Изобретение относится к обработке металлов давлением и может быть использовано для получения гофрированных труб, преимущественно с винтовыми гофрами.
Известно устройство для многополостной штамповки, содержащее формующие элементы, размещенные вокруг оси устройства, механизмы их радиального регулируемого перемещения с приводами, выполненными в виде силовых цилиндров, и систему синхронизации перемещений формующих элементов. Последняя выполнена в виде жестко скрепленных между собой синхронизирующих цилиндров, жестко скрепленных между собой плунжеров и привода их перемещения, при этом полость каждого синхронизирующего цилиндра соединена трубопроводом с рабочей полостью соответствующего силового цилиндра [а.с. СССР 719890, кл2. В 30 В 15/00, 15/24, 1980].
Недостатками известного устройства являются ограниченные технологические возможности, невысокое качество и недостаточная надежность, выражающиеся в следующем.
1. Невозможность получения винтовых гофров.
2. Формующие элементы могут совершать только одновременные одинаковые перемещения.
3. Невозможность корректировки положения формующих элементов относительно друг друга.
Наиболее близким по технической сущности к предлагаемому изобретению является устройство для изготовления труб с винтовыми гофрами, содержащее корпус, закрепленные на нем механизмы радиального регулируемого перемещения, поворота и фиксации угла относительно оси устройства с приводами радиального перемещения в виде силовых цилиндров с рабочими и возвратными полостями и с осями, формующие диски, расположенные вокруг оси устройства на упомянутых осях с возможностью вращения; трубопроводы, напорную и сливную магистрали и распределительные аппараты [патент РФ 2147477, кл7. В 21 D 15/04, 11/06, 2000].
Недостатками известного устройства являются ограниченные технологические возможности, невысокое качество и недостаточная надежность, выражающиеся в следующем.
1. Благодаря имеющимся механическим ограничителям радиального перемещения обеспечено точное позиционирование формующих элементов в конце их рабочих и возвратных ходов, однако в процессе совершения рабочего хода возможно несинхронное перемещение формующих элементов, что отрицательно сказывается на качестве получаемой трубы, в частности на геометрической точности гофров. Это объясняется тем, что в силовых цилиндрах одинаковое давление и их штоки перемещаются независимо друг от друга, а сопротивление деформированию формообразующим дискам может быть не одинаковым, с другой стороны гидроаппаратура может вносить возмущения в работу системы (неодновременное трогание с места, разные скорости и т.п.). Указанное снижает качество и надежность и ограничивает технологические возможности.
2. Т.к. все силовые цилиндры работают одновременно, то количество получаемых гофров не может быть меньше числа силовых цилиндров, что ограничивает технологические возможности.
3. Весьма затруднена настройка оборудования на разную величину подхода формообразующих дисков к оси устройства в конце рабочего хода, что делает практически невозможным получение труб с гофрами разной высоты в поперечном сечении и, следовательно, ограничивает технологические возможности.
Задачей изобретения является повышение качества, увеличение надежности и расширение технологических возможностей.
Поставленная задача решается тем, что устройство для изготовления труб с винтовыми гофрами, содержащее корпус, закрепленные на нем механизмы радиального регулируемого перемещения, поворота и фиксации угла относительно оси устройства с приводами радиального перемещения в виде силовых цилиндров с рабочими и возвратными полостями и с осями, формующие диски, расположенные вокруг оси устройства на упомянутых осях с возможностью вращения; трубопроводы, напорную и сливную магистрали и распределительные аппараты, снабжено жестко скрепленными между собой синхронизирующими цилиндрами, количество которых не менее количества силовых цилиндров. Выходные звенья синхронизирующих цилиндров жестко связаны между собой и имеют возможность перемещения от привода. Распределительные аппараты объединены в блоки по числу синхронизирующих цилиндров, при этом каждый блок подключен к напорной и сливной магистралям и соединен с полостями соответствующих ему синхронизирующего и силового цилиндров с обеспечением возможности работы различного количества силовых цилиндров и корректировки положения каждого из формующих дисков относительно оси устройства. Каждый силовой цилиндр может быть снабжен аппаратом регулирования давления, подключенным к его рабочей полости. Количество синхронизирующих цилиндров может быть равно количеству силовых цилиндров. Силовые, а также синхронизирующие цилиндры могут быть выполнены с равными площадями поперечного сечения. Привод перемещения выходных звеньев синхронизирующих цилиндров может быть выполнен в виде гидроцилиндра, корпус которого жестко скреплен с корпусами синхронизирующих цилиндров, а его выходное звено жестко скреплено с выходными звеньями синхронизирующих цилиндров. Выходные звенья синхронизирующих цилиндров могут быть выполнены в виде плунжеров. Каждый блок распределительных аппаратов может содержать три двухходовых распределителя, один из которых двухпозиционный, а два других трехпозиционные.
Снабжение устройства жестко скрепленными между собой синхронизирующими цилиндрами, выходные звенья которых также жестко соединены между собой и имеют возможность перемещения от привода; объединение распределительных аппаратов в блоки по числу синхронизирующих цилиндров, подключение каждого блока к напорной и сливной магистралям и соединение с полостями соответствующих ему синхронизирующего и силового цилиндра с обеспечением возможности работы различного количества силовых цилиндров и корректировки положения каждого из формующих дисков относительно оси устройства, дает следующие положительные эффекты, повышающие качество, увеличивающие надежность и расширяющие технологические возможности.
1. Возможность синхронного перемещения выходных звеньев всех силовых цилиндров при рабочем ходе, а следовательно, всех формующих дисков, что повышает геометрическую точность получаемых гофров.
2. Возможность увеличить надежность фиксации формующих дисков в рабочем положении при формообразовании гофров, что повышает геометрическую точность получаемых гофров.
3. Возможность синхронного перемещения выходных звеньев всех силовых цилиндров при возвратном ходе, что повышает точность занятия исходной позиций всеми формующими дисками и, следовательно, точность следующего рабочего хода.
4. Возможность удерживать выходное звено вместе с формующим диском в неподвижном положении при совершении возвратного хода другими формующими дисками, что позволяет получать на трубе разное число гофров, тем самым расширяются технологические возможности.
5. Возможность удерживать выходное звено вместе с формующим диском в неподвижном положении при совершении рабочего хода другими формующими дисками, что позволяет получать на трубе разное число гофров, тем самым расширяются технологические возможности.
6. Возможность откорректировать относительное положение каждого формующего диска путем перемещения выходного звена соответствующего силового цилиндра от оси устройства при неподвижности других, что расширяет технологические возможности.
7. Возможность откорректировать относительное положение каждого формующего диска путем перемещения выходного звена соответствующего силового с цилиндра к оси устройства при неподвижности других, что расширяет технологические возможности.
Снабжение рабочей полости каждого силового цилиндра аппаратом регулирования давления, подключенным к его рабочей полости, увеличивает надежность. Использование синхронизирующих цилиндров в количестве, равном числу силовых цилиндров, упрощает конструкцию и управление, что увеличивает надежность. Выполнение силовых, а также синхронизирующих цилиндров с равными площадями поперечного сечения повышает точность, т.е. качество. Выполнение привода перемещения выходных звеньев синхронизирующих цилиндров в виде гидроцилиндра, корпус которого жестко скреплен с корпусами синхронизирующих цилиндров, а его выходное звено жестко скреплено с выходными звеньями синхронизирующих цилиндров, упрощает конструкцию, увеличивая тем самым надежность.
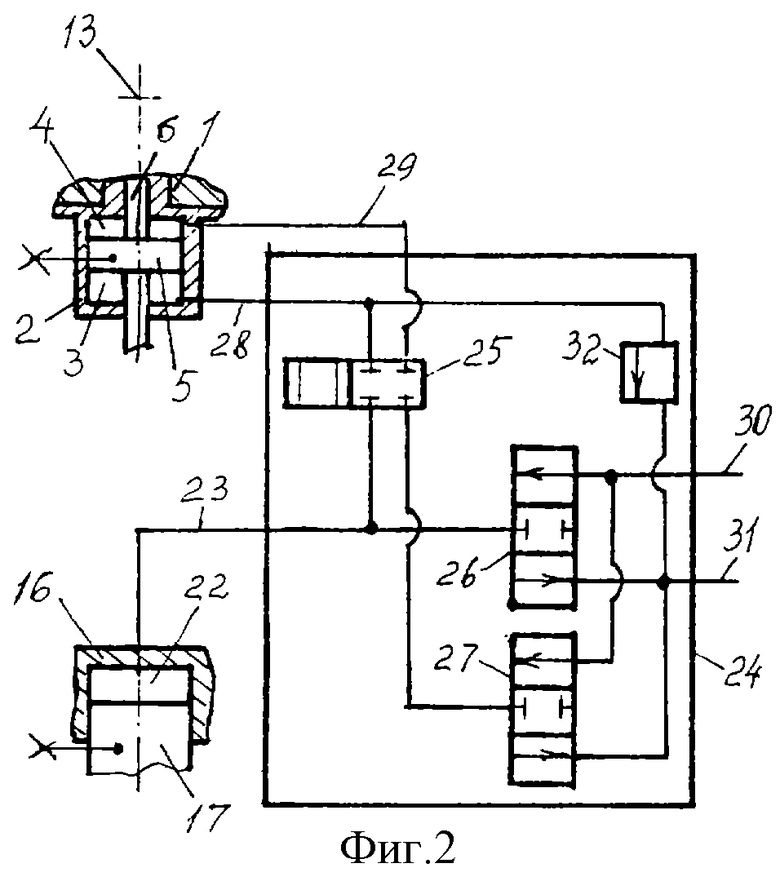
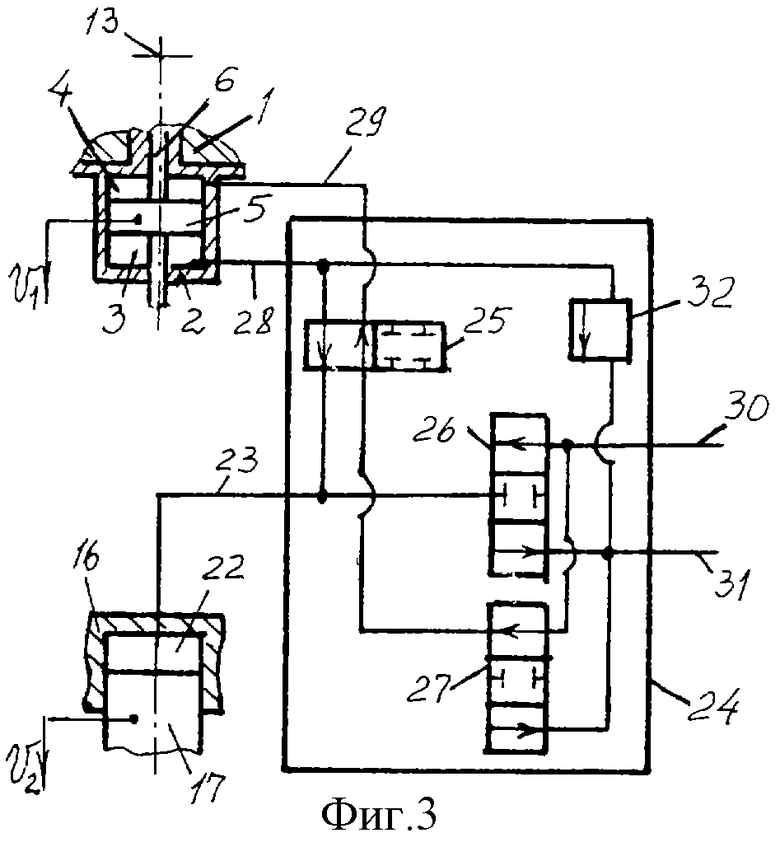
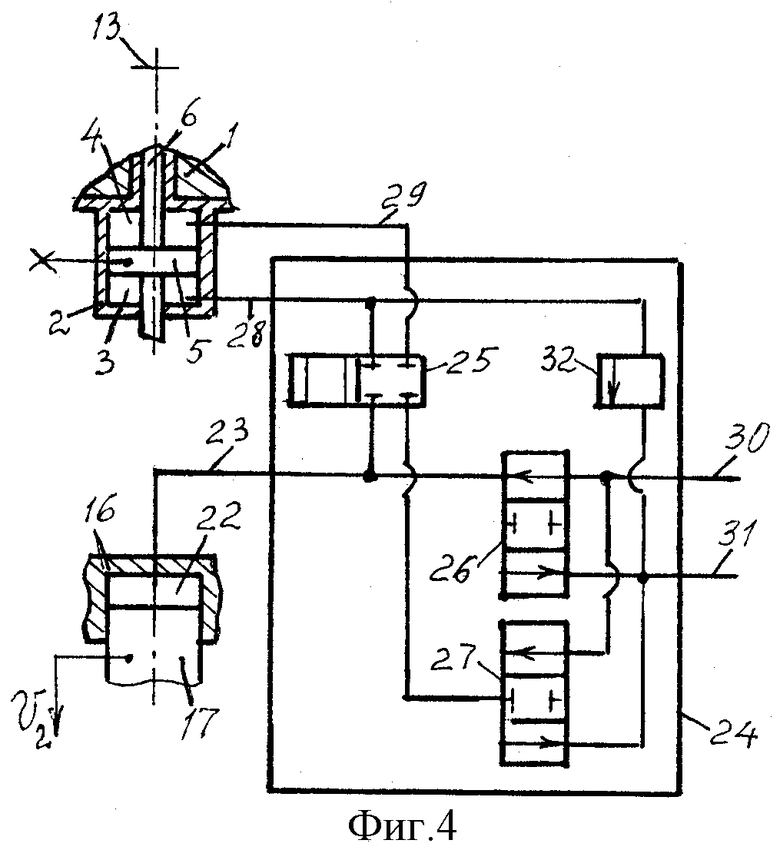
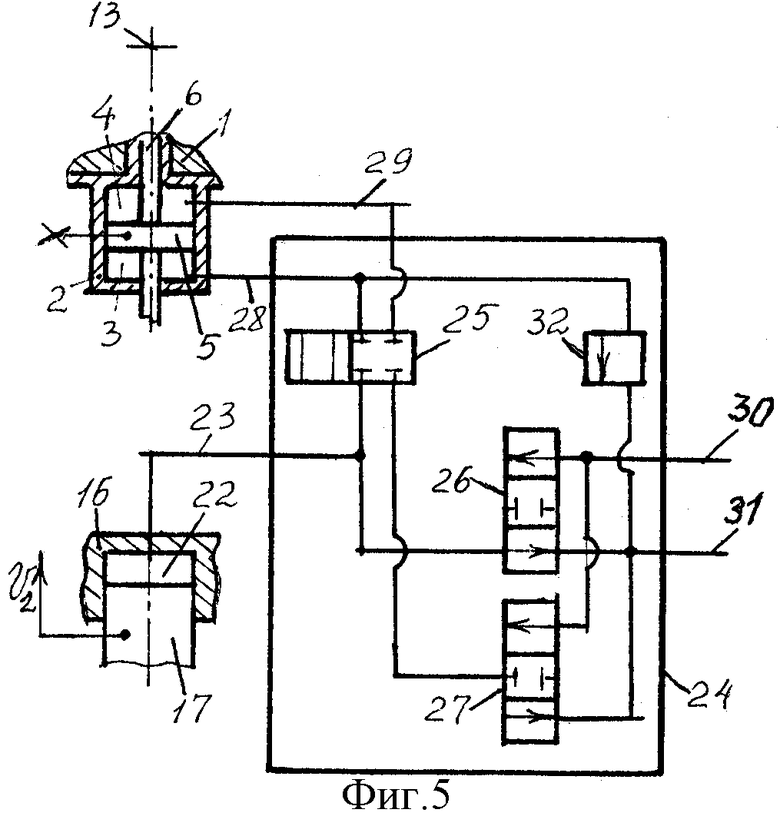
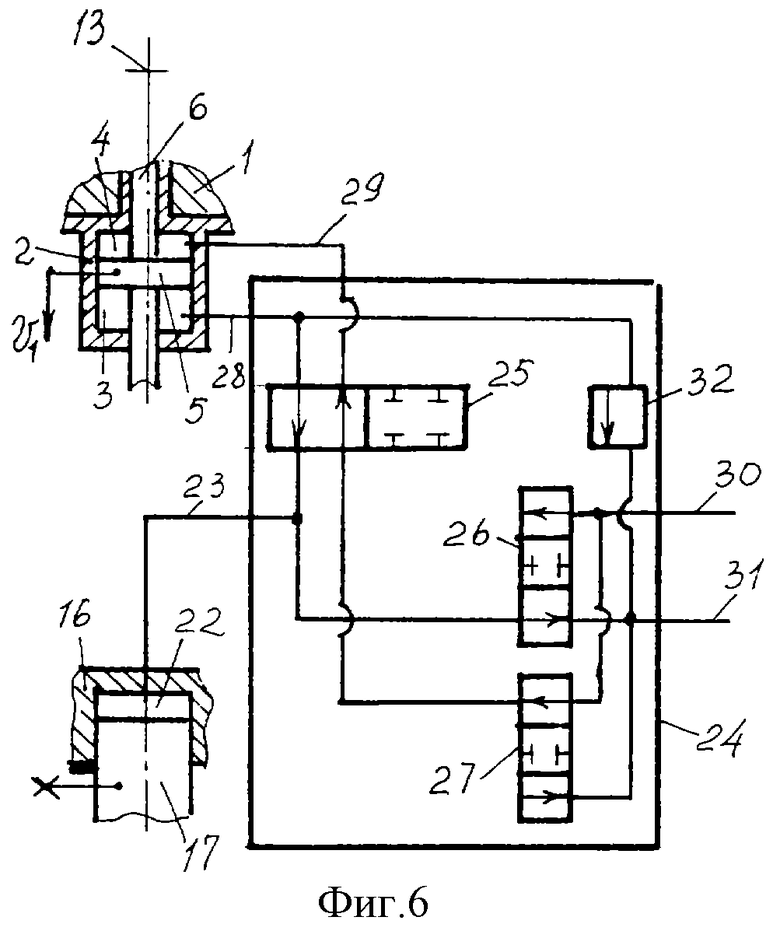
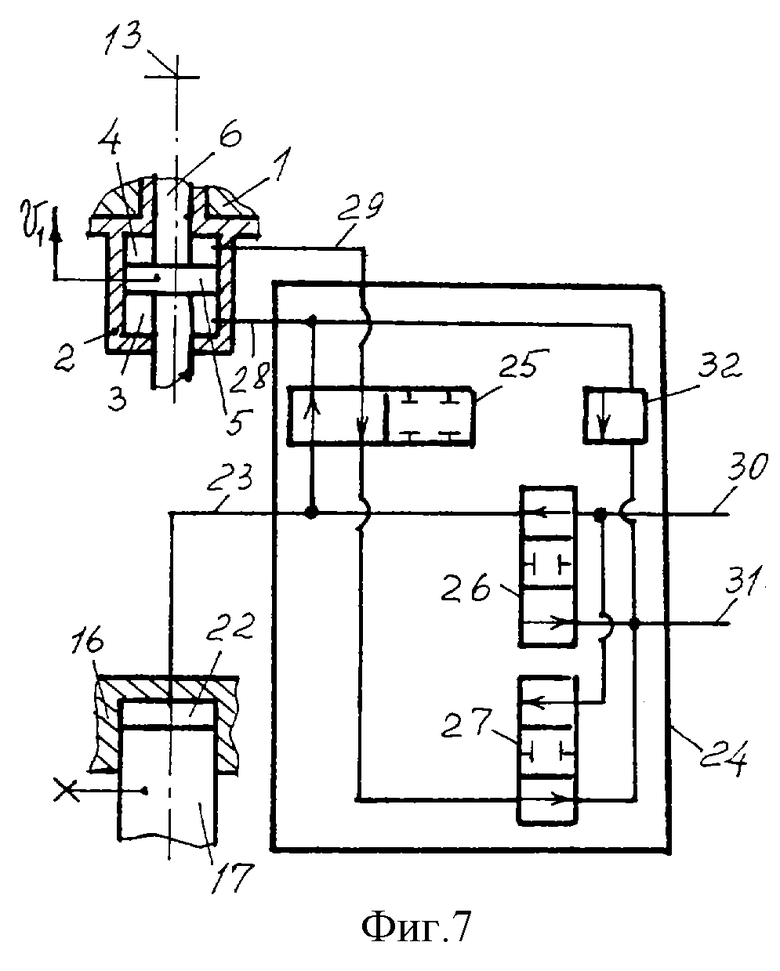
На фиг.1 схематично показан общий вид устройства и коммутация для синхронного рабочего хода формующих дисков; на фиг.2-7 представлены варианты коммутации для: фиг. 2 - фиксации дисков; фиг.3 - синхронного возвратного хода; фиг. 4 - фиксации диска при возвратном ходе других; фиг.5 - фиксации диска при рабочем ходе других; фиг.6 - отвода диска от оси устройства при неподвижности синхронизирующих цилиндров; фиг.7 - приближения диска к оси устройства при неподвижности синхронизирующих цилиндров.
Устройство включает в себя корпус 1, на котором установлены силовые цилиндры 2, каждый из которых имеет рабочую 3 и возвратную 4 полости и выходное звено, выполненное в виде поршня 5 и штока 6; на последнем установлены ограничитель рабочего 7 и возвратного 8 ходов. Шток 6 зафиксирован шпонкой 9 от вращения относительно корпуса силового цилиндра 2, который фланцами 10, 11 зафиксирован от осевого смещения относительно корпуса 1 с возможностью вращения вокруг своей оси с фиксацией угла стопором 12. На ближнем к оси устройства 13 конце штока 6 установлена ось 14, на которой смонтирован формующий диск 15. Синхронизирующие цилиндры 16, жестко скрепленные друг с другом, и их выходные звенья, выполненные, например, в виде плунжеров 17, также жестко скрепленных друг с другом, снабжены приводом их относительного перемещения, в качестве которого может быть использован любой известный тип привода, например, механический, электромеханический, электрогидравлический и т.п.; на фиг.1 в качестве привода показан гидроцилиндр 18, корпус которого жестко скреплен с корпусами синхронизирующих цилиндров 16 крепежом 19, a его плунжер 20 жестко скреплен с плунжерами 17 синхронизирующих цилиндров 16. Гидроцилиндр 18 имеет полость 21. Каждый синхронизирующий цилиндр 16 имеет полость 22, трубопроводом 23 соединенную с соответствующим блоком 24 двухходовых распределительных аппаратов, один из которых двухпозиционный 25, а два других - трехпозиционные 26, 27. Блок 24 соединен трубопроводом 28 и 29 соответственно с рабочей 3 и возвратной 4 полостями соответствующего силового цилиндра 2. К блоку 24 подведены напорная 30 и сливная 31 магистрали. Рабочая полость 3 силового цилиндра 2 снабжена аппаратом регулирования давления 32, в качестве которого может быть использован, например, предохранительный клапан (как показано на фиг.1-7), реле давления или любой другой известный аппарат; указанные аппараты могут использоваться как по отдельности, так и совместно. Обрабатываемую трубу 33 размещают между формующими дисками 15 по оси устройства 13.
Устройство работает в следующей последовательности.
Предварительно формующие диски 15 поворачивают относительно оси устройства 13 на требуемый угол, определяемый углом подъема винтовой линии гофров обрабатываемой трубы 33 (в диапазоне 0...45o). Для этого поворачивают каждый силовой цилиндр 2 вместе со штоком 6 и диском 15 и фиксируют стопором 12. Посредством трубопроводов 23, 28 и распределителей 25, 26 соединяют рабочую полость 3 силового цилиндра 2 с полостью 22 соответствующего синхронизирующею цилиндра 16 и посредством трубопроводов 29 и распределителей 25, 27 соединяют возвратную полость 4 силового цилиндра 2 со сливной магистралью 31 (фиг. 1). В полость 21 гидроцилиндра 18 подают под давлением жидкость, которая воздействуя на плунжер 20, перемещает его вместе с плунжерами 17 синхронизирующих цилиндров 16; при этом каждый плунжер 17 вытесняет определенный объем жидкости из полости 22 синхронизирующего цилиндра 16 в рабочую полость 3 соответствующего силового цилиндра 2. Поступившая в рабочую полость 3 жидкость, воздействуя на поршень 5, перемещает его вместе со штоком 6, осями 14 и формующими дисками 15 к оси устройства 13, передавая усилие деформирования на трубу 33 (т.е. совершает рабочий ход), перемещаемую любым известным устройством (плунжером пресса, захватом волочильного стана и т.п.) вдоль оси устройства 13. Поршни 5 всех силовых цилиндров 2, совершающих рабочий ход, перемещаются синхронно, т.к. из полостей 22 синхронизирующих цилиндров 16 их плунжерами 17 вытесняются одинаковые объемы жидкости в рабочие полости 3 силовых цилиндров 2. Если по каким-то причинам один или несколько формующих дисков 15 встретят повышенное сопротивление деформированию, то в рабочих полостях 3 силовых цилиндров 2, на штоках 6 которых установлены указанные диски 15, соответственно повысится давление жидкости и, в результате, повышенное сопротивление будет преодолено; если давление превысит допустимую величину, то сработает аппарат регулирования давления 32 (предохранительный клапан, реле давления и т.п.). При подходе рабочих периферийных поверхностей формующих дисков 15 к оси устройства 13 на требуемое расстояние (до упора ограничителя рабочего хода 7 в корпус 1, до срабатывания датчика положения (не показан), например, конечного выключателя и т.п.) подачу жидкости в полость 21 гидроцилиндра 18 прекращают, рабочие 3 и возвратные 4 полости силовых цилиндров 2 герметизируют распределителем 25 (фиг.2), тем самым фиксируют от радиальных перемещений формующие диски 15, которые вращаются на осях 14 от взаимодействия с перемещаемой вдоль оси устройства 13 трубой 33, деформируют ее, образуя на ней гофры. После выполнения гофров на участке трубы, требуемой длины, рабочие полости 3 силовых цилиндров 2 посредством распределителя 25 соединяют с полостями 22 соответствующих синхронизирующих цилиндров 16, а возвратные полости 4 силовых цилиндров 2 посредством распределителей 25, 27 соединяют с напорной магистралью 30 (фиг.3). Под воздействием жидкости, поступающей под давлением в возвратные полости 4 силовых цилиндров 2, поршни 5 синхронно совершают возвратный ход от оси устройства 13 (до упора ограничителя возвратного хода 8 в корпус 1, до срабатывания конечного выключателя (не показан) и т.п.), формующие диски 15 выводятся из контакта с трубой 33, при этом жидкость из рабочих полостей 3 силовых цилиндров 2 вытесняется в полости 22 синхронизирующих цилиндров 16, перемещая их плунжеры 17 вместе с плунжером 20 гидроцилиндра 18 в исходное положение. Затем цикл повторяется.
При необходимости изготовления труб с числом гофров меньшим числа установленных в устройстве силовых цилиндров 2, ненужные для гофрообразования силовые цилиндры 2, выводят из работы, герметизируя их рабочие 3 и возвратные 4 полости посредством распределителя 25, при этом при рабочем ходе других силовых цилиндров 2, полости 22 соответствующих синхронизирующих цилиндров 16 соединяют посредством распределителя 26 со сливной магистралью 31 (фиг.5), а при возвратном ходе других силовых цилиндров 2 упомянутые полости 22 соединяют посредством распределителя 26 с напорной магистралью 30 (фиг. 4). Таким образом обеспечивается возможность использовать при гофрообразовании любые сочетания силовых цилиндров 2 для совершения ими рабочих ходов.
При необходимости изготовления труб с гофрами разной высоты в поперечном сечении требуется разное положение формующих дисков 15 относительно оси устройства 13. Корректировку положения формующего диска 15 осуществляют его перемещением при неподвижности других. Для перемещения диска 15 от оси устройства 13 соединяют посредством распределителей 25, 27 возвратную полость 4 связанного с ним силового цилиндра 2 с напорной магистралью 30, а рабочую полость 3 упомянутого цилиндра посредством распределителей 25, 26 соединяют со сливной магистралью 31 (фиг.6). Для перемещения диска 15 к оси устройства 13 соединяют посредством распределителей 25, 27 возвратную полость 4 связанного с ним силового цилиндра 2 со сливной магистралью 31, а рабочую полость 3 упомянутого цилиндра посредством распределителей 25, 26 соединяют с напорной магистралью 30 (фиг.7).
Предложенное устройство для гофрирования труб позволяет повысить качество, увеличить надежность и расширить технологические возможности.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЗАЖИМНОЕ УСТРОЙСТВО ВОЛОЧИЛЬНОГО СТАНА | 2002 |
|
RU2222397C1 |
| ЗАЖИМНОЕ УСТРОЙСТВО ВОЛОЧИЛЬНОГО СТАНА | 2001 |
|
RU2185907C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ С ВИНТОВЫМИ ГОФРАМИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2365452C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ С ВИНТОВЫМИ ГОФРАМИ | 2005 |
|
RU2280522C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ С ВИНТОВЫМИ ГОФРАМИ | 1999 |
|
RU2167731C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ С ВИНТОВЫМИ ГОФРАМИ | 1999 |
|
RU2168384C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ДЛИННОМЕРНЫХ ТРУБ С ВИНТОВЫМИ ГОФРАМИ | 2008 |
|
RU2363557C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ С ВИНТОВЫМИ ГОФРАМИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2152837C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ С ВИНТОВЫМИ ГОФРАМИ | 2005 |
|
RU2280523C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ С ВИНТОВЫМИ ГОФРАМИ | 2005 |
|
RU2280521C1 |
Использование: при изготовлении гофрированных труб, преимущественно с винтовыми гофрами. Устройство включает корпус, закрепленные на нем механизмы радиального перемещения, поворота и фиксации угла формующих дисков и приводы их радиального перемещения, выполненные в виде силовых цилиндров. Устройство снабжено системой синхронизации радиальных перемещений формующих дисков, содержащей жестко скрепленные между собой синхронизирующие цилиндры с жестко скрепленными плунжерами, их привод, комплекты распределительных аппаратов и трубопроводов для каждого силового цилиндра, выполненных с возможностью осуществления по меньшей мере семи вариантов коммутации рабочих и возвратных полостей силовых цилиндров, полостей синхронизирующих цилиндров, напорной и сливной магистралей. В качестве рабочего тела силовых и синхронизирующих цилиндров примена жидкость. Привод перемещения плунжеров синхронизирующих цилиндров выполнен в виде гидроцилиндра. Число силовых цилиндров равно числу синхронизирующих цилиндров. Комплект распределительных аппаратов для каждого силового цилиндра включает по меньшей мере три двухходовых распределителя, один из которых двухпозиционный, два других трехпозиционные. Рабочая полость каждого силового цилиндра снабжена регулятором давления. Повышается качество гофрированных труб и расширяются технологические возможности при повышении надежности устройства. 7 з.п. ф-лы, 7 ил.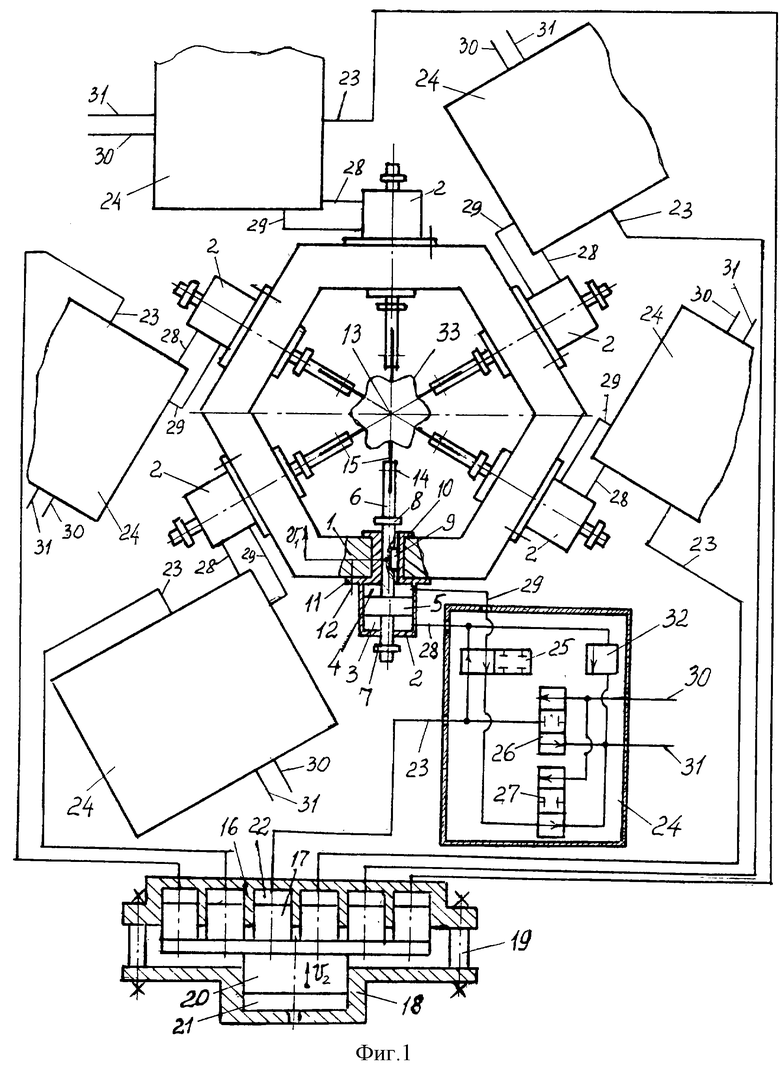
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ С МНОГОЗАХОДНЫМИ ВИНТОВЫМИ ГОФРАМИ | 1998 |
|
RU2147477C1 |
| Устройство для изготовления труб с кольцевыми гофрами | 1984 |
|
SU1232331A1 |
| ЗДАНИЕ | 1999 |
|
RU2176707C2 |

