осуществляют горячую прокатку стального листа за один или несколько проходов, обеспечивая обжим приблизительно на 40-80 процентов при втором температурном диапазоне, т.е. приблизительно ниже температуры Тпr и выше температуры фазового превращения Аr3. Затем горячекатаный стальной лист закаляют при скорости охлаждения от около 10oС в секунду до около 40oС в секунду до температуры прекращения закалки, которая ниже температуры фазового превращения Ms плюс 200oС, при которой закалку прекращают. В одном варианте осуществления изобретения по данному первому примеру стали стальной лист затем охлаждают воздухом до окружающей температуры. Эта обработка используется для того, чтобы получить микроструктуру, которая состоит преимущественно из мелкозернистого реечного мартенсита, мелкозернистого нижнего бейнита или их смеси, или предпочтительно которая на 100% состоит из мелкозернистого реечного мартенсита.
Мартенсит в результате такой закалки обладает высокой прочностью, но его ударную вязкость можно улучшить путем отпуска при подходящей температуре - примерно от температуры выше 400oС до температуры фазового превращения Ac1. Отпуск стали в этом диапазоне температур также ведет к уменьшению закаливающих напряжений, что в свою очередь, ведет к повышению ударной вязкости. Хотя отпуск и может повысить ударную вязкость стали, обычно он ведет к существенной потере прочности. В настоящем изобретении обычные потери прочности в результате отпуска компенсируются тем, что происходит упрочнение осажденными дисперсными частицами. Упрочнение дисперсными частицами мелкозернистой осажденной меди и смешанных карбидов и/или карбонитридов используется для оптимизации прочности и ударной вязкости в ходе отпуска мартенситной структуры. Уникальный химический состав сталей из этого первого примера позволяет осуществлять отпуск в широком диапазоне температур от около 400oС до около 650oС без существенной потери прочности, приобретенной при закалке. Отпуск стального листа предпочтительно осуществляют при температуре отпуска от свыше 400oС до ниже температуры фазового превращения Ac1 в течение периода времени, достаточного для того, чтобы вызвать осаждение отверждающихся частиц. Такая обработка способствует трансформации микроструктуры стального листа до образования преимущественно мелкозернистого реечного мартенсита отпуска, мелкозернистого нижнего бейнита отпуска или их смеси. И снова отмечается, что период времени, достаточный для того, чтобы вызвать осаждение отверждающихся частиц, зависит, в основном, от толщины стального листа, химического состава стального листа и температуры отпуска, и специалисты умеют определять продолжительность этого периода времени.
Второй пример стали
Как сказано выше, в находящейся на одновременном рассмотрении заявке на патент США под названием "Сверхпрочные аустенитно-стареющие стали с прекрасной ударной вязкостью при криогенных температурах" с приоритетом от 19 декабря 1997 г. и зарегистрированной в Патентном ведомстве США по патентам и товарным знакам под номером 60/068252, приводится описание других сталей, пригодных для использования в настоящем изобретении. Предложен способ получения сверхпрочных стальных листов, обладающих микроструктурой микроламината и содержащих от около 2 об.% до около 10 об.% слоев пленки аустенита и от около 90 об.% до около 98 об.% преимущественно мелкозернистого мартенсита и мелкозернистого нижнего бейнита с реечной структурой, причем способ включает следующие этапы: (а) нагревают стальной сляб до температуры повторного нагрева, которая должна быть достаточно высокой для того, чтобы (i) стальной сляб стал по существу однородным, (ii) в стальном слябе растворились по существу все карбиды и карбонитриды ниобия и ванадия; (iii) в стальном слябе образовались мелкие начальные аустенитные зерна; (б) обжимают стальной сляб до получения стального листа за один или несколько проходов горячих валков в первом температурном диапазоне, при котором происходит перекристаллизация аустенита; (в) далее обжимают стальной лист за один или несколько проходов горячих валков во втором температурном диапазоне ниже около температуры Тпr и выше температуры фазового превращения Аr3; (г) закаляют стальной лист со скоростью охлаждения от около 10oС в секунду до около 40oС в секунду до температуры прекращения закалки - ниже температуры фазового превращения Ms плюс 100oС и выше температуры фазового превращения Ms; (д) прекращают закалку. В одном варианте осуществления изобретения способ по данному второму примеру дополнительно включает этап охлаждения стального листа на воздухе до окружающей температуры от температуры прекращения закалки. В еще одном варианте осуществления изобретения способ по данному второму примеру дополнительно включает этап выдерживания стального листа по существу при температуре прекращения закалки в течение до около 5 минут перед тем, как стальной лист начинают охлаждать воздухом до окружающей температуры. И еще в одном варианте осуществления изобретения способ по данному второму примеру дополнительно включает этап медленного охлаждения стального листа от температуры прекращения закалки со скоростью ниже чем около 1,0oС в секунду в течение до около 5 минут перед тем, как стальной лист подвергают охлаждению воздухом до окружающей температуры. И в еще одном варианте осуществления изобретения способ по настоящему изобретению дополнительно включает этап медленного охлаждения стального листа от температуры прекращения закалки со скоростью ниже чем около 1,0oС в секунду в течение до около 5 минут перед тем, как стальной лист подвергают охлаждению воздухом до окружающей температуры. Такая обработка способствует трансформации микроструктуры стального листа, пока эта микроструктура не будет содержать от около 2 об.% до около 10 об. % слоев пленки аустенита и от около 90 об.% до около 98 об.% преимущественно мелкозернистого мартенсита и мелкозернистого нижнего бейнита с реечной структурой. (Определения температуры Тпr и температуры фазового преобразования Аr3 и Ms даны в разделе "Определения терминов").
Чтобы обеспечить ударную вязкость при окружающей и криогенной температуре, рейки в структуре микроламината предпочтительно должны состоять преимущественно из нижнего бейнита или мартенсита. Предпочтительно по существу свести к минимуму образование охрупчивающих составляющих, таких как верхний бейнит, двойниковый мартенсит и мартенсит-аустенит. Во втором примере и в формуле изобретения термин "преимущественно" означает, по меньшей мере, около 50 объемных процентов. Остальная микроструктура может содержать дополнительные количества мелкозернистого нижнего бейнита, мелкозернистого реечного мартенсита или феррита. Предпочтительно, чтобы микроструктура включала по меньшей мере, от около 60 до около 80 объемных процентов нижнего бейнита или реечного мартенсита. Более предпочтительно, если микроструктура включает, по меньшей мере, около 90 объемных процентов нижнего бейнита или реечного мартенсита.
Стальной сляб, полученный способом, описанным во втором примере стали, изготавливают обычным способом и в одном варианте осуществления изобретения такой сляб включает железо и легирующие элементы, приведенные в таблице II желательно в пределах указанных количеств:
Иногда в сталь добавляют хром (Сr) предпочтительно в количестве до около 1,0 вес.%, более предпочтительно от около 0,2 вес.% до около 0,6 вес.%.
Иногда в сталь добавляют кремний (Si) предпочтительно в количестве до около 0,5 вес.%, более предпочтительно от около 0,01 вес.% до около 0,5 вес. %, еще более предпочтительно от около 0,05 до 0,1 вес.%.
Иногда в сталь добавляют бор (В) предпочтительно в количестве до около 0,0020 вес. %, более предпочтительно от около 0,0006 вес.% до около 0,0010 вес.%.
Сталь предпочтительно содержит, по меньшей мере, около 1 вес.% никеля. Содержание никеля в стали можно повысить до около 3 вес.%, если необходимо улучшить свойства стали после сварки. Добавка каждого 1 вес.% никеля снижает температуру перехода стали из вязкого состояния в хрупкое приблизительно на 10oС. Содержание никеля предпочтительно должно составлять менее 9 вес.%, более предпочтительно менее около 6 вес.%. Содержание никеля желательно свести к минимуму, чтобы снизить цену стали. Если содержание никеля повысить до более 3 вес.%, то содержание марганца можно снизить с около 0,5 вес.% до 0,0 вес. %. Таким образом, предпочтительным является содержание марганца до около 2,5 вес.%.
Кроме того, необходимо свести к минимуму остаточные примеси в стали. Содержание фосфора (Р) предпочтительно должно составлять менее чем около 0,01 вес.%. Содержание серы (S) предпочтительно должно составлять менее чем около 0,004 вес.%. Содержание кислорода (О) предпочтительно должно составлять менее чем около 0,002 вес.%.
Более подробно, чтобы получить сталь по данному второму примеру, изготавливают сляб нужной композиции, как описано выше; нагревают сляб до температуры от около 955oС до около 1065oС; осуществляют горячую прокатку сляба за один или несколько проходов до получения стального листа, добиваясь обжима приблизительно на 30-70 процентов при первом температурном диапазоне, при котором происходит перекристаллизация аустенита, т.е. выше приблизительной температуры Тпr, а затем осуществляют горячую прокатку стального листа за один или несколько проходов, обеспечивая обжим приблизительно на 40-80 процентов при втором температурном диапазоне, т.е. ниже приблизительной температуры Тпr и выше приблизительной температуры фазового превращения Аr3. Затем горячекатаный стальной лист закаляют при скорости охлаждения от около 10oС в секунду до около 40oС в секунду до температуры прекращения закалки, которая ниже температуры фазового превращения Ms плюс 100oС, но выше приблизительной температуры фазового превращения Ms, и в этот момент закалку прекращают. В одном варианте осуществления изобретения по данному второму примеру стали стальной лист затем охлаждают воздухом до окружающей температуры. В другом варианте осуществления изобретения по данному второму примеру стали после того, как закалку прекращают, стальной лист выдерживают по существу в изотермических условиях при температуре прекращения закалки в течение некоторого периода времени
предпочтительно до около 5 минут, а затем охлаждают на воздухе до окружающей температуры. В еще одном варианте осуществления изобретения стальной лист подвергают медленному охлаждению со скоростью, которая ниже скорости охлаждения на воздухе, т. е. со скоростью ниже чем около 1oС в секунду, предпочтительно в течение до 5 минут. И в еще одном варианте осуществления изобретения стальной лист охлаждают от температуры прекращения закалки со скоростью, которая ниже скорости охлаждения, т.е. со скоростью, ниже, чем около 1oС в секунду, предпочтительно в течение до 5 минут. В, по меньшей мере, еще одном варианте осуществления изобретения по данному второму примеру стали температура фазового превращения Мs приблизительно равна 350oС и таким образом температура фазового превращения Ms плюс 100oС приблизительно равна 450oС.
Стальной лист можно выдерживать в по существу изотермических условиях при помощи любого подходящего средства из числа, известных специалистам, например можно накрыть лист термозащитным покрытием. Медленное охлаждение стального листа после прекращения закалки можно осуществить любым подходящим способом из числа способов, известных специалистам, например, накрыв лист изолирующим покрытием.
Третий пример стали
Как сказано выше, в находящейся на одновременном рассмотрении заявке на патент США под названием "Сверхпрочные двухфазные стали с прекрасной ударной вязкостью при криогенных температурах" с приоритетом от 19 декабря 1997 г. и зарегистрированной в Патентном ведомстве США по патентам и товарным знакам под номером 60/068816, приводится описание других сталей, пригодных для использования в настоящем изобретении. Предложен способ получения сверхпрочных двухфазных стальных листов, обладающих микроструктурой, которая содержит от около 10 об.% до около 40 об.% первой фазы, которая представляет собой по существу 100 об.% феррит (т.е. по существу чистый феррит) и приблизительно 60-90 об.% второй фазы, которая представляет собой преимущественно мелкозернистый реечный мартенсит и мелкозернистый нижний бейнит или их смеси, причем способ включает следующие этапы: (а) нагревают стальной сляб до температуры повторного нагрева, которая должна быть достаточно высокой для того, чтобы (i) стальной сляб стал по существу однородным, (ii) в стальном слябе растворились по существу все карбиды и карбонитриды ниобия и ванадия; (iii) в стальном слябе образовались мелкие начальные аустенитные зерна; (б) обжимают стальной сляб до получения стального листа за один или несколько проходов горячих валков в первом температурном диапазоне, при котором происходит перекристаллизация аустенита; (в) далее обжимают стальной лист за один или несколько проходов горячих валков во втором температурном диапазоне ниже приблизительной температуры Тпr и выше температуры фазового превращения Аr3; (г) еще больше обжимают стальной лист за одни или несколько проходов горячих валков в третьем температурной диапазоне, т.е. приблизительно ниже температуры фазового превращения Аr3 и выше температуры фазового превращения Ar1 и (т.е. в межкритическом температурном диапазоне); (д) закаляют стальной лист со скоростью охлаждения от около 10oС в секунду до около 40oС в секунду до температуры прекращения закалки - ниже температуры фазового превращения Ms плюс 200oС; (е) прекращают закалку. В другом варианте осуществления изобретения по данному третьему примеру температура прекращения закалки предпочтительно составляет ниже температуры фазового превращения Ms плюс 100oС, более предпочтительно ниже около 350oС. В еще одном варианте осуществления изобретения по данному третьему примеру после этапа (е) стальной лист оставляют охлаждаться на воздухе до окружающей температуры. Такая обработка способствует трансформации микроструктуры стального листа до образования 10-40 об.% первой фазы (феррита) и 60-90 об.% второй фазы, состоящей преимущественно из мелкозернистого реечного мартенсита, мелкозернистого нижнего бейнита или их смеси. (Определения температуры Тпr и температуры фазового преобразования Аr3 и Ar1 даны в разделе "Определения терминов").
Чтобы обеспечить ударную вязкость при окружающей и криогенной температуре, микроструктура второй фазы в стали по данному третьему примеру должна состоять преимущественно из мелкозернистого нижнего бейнита, мелкозернистого реечного мартенсита или их смеси. Предпочтительно по существу свести к минимуму образование охрупчивающих составляющих, таких как верхний бейнит, двойниковый мартенсит и мартенсит-аустенит во второй фазе. В данном третьем примере и в формуле изобретения термин "преимущественно" означает, по меньшей мере, около 50 об.%. Остальная часть микроструктуры второй фазы может содержать дополнительные количества мелкозернистого нижнего бейнита, мелкозернистого реечного мартенсита или феррита. Предпочтительно, чтобы микроструктура второй фазы включала, по меньшей мере, от около 60 до около 80 об.% мелкозернистого нижнего бейнита, или мелкозернистого реечного мартенсита, или их смеси. Более предпочтительно, если микроструктура второй фазы включает, по меньшей мере, около 90 об.% мелкозернистого нижнего бейнита, мелкозернистого реечного мартенсита или их смеси.
Стальной сляб, полученный способом, описанным в данном третьем примере стали, изготавливают обычным способом и в одном варианте осуществления изобретения такой сляб включает железо и легирующие элементы, приведенные в таблице III желательно в пределах указанных количеств:
Иногда в сталь добавляют хром (Сr) предпочтительно в количестве до около 1,0 вес.%, более предпочтительно от около 0,2 вес.% до около 0,6 вес.%.
Иногда в сталь добавляют молибден (Мо) предпочтительно в количестве до около 0,8 вес.%, более предпочтительно от около 0,1 вес.% до около 0,3 вес. %.
Иногда в сталь добавляют кремний (Si) предпочтительно в количестве до около 0,5 вес.%, более предпочтительно от около 0,01 вес.% до около 0,5 вес. %, еще более предпочтительно от около 0,05 до 0,1 вес.%.
Иногда в сталь добавляют медь (Сu) предпочтительно в количестве до около 1,0 вес.%, более предпочтительно от около 0,2 вес.% до около 0,4 вес.%
Иногда в сталь добавляют бор (В) предпочтительно в количестве до около 0,0020 вес. %, более предпочтительно от около 0,0006 вес.% до около 0,0010 вес.%.
Сталь предпочтительно содержит, по меньшей мере, около 1 вес.% никеля. Содержание никеля в стали можно повысить до около 3 вес.%, если необходимо улучшить свойства стали после сварки. Добавка каждого 1 вес.% никеля снижает температуру перехода стали из вязкого состояния в хрупкое приблизительно на 10oС. Содержание никеля предпочтительно должно составлять менее 9 вес.%, более предпочтительно менее около 6 вес.%. Содержание никеля желательно свести к минимуму, чтобы снизить цену стали. Если содержание никеля повысить до более 3 вес.%, то содержание марганца можно снизить с около 0,5 вес.% до 0,0 вес.%. Таким образом, предпочтительным является содержание марганца до около 2,5 вес.%.
Кроме того, необходимо свести к минимуму остаточные примеси в стали. Содержание фосфора (Р) предпочтительно должно составлять менее чем около 0,01 вес.%. Содержание серы (S) предпочтительно должно составлять менее чем около 0,004 вес.%. Содержание кислорода (О) предпочтительно должно составлять менее чем около 0,002 вес.%.
Более подробно, чтобы получить сталь по данному третьему примеру, изготавливают сляб нужной композиции, как описано выше; нагревают сляб до температуры от около 955oС до около 1065oС, осуществляют горячую прокатку сляба за один или несколько проходов до получения стального листа, добиваясь обжима приблизительно на 30-70 % при первом температурном диапазоне, при котором происходит перекристаллизация аустенита, т.е. выше приблизительной температуры Тпr, а затем еще раз осуществляют горячую прокатку стального листа за один или несколько проходов, добиваясь обжима приблизительно на 40-80 % при втором температурном диапазоне, т.е. ниже приблизительной температуры Тпr и выше приблизительной температуры фазового превращения Аr3, и осуществляют чистовую прокатку стального листа за один или несколько проходов, добиваясь обжатия приблизительно на 15-50 % при межкритическом температурном диапазоне, т.е. ниже приблизительно температуры фазового превращения Аr3 и выше температуры фазового превращения Ar1. Затем горячекатаный стальной лист закаляют при скорости охлаждения от около 10oС в секунду до около 40oС в секунду до температуры прекращения закалки, которая ниже температуры фазового превращения Ms плюс 200oС, и в этот момент закалку прекращают. В одном варианте осуществления изобретения по данному третьему примеру стали температура прекращения закалки предпочтительно ниже температуры фазового превращения Ms плюс 100oС, а более предпочтительно, когда эта температура ниже 350oС. В еще одном варианте осуществления изобретения по данному третьему примеру стали после прекращения закалки стальной лист охлаждают воздухом до окружающей температуры.
В трех вышеприведенных примерах сталей, поскольку никель является дорогим легирующим элементом, содержание никеля в стали предпочтительно должно быть менее чем около 3,0 вес.%, более предпочтительно менее чем около 2,5 вес. %, еще более предпочтительно менее чем около 2,0 вес.% и еще более предпочтительно менее, чем около 1,8 вес.%, что позволит свести к минимуму стоимость стали.
Другие типы стали, пригодные для использования в настоящем изобретении, описаны в других публикациях по сверхпрочным низколегированным сталям, содержащим менее чем около 1 вес.% никеля, обладающим прочностью на разрыв свыше 830 МПа и высокой ударной вязкостью при низких температурах. Например, такие стали описаны в заявке на Европатент, опубликованной 5 февраля 1997 г. и имеющей международный номер PCT/JP96/00157, и номер международной публикации WO 96/23909 (08.08,1996 Gazette 1996/36) (такие стали предпочтительно должны иметь содержание меди в 0,1-1,2 вес.%), а также в находящейся на одновременном рассмотрении заявке с датой приоритета от 28 июля 1997 г. под названием "Сверхпрочные свариваемые стали с прекрасной ударной вязкостью при сверхнизких температурах", которая зарегистрирована в Патентном ведомстве США по патентам и товарным знакам под номером 60/053915.
В отношении любой из вышеупомянутых сталей, как известно специалистам, используемый в настоящем тексте термин "процент обжатия по толщине" относится к проценту уменьшения по толщине стального сляба или листа по сравнению с толщиной, которую сляб или лист имел перед обжатием. Для разъяснения (но не с целью ограничить рамки изобретения) стальной сляб толщиной около 25,4 см можно обжать приблизительно на 50% (50-процентное обжатие) в первом температурном диапазоне до толщины около 12,7 см, а затем обжать приблизительно на 80% (80-процентное обжатие) во втором температурном диапазоне до толщины около 2,5 см. И снова только для разъяснения (но не с целью ограничить рамки изобретения) стальной сляб толщиной около 25,4 см можно обжать приблизительно на 30% (30-процентное обжатие) в первом температурном диапазоне до толщины около 17,8 см, а затем обжать приблизительно на 80% (80-процентное обжатие) во втором температурном диапазоне до толщины около 3,6 см, а затем обжать приблизительно на 30% (30-процентное обжатие) в третьем температурном диапазоне до толщины около 2,5 см. В данном тексте термином "сляб" обозначаются полосы стали любых размеров.
В отношении любой из вышеописанных сталей, как известно специалистам, стальной сляб предпочтительно повторно нагревают при помощи подходящих средств, пригодных для повышения температуры по существу всего сляба, предпочтительно всего сляба до нужной температуры, например, помещая сляб в печь на определенный период времени. Специалисты легко определяют конкретную температуру повторного нагрева, до которой необходимо нагревать стали всех названных выше составов, либо экспериментальным путем, либо путем вычисления с использованием соответствующих моделей. Кроме того, температуру в печи и время повторного нагрева, необходимые для повышения температуры по существу всего сляба, предпочтительно всего сляба до нужного уровня, специалисты могут легко определить из стандартных специальных справочников.
В отношении любой из вышеописанных сталей, как известно специалистам, температура, которая находится на границе между температурой перекристаллизации и температурой, при которой перекристаллизация не происходит, т.е. температура Тпr зависит от химического состава стали, а точнее от температуры повторного нагрева перед прокаткой, от концентрации углерода, концентрации ниобия и величины обжатия в результате прокатки. Специалисты могут установить эту температуру для каждого состава стали либо экспериментально, либо путем вычислений на моделях. Аналогично температуру фазового преобразования Ac1, Ar1, Аr3, Ms для стали каждого из упомянутых составов специалисты могут установить либо экспериментально, либо при помощи расчетов на моделях.
В отношении любой из вышеуказанных сталей, как известно специалистам, за исключением температуры повторного нагрева, до которой должен быть нагрет по существу весь сляб, все другие температуры, которые упоминаются при описании способов обработки стали согласно настоящему изобретению, измеряют на поверхности стали. Температуру на поверхности стали можно измерить, например, при помощи оптического пирометра или любым другим прибором, пригодным для измерения температуры на поверхности стали. Скорость охлаждения, о которой говорится в данном описании, относится к центру или по существу к центру листа по толщине; и температура прекращения закалки является самой высокой температурой или по существу самой высокой температурой, которую может иметь поверхность листа после того, как закалка прекращается, поскольку происходит передача тепла с середины толщины листа. Например, в процессе экспериментального нагрева стали, имеющей химический состав в соответствии с приведенными примерами, термопару помещают в центре или по существу в центре стального листа по его толщине, чтобы измерить температуру в центре, а температуру на поверхности измеряют при помощи оптического пирометра. Затем определяют соотношение между температурой в центре и на поверхности для того, чтобы использовать его в ходе обработки стали такого же состава или стали по существу такого же состава, так что температуру в центре можно вычислять, зная температуру на поверхности, которую измеряют непосредственно. Также необходимую температуру и скорость потока жидкости для закалки, которые нужно знать для того, чтобы осуществить ускоренное охлаждение с необходимой скоростью, специалисты могут установить из стандартных специальных справочников.
Специалисты обладают достаточными знаниями и опытом для того, чтобы при помощи приведенной в данной заявке информации получить листы сверхпрочной низколегированной стали, обладающей необходимой прочностью и ударной вязкостью, чтобы их можно было использовать для изготовления труб и других составных частей системы согласно настоящему изобретению. Могут существовать и другие стали, пригодные для этой цели, или такие стали могут быть разработаны в будущем. Все такие стали будут входить в рамки настоящего изобретения.
Специалисты обладают достаточными знаниями и опытом для того, чтобы при помощи приведенной в данной заявке информации получить листы сверхпрочной низколегированной стали, обладающие модифицированной толщиной, по сравнению с толщиной стальных листов, изготовленных в соответствии с приведенными здесь примерами, и так, чтобы эти стальные листы обладали необходимой высокой прочностью и ударной вязкостью при криогенных температурах, чтобы их можно было использовать в системах согласно настоящему изобретению. Например, специалист может использовать приведенную здесь информацию для изготовления стальных листов толщиной около 2,54 см и необходимой высокой прочностью и нужней ударной вязкостью при криогенных температурах, чтобы их можно было использовать для изготовления труб и других составных частей системы согласно настоящему изобретению. Могут существовать и другие стали, пригодные для этой цели, или такие стали могут быть разработаны в будущем. Все такие стали будут входить в рамки настоящего изобретения.
Когда для изготовления труб согласно настоящему изобретению используют двухфазные стали, то обработку такой двухфазной стали предпочтительно осуществлять так, чтобы период времени, в течение которого сталь находится в межкритическом температурном диапазоне, применяемом для создания двухфазной структуры, занимал промежуток перед этапом ускоренного охлаждения или закалки. Предпочтительно, чтобы обработка производилась таким образом, чтобы двухфазная структура образовывалась в процессе охлаждения стали от температуры фазового превращения Аr3 приблизительно до температуры фазового превращения Ar1. Для изготовления труб согласно настоящему изобретению необходимо, чтобы используемая для этой цели сталь обладала прочностью на разрыв свыше 830 МПа и температурой перехода из вязкого состояния в хрупкое ниже чем около -73oС после завершения этапа ускоренного охлаждения или закалки, т.е. без дополнительной обработки, которая требует повторного нагрева стали, такой как отпуск. Более предпочтительно, если прочность на разрыв стали после завершения закалки или этапа охлаждения будет выше чем около 860 МПа, и еще более предпочтительно, если свыше около 900 МПа. В некоторых случаях предпочтительно использовать сталь, которая после завершения этапа охлаждения или закалки имеет прочность на разрыв свыше около 930 МПа, или свыше около 965 МПа, или свыше около 1000 МПа.
Способы соединения, применяемые при изготовлении труб и других составных частей системы.
Чтобы изготавливать трубы и другие составные части системы согласно настоящему изобретению, нужны соответствующие способы соединения стальных листов. Подходящим будет считаться любой способ соединения, который обеспечивает получение швов, обладающих прочностью и ударной вязкостью, необходимой в рамках настоящего изобретения. Предпочтительно, чтобы для изготовления труб и других составных частей системы согласно настоящему изобретению применялся такой способ сварки, который обеспечивает достаточную прочность и стойкость к образованию трещин для того, чтобы удерживать текучую среду, которую хранят или транспортируют по трубам. Такой способ сварки предпочтительно предполагает использование требуемой присадочной проволоки, требуемого расходуемого газа, требуемого способа сварки и требуемого порядка операций в ходе сварки. Например, и электродуговая сварка металлическими электродами в среде защитного газа, и сварка вольфрамовым электродом в инертном газе, которые хорошо известны в производстве стали, могут быть использованы для соединения стальных листов при условии, что применяется соответствующее сочетание присадочной проволоки/газа.
В первом примере способов сварки электродуговая металлическими электродами в среде защитного газа используется для получения сварного шва из металла, который имеет следующий химический состав: железо и около 0,07 вес.% углерода, около 2,05 вес.% марганца, около 0,32 вес.% кремния, около 2,20 вес.% никеля, около 0,45 вес.% хрома, около 0,56 вес.% молибдена, менее около 110 частиц на млн. фосфора и менее около 50 частиц на млн. серы. Соединение сварным швом осуществляют на стали из числа вышеописанных типов стали при использовании газовой защиты на основе аргона с содержанием кислорода менее чем около 1 вес.%. Степень нагрева при сварке должна находиться в диапазоне от около 0,3 кДж/мм до около 1,5 кДж/мм. Сварка таким способом позволяет получить сварной узел (см. "Определения терминов"), обладающий прочностью на разрушение свыше около 900 МПа, предпочтительно свыше около 930 МПа, более предпочтительно свыше около 965 МПа и еще более предпочтительно, по меньшей мере, около 1000 МПа. Кроме того, сварка по данному способу обеспечивает получение шва из металла, обладающего температурой перехода из вязкого состояния в хрупкое ниже около -73oС, предпочтительно ниже около -96oС, более предпочтительно ниже около -106oС и еще более предпочтительно ниже около -115oС.
В еще одном примере способа сварки используется способ электродуговои сварки металлическими электродами в среде защитного газа, при помощи которого получают сварной шов из металла, в химический состав которого входит железо и около 0,10 вес.% углерода (предпочтительно менее чем около 0,10 вес. % углерода, более предпочтительно от около 0,07 до около 0,08 вес.% углерода), около 1,60 вес.% марганца, около 0,25% кремния, около 1,87 вес.% никеля, около 0,87 вес.% хрома, около 0,51 вес.% молибдена, менее чем около 75 частиц на млн. фосфора и менее чем около 100 частиц на млн. серы. Количество тепла, подаваемого при сварке, находится в диапазоне от около 0,3 кДж/мм до около 1,5 кДж/мм и применяется предварительный нагрев до около 100 oС. Сварку любой из упомянутых выше сталей осуществляют при использовании защитного газа на основе аргона, содержащего менее около 1 вес.% кислорода. Сварка по этому способу обеспечивает получение сварного узла, обладающий прочностью на разрыв свыше около 900 МПа, предпочтительно свыше около 930 МПа, более предпочтительно свыше около 965 МПа и еще более предпочтительно свыше, по меньшей мере, около 1000 МПа. Кроме того, сварка по данному способу обеспечивает получение сварного шва, из металла обладающего температурой перехода из вязкого состояния в хрупкое ниже около -73oС, предпочтительно, ниже около -96oС более предпочтительно, ниже около -106oС, еще более предпочтительно ниже около -115oС.
В еще одном примере способа сварки используется способ сварки вольфрамовыми электродами в инертном газе, при помощи которого получают сварной шов из металла, в химический состав которого входит железо и около 0,07 вес.% углерода (предпочтительно менее чем около 0,07 вес.% углерода), около 1,80 вес. % марганца, около 0,20% вес.% кремния, около 4,00 вес.% никеля, около 0,5 вес. % хрома, около 0,40 вес.% молибдена, около 0,02 вес.% меди, около 0,02 вес. % алюминия, около 0,010 вес.% титана, около 0,015 вес.% циркония (Zr), менее чем около 50 частиц на млн. фосфора и менее чем около 30 частиц на млн. серы. Количество тепла, подаваемого при сварке, находится в диапазоне от около 0,3 кДж/мм до около 1,5 кДж/мм и применяется предварительный нагрев до около 100oС. Сварку любой из упомянутых выше сталей осуществляют при использовании защитного газа на основе аргона, содержащего менее около 1 вес. % кислорода. Сварка по этому способу обеспечивает получение сварного узла, обладающего прочностью на разрыв свыше около 900 МПа, предпочтительно свыше около 930 МПа, более предпочтительно свыше около 965 МПа, еще более предпочтительно свыше, по меньшей мере, около 1000 МПа. Кроме того, сварка по данному способу обеспечивает получение сварного шва из металла, обладающего температурой перехода из вязкого состояния в хрупкое ниже около -73oС, предпочтительно ниже около -96oС, более предпочтительно ниже около -106oС еще более предпочтительно ниже около -115oС.
Металлы сварного шва, имеющие химический состав, аналогичный металлам сварных швов по приведенным выше примерам, можно получить при использовании либо электродуговой сварки металлическими электродами в среде защитного газа, либо сварки вольфрамовыми электродами в инертном газе. Однако при сварке вольфрамовыми электродами в инертном газе образуется меньшее количество загрязнений и получают более высокорафинированную микроструктуру, чем при электродуговой сварке металлическими электродами в среде защитного газа, и, таким образом, улучшенную ударную вязкость при низких температурах.
Специалисты обладают достаточными знаниями и умениями для того, чтобы использовать предоставленную здесь информацию для того, чтобы осуществить сварку листов из сверхпрочной низколегированной стали до получения сварных швов, обладающих достаточно высокой прочностью и стойкостью к образованию трещин для того, чтобы их можно было использовать для изготовления труб и других составных частей системы согласно настоящему изобретению. Могут существовать и другие подходящие способы соединения или сварки, или же такие способы могут быть разработаны в будущем. Все такие способы соединения или сварки находятся в рамках настоящего изобретения.
Изготовление труб и других составных частей системы.
В рамках настоящего изобретения предложены также трубы и другие составные части системы, которые (i) изготовлены из материалов, состоящих из сверхпрочной низколегированной стали, содержащей менее чем 9 вес.% никеля и (ii) обладают адекватной прочностью и стойкостью к образованию трещин при криогенных температурах для удержания жидкостей, находящихся при криогенных температурах, в частности сжатого сжиженного природного газа; кроме того, предложены трубы и другие составные части системы, изготовленные из материалов, состоящих из сверхпрочной низколегированной стали, содержащей менее чем 9 вес.% никеля и обладающей прочностью на разрыв свыше чем 830 МПа и температурой перехода из вязкого состояния в хрупкое ниже чем около -73oС; кроме того, предложены трубы и другие составные части системы, которые (i) изготовлены из материалов, состоящих из сверхпрочной низколегированной стали, содержащей менее чем около 3 вес.% никеля и (ii) обладают адекватной прочностью и стойкостью к образованию трещин при криогенных температурах для удержания жидкостей, находящихся при криогенных температурах, в частности сжатого сжиженного природного газа; и, кроме того, предложены трубы и другие составные части системы, которые (i) изготовлены из материалов, состоящих из сверхпрочной низколегированной стали, содержащей менее чем около 3 вес.% никеля и (ii) обладают прочностью на разрыв свыше около 1000 МПа и температурой перехода из вязкого состояния в хрупкое ниже чем около -73oС. Такие трубы и другие составные части системы предпочтительно изготовлены из сверхпрочных низколегированных сталей с высокой ударной вязкостью при криогенных температурах, которые описаны в настоящей заявке.
Трубы и другие составные части системы согласно настоящему изобретению предпочтительно изготовлены из отдельных листов сверхпрочной низколегированной стали с высокой ударной вязкостью при криогенных температурах. Если необходимо, швы на трубах и других составных частях системы предпочтительно должны иметь приблизительно такую же прочность и ударную вязкость, что и листы из сверхпрочной низколегированной стали. В некоторых случаях может быть оправдана более низкая прочность, приблизительно на 5-10% ниже, на участках с более низким напряжением. Швы с предпочтительными свойствами можно изготовить любым подходящим способом. Примеры способов соединения описаны в настоящем тексте под заголовком "Способы соединения при изготовлении труб и других составных частей системы".
Как известно специалистам, испытания с применением V-образного надреза по Шарпи можно использовать для определения стойкости к образованию трещин и предотвращения разрушения при проектировании труб для транспортировки сжатых текучих сред при криогенных температурах, таких как сжатый сжиженный природный газ, в частности, при помощи температуры перехода из вязкого состояния в хрупкое. Температура перехода из вязкого состояния в хрупкое разграничивает два режима разрушения в конструкционных сталях. При температуре ниже температуры перехода из вязкого состояния в хрупкое разрушение при испытании с применением V-образного надреза по Шарпи имеет тенденцию наступать при меньшей энергии разрушения отрывом (хрупкого разрушения), а при температурах выше температуры перехода из вязкого состояния в хрупкое разрушение имеет тенденцию происходить при большей энергии пластического разрушения. Чтобы избежать хрупкого разрушения, трубы, которые изготовлены с применением сварных швов и которые предназначены для транспортировки сжатого сжиженного природного газа и для других нагрузок, возникающих в процессе эксплуатации при криогенных температурах, должны обладать температурой перехода из вязкого состояния в хрупкое, определенной при помощи испытания с применением V-образного надреза по Шарпи, которая намного ниже температуры, при которой происходит эксплуатация конструкции. В зависимости от конструкции, условий эксплуатации и/или требований соответствующих нормативов требуемая температура перехода из вязкого состояния в хрупкое может быть на 5-30oС ниже температуры эксплуатации.
Как известно специалистам, рабочие условия, учитываемые при проектировании труб, изготовленных с применением сварных швов из стали, предназначенной для транспортировки сжатых криогенных жидкостей, таких как сжатый сжиженный природный газ, включают, кроме того, рабочее давление и температуру, а также дополнительные нагрузки, которым может подвергаться сталь и сварные узлы (см. "Определения терминов"). Стандартные измерения механики разрушений, такие как (i) измерение критического коэффициента интенсивности напряжений (Kic), которое представляет собой измерение стойкости к образованию трещин при плоской деформации, и (ii) показатель раскрытия в вершине трещины, который может быть использован для измерения упруго-пластической стойкости к образованию трещин, который известен специалистам, можно использовать для определения стойкости к образованию трещин стали и сварных узлов. Обычно в отношении изделий из конструкционной стали применяют промышленные стандарты, например стандарты, приведенные в руководстве BSI "Guidance on methods for assessing the acceptability of flaws in fusion welded structures", которое часто называют руководством " PD 6493:1991", эти стандарты используют для того, чтобы определить максимально допустимые размеры дефектов для труб на основе стойкости к образованию трещин стали и сварных узлов (включая зону термического влияния) и напряжений, возникающих в трубе. Специалист может разработать программу борьбы с разрушениями для уменьшения вероятности образования трещин при помощи следующих мер: (i) соответствующей конструкции трубы, которая обеспечивает сведение к минимуму возникающие напряжения, (ii) контроля качества при изготовлении, что обеспечивает сведение к минимуму появление дефектов, (iii) контроля нагрузок и давлений в трубе в течение всего срока службы, (iv) соответствующей системы осмотров, которая обеспечивает нахождение трещин и дефектов в трубах. Предпочтительный подход к разработке конструкций, применяемых в системе согласно настоящему изобретению, предполагает "протечку, предваряющую разрушения", и этот подход известен специалистам. Вышеописанные подходы далее будут называться "известными принципами механизма разрушений".
Ниже приведен пример применения этих известных принципов механизма разрушений при расчете критической глубины дефекта для данной длины дефекта с тем, чтобы разработать план борьбы с разрушениями для предотвращения образования трещин в трубе согласно настоящему изобретению.
На фиг. 2В показан дефект, имеющий длину 315 и глубину 310. Руководство "PD6493" использовали для расчета показателей для графика критических размеров дефектов 300, который дан на фиг.2А для следующих проектных условий для трубы:
Диаметр трубы: 914 мм
Толщина стенок трубы: 20 мм
Рабочее осевое напряжение: 0,80, умноженное на SMYS=662 МПа.
В настоящем примере длина поверхностного дефекта принята равной 100 мм, например это может быть кольцевая трещина в кольцевом сварном шве. Далее обратимся к фиг.2А. График 300 дает показатели критической глубины дефекта в зависимости от стойкости к образованию трещин при раскрытии в вершине трещины и от остаточного напряжения в отношении уровней остаточного напряжения в 15, 25, 50, 75 и 100% от напряжения пластического течения. Остаточные напряжения могут создаваться в процессе изготовления и сварки; руководство "PD6493" рекомендует использовать показатель остаточного напряжения в 100 % от напряжения пластического течения в сварных швах (включая зону термического влияния) за исключением тех случаев, когда сварные швы подвергались специальной обработке для снятия напряжений, например, с применением нагрева после сварки или механического снятия напряжений.
На основе показателя стойкости к образованию трещин при раскрытии в вершине трещины для стали при минимальной рабочей температуре осуществляют корректировку процесса сварки с тем, чтобы снизить остаточные напряжения, а также осуществляют программу осмотров (первоначального осмотра и осмотров в процессе эксплуатации) для определения и измерения дефектов и сопоставления полученных данных с критическими размерами дефекта. В настоящем примере, если сталь обладает показателем стойкости к образованию трещин при раскрытии в вершине трещины, равным 0,030 мм при минимальной рабочей температуре (который измеряли на лабораторных образцах), а остаточные напряжения снизили до 15 % от напряжения пластического течения стали, то показатель критической глубины дефекта составляет приблизительно 1 мм (см. пункт 320 на фиг.2А). При помощи аналогичных расчетов, как известно специалистам, можно определить показатели критической глубины дефектов для дефектов различной длины, а также для дефектов различных форм. При помощи этой информации можно разработать программу контроля качества и осмотров (установить способы, обнаружимые размеры дефектов, частоту осмотров), что позволит обнаруживать дефекты и ликвидировать их до того, как они достигнут критической глубины дефекта, или перед приложением расчетной нагрузки. На основе опубликованных эмпирических корреляций между показателем по V-образному надрезу по Шарли, коэффициентом Kic и показателем стойкости к образованию трещин при раскрытии в вершине трещины стойкость к образованию трещин при раскрытии в вершине трещины, равную 0,030 мм, обычно соотносят с показателем по V-образному надрезу по Шарли в около 44 Дж. Данный пример не ограничивает рамки настоящего изобретения.
Для труб и других составных частей системы, для изготовления которых требуется сгибать сталь, например, придавая ей форму цилиндра при изготовлении резервуара или трубы, сталь необходимо сгибать до нужной формы при окружающей температуре, чтобы не допустить ухудшения ударной вязкости стали при криогенных температурах. Если для придания стали нужной формы после сгибания необходимо осуществить ее нагрев, то желательно нагревать сталь до температуры не выше около 600oС, чтобы сохранить микроструктуру стали.
Уникальные преимущества труб и других составных частей системы по настоящему изобретению более подробно описаны ниже.
Системы распределительных трубопроводных сетей.
Как показано на фиг.1, система распределительной трубопроводной сети 10 согласно настоящему изобретению, предназначенная для распределения сжатого сжиженного природного газа, включает, по меньшей мере, один резервуар для хранения 12, по меньшей мере, одну распределительную трубу первого порядка 14 и, по меньшей мере, одно место назначения 16. Место назначения 16 может представлять собой, в числе прочего, автозаправочную станцию, завод или испаритель сжиженного природного газа на газопроводе для природного газа. Система распределительной трубопроводной сети, показанная на фиг.1, также имеет, по меньшей мере, одну распределительную трубу второго порядка 18 и, по меньшей мере, одну распределительную трубу третьего порядка 15.
Система распределительной трубопроводной сети 10 предпочтительно выполнена так, чтобы не допускать проникновения в нее тепла, чтобы избежать испарения сжатого сжиженного природного газа. Проникновение тепла можно предотвратить при помощи средств, известных специалистам, таких как соответствующей теплоизоляции и соответствующей толщины изоляционного материала, окружающего трубы, такие как распределительная труба первого порядка 14 и резервуар для хранения 12. Кроме того, в систему распределительной трубопроводной сети 10 можно включить средства по переработке испарений (не показаны на фиг.1), такие как установка для повторного сжижения газа, или же избыток испарившегося газа можно использовать в качестве топлива для различного оборудования, работающего на газе.
Сжатый сжиженный природный газ предпочтительно накачивают при помощи криогенного насоса (не показан на фиг.1). Кроме этого, криогенные насосы можно использовать на различных участках системы распределительной трубопроводной сети 10 для поддержания давления, а также температуры сжатого сжиженного природного газа, который прокачивают через систему. Специалисты могут выбирать нужные криогенные насосы. Предпочтительно, чтобы обратный клапан (не показан на фиг.1) между местом назначения 16 и трубопроводом, например распределительной трубой второго порядка 18, предотвращал отток газа из места назначения 16 в трубопровод. Преимущество системы распределительной трубопроводной сети согласно настоящему изобретению состоит в том, что сжатый сжиженный природный газ (жидкость) можно накачивать в места назначения, что обеспечивает снижение расходов на компрессоры, которые необходимы в обычных газораспределительных системах.
Типичный приемный терминал для сжатого сжиженного природного газа расположен на берегу и предназначен для приема сжатого сжиженного природного газа из танкера. Терминал предпочтительно должен иметь, по меньшей мере, один резервуар 12 и установки (не показаны на фиг.1) для испарения сжатого сжиженного природного газа. Например, система распределительной трубопроводной сети 10 для типичной городской сети со 100 пользователями/оптовыми продавцами сжатым сжиженным природным газом, для каждого из которых требуется около 3000 галлонов сжатого сжиженного природного газа в сутки, включает 10-дюймовую распределительную трубу первого порядка 14, около десяти трехдюймовых распределительных труб второго порядка 18 и около сотни 1,5-дюймовых распределительных труб третьего порядка 15.
Трубы и другие составные части вышеописанной системы распределительной трубопроводной сети 10 для распределения сжатого сжиженного природного газа предпочтительно должны быть изготовлены из любой сверхпрочной низколегированной стали, описанной выше, такой как любая из сталей, описанных в разделе "Стали для изготовления труб и других элементов". Трубы и другие составные части имеют размеры, соответствующие потребностям проекта использования сжатого сжиженного природного газа. Помимо информации, приведенной в настоящем описании, специалисты могут использовать любые стандартные справочные материалы и технологии для определения нужных размеров, толщины стенок и т.п труб и других составных частей системы, для сооружения и эксплуатации систем распределительной трубопроводной сети 10 согласно настоящему изобретению.
Системы согласно настоящему изобретению лучше всего применять для распределения/транспортировки сжатого сжиженного природного газа. Кроме того, системы по настоящему изобретению можно использовать (i) для распределения/транспортировки других сжатых криогенных жидкостей, (ii) для распределения/транспортировки других сжатых некриогенных жидкостей, (iii) распределения/транспортировки других криогенных жидкостей при атмосферном давлении.
Несмотря на то что настоящее изобретение описано со ссылками на один или несколько предпочтительных вариантов его осуществления, следует понимать, что возможны различные модификации в рамках изобретения, которое определено формулой изобретения.
ОПРЕДЕЛЕНИЯ ТЕРМИНОВ
Температура фазового превращения Ac1 - температура, при которой во время нагрева начинает формироваться аустенит.
Температура фазового превращения Ас3 - температура, при которой во время нагрева завершается превращение феррита в аустенит.
Температура фазового превращения Ar1 - температура, при которой во время охлаждения завершается превращение аустенита в феррит или в феррит плюс цементит.
Температура фазового превращения Аr3 - температура, при которой во время охлаждения аустенит начинает превращаться в феррит.
Криогенные температуры - температуры ниже чем около -40oС.
CTOD=crack tip - раскрытие в вершине трещины.
opening displacement CVN=Charpy-V-notch - V-образный надрез по Шарпи.
DBTT=Ductile to Brittle Transition Temperature - температура перехода из вязкого состояния в хрупкое - определяет два режима разрушения в конструкционной стали; при температуре ниже температуры перехода из вязкого состояния в хрупкое разрушение имеет тенденцию происходить при меньшей энергии разрушения отрывом (энергии хрупкого разрушения); а при температурах свыше температуры перехода из вязкого состояния в хрупкое разрушение имеет тенденцию происходить при большей энергии вязкого пластического разрушения.
по существу - 100 об.%.
Гм3 - миллиард кубических метров.
GMAW= gas metal arc welding - электродуговая сварка металлическими электродами в среде защитного газа.
Отверждающиеся частицы - один или несколько из следующих: ε-медь, Mo2C или карбиды и карбонитриды ниобия и ванадия.
HAZ=heat affected zone - зона термического влияния.
Межкритический температурный диапазон - приблизительно от температуры фазового превращения Аc1 до температуры фазового превращения Ас3 при нагреве и приблизительно от температуры фазового превращения Аr3 до температуры фазового превращения Ar1 при охлаждении.
KIC - критический коэффициент интенсивности напряжения.
kJ - килоджоуль, кДж.
кПа - тысяча паскалей.
ksi - тысяч фунтов на квадратный дюйм.
Низколегированная сталь - сталь, содержащая железо и менее чем около 10 вес.% суммарного количества лигатуры.
МА - мартенсит-аустенит.
Максимально допустимый размер дефекта - критическая длина и глубина дефекта.
Мо2С - вид карбида молибдена.
МПа - миллионов паскалей.
Температура фазового превращения Ms - температура, при которой начинается превращение аустенита в мартенсит в процессе охлаждения.
PLNG=pressurized liquefied natural gas - сжатый сжиженный природный газ.
Преимущественно - по меньшей около 50 об.%.
м.д. - миллионных долей.
psia - фунтов на квадратный дюйм абсолютного давления.
Закалка - ускоренное охлаждение любыми средствами, в ходе которого используют жидкость, выбранную в связи с тем, что она имеет тенденцию повысить скорость охлаждения стали в противопоставлении воздушному охлаждению.
Скорость закалки (охлаждения) - скорость охлаждения в центре или по существу в центре по толщине листа.
Температура прекращения закалки - наивысшая температура или по существу наивысшая температура, которая достигается на поверхности листа после того, как закалка прекращена вследствие теплопередачи от середины листа по толщине.
QST=Quench Stop Temperature - температура прекращения закалки.
Сляб - кусок стали любых размеров.
TCF - триллион кубических футов.
Прочность на разрыв - при испытании прочности на разрыв отношение максимальной нагрузки к изначальной площади поперечного сечения.
TIG welding - сварка вольфрамовым электродом в инертном газе.
Температура Tпr - температура, ниже которой не происходит перекристаллизация аустенита.
USPTO= United States Patent and Trademark Office - Патентное ведомство США по патентам и товарным знакам.
Сварной узел - сварной стык или шов, включая: (I) металл сварного шва; (п) зону термического влияния; (iii) основной металл в ""непосредственной близости" от зоны термического влияния. Часть основного металла, которая считается в "непосредственной близости" от зоны термического влияния и поэтому частью сварного узла, может быть различной в зависимости от факторов, известных специалистам, например, в числе прочего, от ширины сварного узла, размеров изделия, количества сварных узлов, требуемых для изготовления изделия, а также расстояния между сварными узлами.
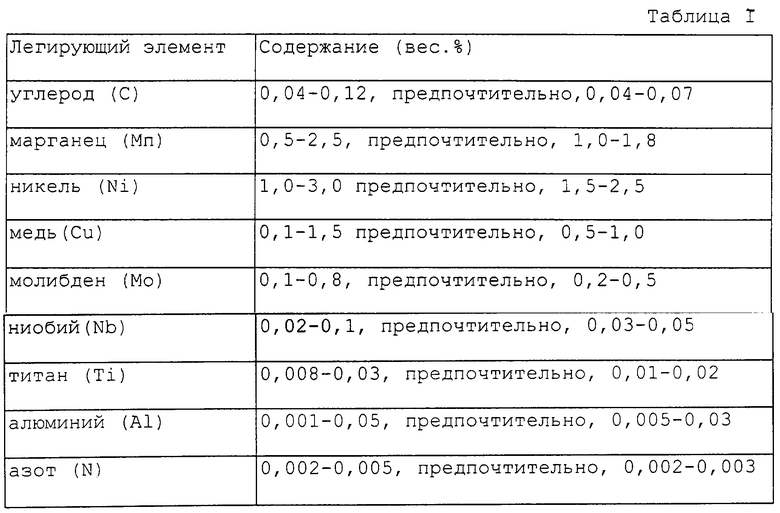
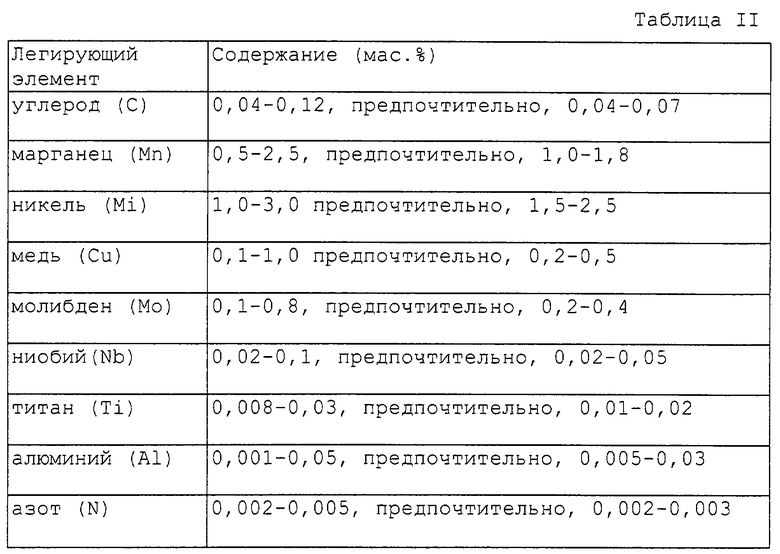
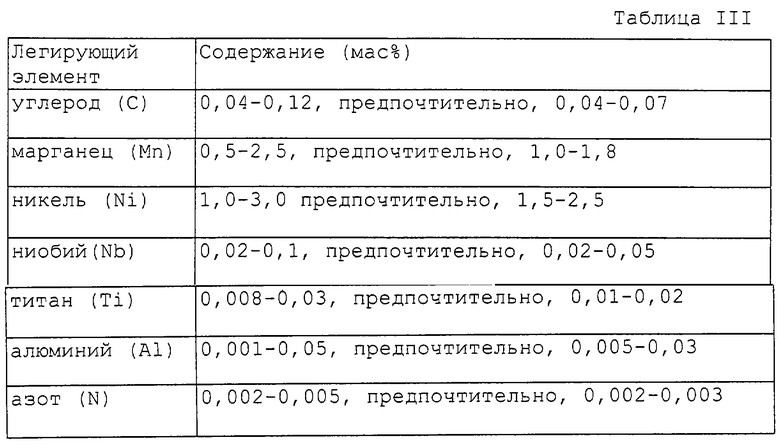
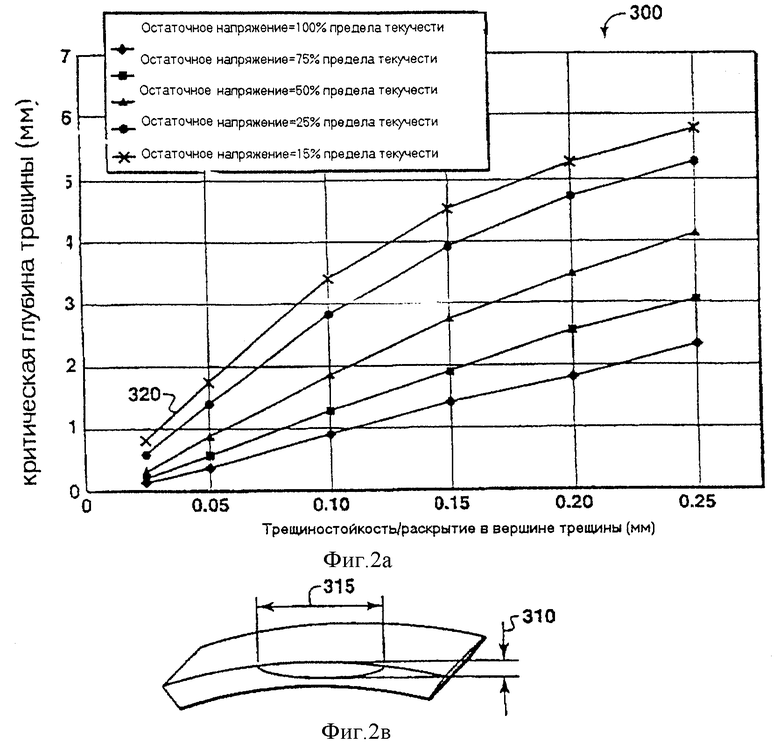
Изобретение относится к системам распределительных трубопроводных сетей для транспортировки сжатого сжиженного природного газа под давлением около 1035 - 7590 кПа и при температуре около -123 до около -62oС. Трубы и другие составные части систем распределительной трубопроводной сети изготовлены из сверхпрочной низколегированной стали, включающей менее 9 вес.% никеля и имеющей прочность на разрыв свыше 830 МПа и температуру перехода из вязкого состояния в хрупкое ниже -73oС. При этом любой шов в месте соединения стальных листов имеет прочность и ударную вязкость, необходимые, чтобы удержать сжиженный природный газ при указанных условиях. 6 с. и 8 з.п.ф-лы, 3 ил., 3 табл.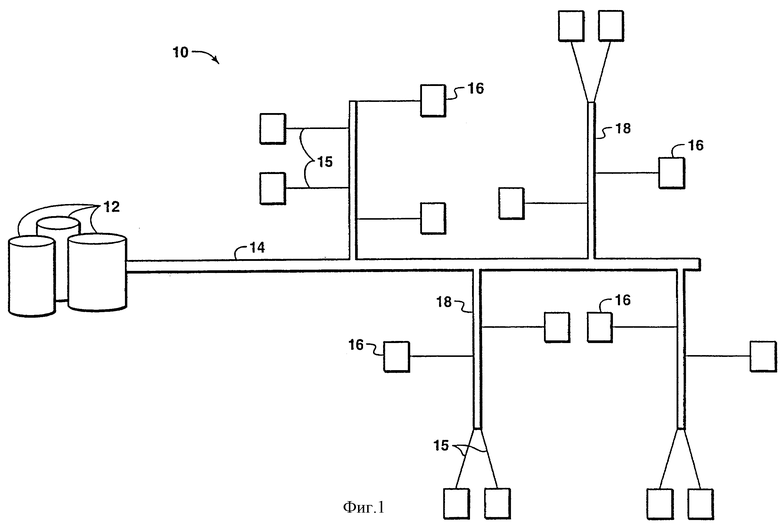
| US 5545269 А, 13.08.1996 | |||
| Устройство двукратного усилителя с катодными лампами | 1920 |
|
SU55A1 |
| Приспособление в пере для письма с целью увеличения на нем запаса чернил и уменьшения скорости их высыхания | 1917 |
|
SU96A1 |
| Установка замкнутого биоэлектрохимического цикла для генерации энергии и способ генерации энергии микроорганизмами | 2021 |
|
RU2795937C2 |
| СПОСОБ СТРОИТЕЛЬСТВА ГАЗОПРОВОДОВ И/ИЛИ ГАЗОКОНДЕНСАТОПРОВОДОВ, ИХ ИНЖЕНЕРНОГО ОБУСТРОЙСТВА И КОМПЛЕКСА ОБЪЕКТОВ ПО ДОБЫЧЕ И ТРАНСПОРТИРОВКЕ ГАЗА И СПОСОБ ЭКСПЛУАТАЦИИ И/ИЛИ РЕМОНТА, И/ИЛИ РЕКОНСТРУКЦИИ, И/ИЛИ ВОССТАНОВЛЕНИЯ ГАЗОПРОВОДОВ, И/ИЛИ ГАЗОКОНДЕНСАТОПРОВОДОВ И ИХ ИНЖЕНЕРНОГО ОБУСТРОЙСТВА | 1995 |
|
RU2053432C1 |
| US 2940268, 14.06.1960. | |||

