Изобретение относится к обработке металлов давлением и может быть использовано для получения гофрированных труб.
Известно устройство для изготовления труб с винтовыми гофрами, включающее установленные в корпусе и размещенные вокруг его продольной оси и под углом к ней с возможностью вращения вокруг своих осей формообразующие ролики и узел рабочего перемещения трубы /Патент РФ N 2050213, кл. B 21 D 15/04, 1991/.
Недостатком известного устройства являются ограниченные технологическое возможности, выражающиеся в следующем:
1. Большие трудности, а в некоторых случаях невозможность изготовления длинномерных гофрированных труб;
2. Ограниченные диапазоны параметров изготавливаемых гофров /высота, угол подъема, винтовой линии и т.п./;
3. Низкое качество изготавливаемых труб /искажение и нестабильность параметров гофров как в поперечном, так и в продольном сечениях/.
Указанные недостатки объясняются тем, что при изготовлении гофров путем воздействия роликов на трубу, которую перемещают в осевом направлении, прикладывая к ней определенное осевое усилие, расстояние между точкой приложения осевого усилия к трубе и роликами постоянно меняется, а само усилие достигает весьма больших значений, в результате чего меняются жесткостные параметры трубы, что приводит к изменению параметров гофров и угла подъема их винтовой линий по длине трубы, к ограничению длины изготавливаемых труб, к ограничению параметров поперечного сечения гофров.
Задачей изобретения является расширение технологических возможностей и повышение качества.
Поставленная задача решается тем, что устройство для изготовления труб с винтовыми гофрами, включающее установленные в корпусе и размещенные вокруг продольной оси устройства и под углом к ней с возможностью вращении вокруг своих осей формообразующие ролики и узел рабочего перемещения трубы, согласно изобретению, снабжено станиной, на которой закреплен корпус с формообразующими роликами, узел рабочего перемещения трубы установлен на станине с возможностью перемещения вдоль оси устройства и вращения вокруг указанной оси и выполнен в виде захватного агрегата с приводами его перемещения и вращения. Захватный агрегат может быть выполнен в виде установленных по разные стороны от корпуса двух захватов, каждой их которых может быть снабжен приводами продольного перемещения и вращения вокруг продольной оси устройства. Приводы перемещения и вращения могут быть оснащены элементами, обеспечивающими возможность свободного перемещения и вращения захватов путем отключения последних от указанных приводов. Элементы, дающие возможность отключения захватов от приводов продольного перемещения и вращения, могут быть выполнены в виде сцепных муфт. Приводы вращения захватов могут быть снабжены элементами, дающими возможность свободного вращения захватов при вращении их со скоростью, превышающей скорость привода вращения. Элементы, дающие возможность свободного вращения захватов в этом случае, могут быть выполнены в виде муфт свободного хода /обгонных/. Приводы перемещения и вращения могут быть выполнены с возможностью их согласованной работы, а также с возможностью дистанционного или автоматизированного или автоматического управления. Захватный агрегат может включать в себя оправку, выполненную в виде стержня с возможностью размещения на нем трубы между его противоположными концами, на одном из которых выполнен бурт с наружным диаметром, превышающим больший внутренний диаметр трубы, а другой конец выполнен с возможностью размещения его в захвате. Конец стержня с буртом также может быть выполнен с возможностью размещения его в захвате.
Снабжение устройства станиной и закрепление на ней корпуса, в котором размещены оси формообразующих роликов, выполнение узла рабочего перемещения трубы в виде захватного агрегата с приводами его перемещения и вращения, установленного на станине с возможностью перемещения вдоль оси устройства и вращения вокруг упомянутой оси, дает возможность уменьшить осевое усилие, передаваемое на трубу за счет сообщения ей крутящего момента в процессе формообразования гофров роликами. Уменьшение осевого усилия снижает опасность потери трубой продольной устойчивости или осевого растяжения гофрированной части, что позволяет увеличить длину изготавливаемой трубы и уменьшить дефекты получаемых гофров. Выполнение захватного агрегата в виде установленных на станине с возможностью осевого перемещения и вращения по разные стороны от корпуса двух захватов, каждый из которых снабжен приводами продольного перемещения и вращения вокруг продольной оси, позволяет воздействовать на трубу приложением осевого усилия и крутящего момента с двух сторон от корпуса, что позволяет снизить величину осевого усилия и дает возможность ее варьирования, тем самым расширяются технологические возможности. Снабжение приводов осевого перемещения и вращения элементами, обеспечивающими возможность свободного перемещения и вращения захватов путем отключения их от указанных приводов, позволяет упростить схему управления приводами, повысить надежность соблюдения технологических режимов, увеличить число сочетаний силовых воздействий на трубу, исключить непредусмотренные технологией силовые воздействия на трубу, что расширяет технологические возможности и повышает качество. Выполнение элементов, дающах возможность отключения захватов от приводов перемещения и вращения в виде сцепных муфт, упрощает управление приводами, повышает надежность работы и, следовательно, повышает качество. Снабжение приводов вращения захватов элементами, дающими возможность свободного вращения захватов при вращении их со скоростью, превышающей скорость привода вращения, исключает недопустимое воздействие крутящего момента на трубу, что повышает ее качество; выполнение указанных элементов в виде муфт свободного хода /обгонных/ упрощает и повышает надежность работы, а следовательно, повышает качество. Выполнение приводов перемещения и вращения захватов с возможностью их согласованной работы расширяет технологические возможности; выполнение указанных приводов с возможностью дистанционного, автоматизированного или автоматического управления повышает производительность и качество, а также расширяет технологические возможности. Снабжение захватного агрегата оправкой, выполненной в виде стержня с возможностью размещения на нем трубы между его противоположными концами, на одном из которых выполнен бурт с наружным диаметром, превышающим внутренний диаметр трубы, а другой конец выполнен с возможностью размещения его в захвате, расширяет технологические возможности и повышает качество. Оправка может быть выполнена гладкой на всей длине, размещаемой в трубе, или иметь винтовые выступы и впадины. Выполнение конца стержня с буртом с возможностью размещения его в захвате упрощает работу, повышает качество и расширяет технологические возможности.
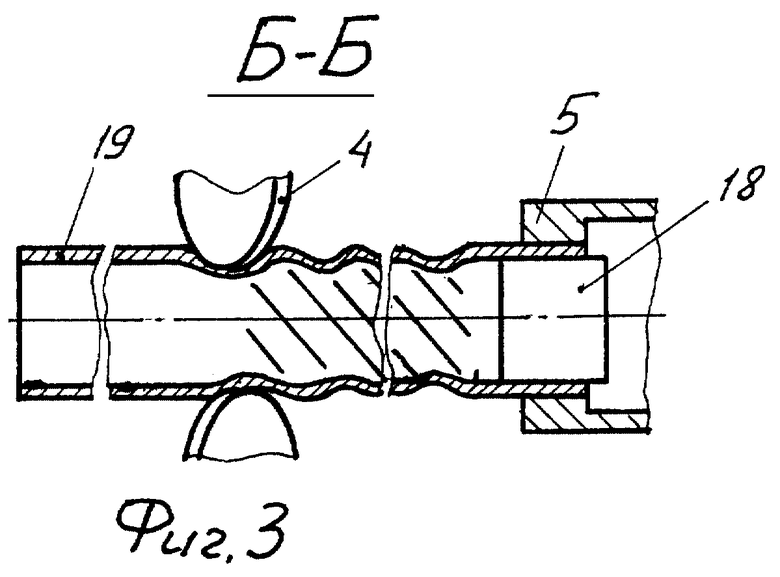
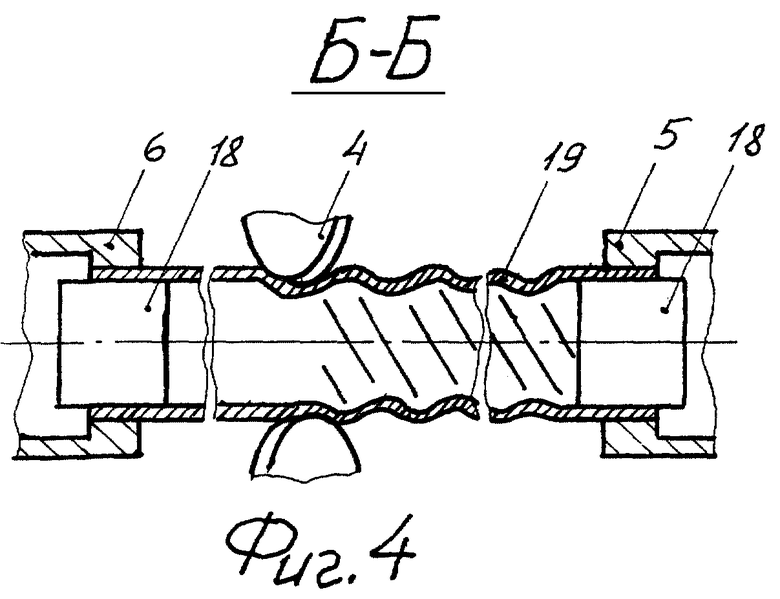
На фиг. 1 показан общий вид устройства; на фиг. 2 - разрез А - А на фиг. 1; на фиг. 3, 4, 5, 6 - разрез Б-Б на фиг. 1 для случая соответственно один захват в рабочем положении, два захвата в рабочем положении, оправка и один захват в рабочем положении, оправка и два захвата в рабочем положении.
Устройство включает в себя станину 1, на которой закреплен корпус 2 с осями 3 и установленными на них с возможностью вращения формообразующими роликами 4; узел рабочего перемещения трубы, выполненный в виде захватного агрегата, состоящего из двух захватов 5, 6, снабженных приводами их перемещения 7, 8 вдоль оси устройства 9 и приводами вращения 10, 11 захватов 5, 6 вокруг оси устройства 9. Приводы перемещения 7, 8 снабжены элементами 12, 13, обеспечивающими возможность отключения приводов 7, 8 от захватов 5, 6. Приводы вращения 10, 11 снабжены элементами 14, 15, обеспечивающими возможность отключения приводов 10, 11 от захватов 5, 6, и элементами 16, 17, дающими возможность свободного вращения захватов 5, 6 при их скорости большей, чем скорость приводов вращения 14, 15. Элементы 12-15 выполнены в виде управляемых сцепных муфт, в качестве которых могут быть использованы любые известные типы муфт, например, пневматические, гидравлические, индукционные, электромагнитные дисковые, порошковые и т.п. с возможностью дистанционного, автоматизированного или автоматического управления. Элементы 16, 17 выполнены в виде муфт свободного хода /обгонных муфт/. В качестве приводов 7, 8, 10, 11 могут быть использованы любые известные типы приводов, например силовые цилиндры, электромеханические зубчатые, червячные, реечные, цепные и т.п. Захваты 5, 6 снабжены вкладышами 18, выполненными с возможностью размещения их в трубе 19, на которой получают гофры 20. Захватный агрегат снабжен оправкой 21 с буртом 22 на одном конце и местами установки 23, 24 в захватах 5, 6 на обоих концах.
Устройство работает в следующей последовательности.
Исходную трубу-заготовку 19 вводят в рабочее пространство роликов 4, устанавливают вкладыши 18 в трубе 19 и зажимают ее в захватах 5, 6; при этом продольная ось трубы 19 совпадает с осью устройства 9. Включают элементы 12-15, приводы осевого перемещения 7, 8 и вращения 10, 11; захваты 5, 6 начинают перемещаться вдоль оси устройства 9 и вращаться вокруг нее, передавая крутящие моменты M1, M2 и осевые усилия P1, P2 трубе 19 и перемещая ее между роликами 4, которые деформируют трубу 19, образуя на ней винтовые гофры 20. После того как на требуемом по длине участке трубы 19 образуют гофры 20 приводы перемещения 7, 8 и вращения 10, 11 отключают, захваты 5, 6 останавливаются, трубу 19 извлекают из захватов 5, 6 и из рабочей зоны роликов 4. При использовании оправки 21 на ней сначала размещают трубу 19, затем их вводят в рабочее пространство роликов 4 и зажимают в одном захвате /фиг. 5/ или в обоих захватах /фиг. 6/. Далее производят манипуляции с приводами 7, 8, 10, 11 и элементами 12-15, подобные описанным выше при работе устройства без оправки 21. Оправка 21 может быть выполнена гладкой или с винтовыми выступами и впадинами для деформирования с их помощью роликами 4 гофров 20 на трубе 19. Передаваемые на трубу 19 осевые усилия P1, P2 и крутящие моменты М1, М2, а также скорости перемещения V1, V2 и вращения ω1 захватов 5, 6 зависят от конкретных технологических режимов получения гофров 20 на трубе 19. Указанные силовые и скоростные параметры могут быть реализованы приводами 7, 8, 10, 11 и элементами 12-15 в режимах ручного, дистанционного, автоматизированного или автоматического управления. Возможность согласованной работы приводов 7, 8, 10, 11 и элементов 12-15 позволяет реализовать технологические режимы, используя сочетания включений составляющих устройства, представленные в таблице. Элементы 16, 17 позволяют исключить недопустимые силовые воздействия на трубу 19 при сбое в системе управления и нарушении согласованной работы приводов 10, 11 и элементов 14, 15. Наличие на оправке 21 бурта 22 и мест установки 23, 24 ее в захватах 5, 6 увеличивает число сочетаний включений составляющих устройства, представленных в таблице.
Предложенное устройство для изготовления труб с годами позволяет увеличить длину изготавливаемых гофрированных труб, расширить диапазоны параметров изготавливаемых гофров, уменьшить искажение и повысить стабильность параметров изготавливаемых гофров, что расширяет технологические возможности и повышает качество.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ С ВИНТОВЫМИ ГОФРАМИ | 1999 |
|
RU2168384C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ С ВИНТОВЫМИ ГОФРАМИ | 1999 |
|
RU2152838C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ С ВИНТОВЫМИ ГОФРАМИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2152837C1 |
| ЗАЖИМНОЕ УСТРОЙСТВО ВОЛОЧИЛЬНОГО СТАНА | 2001 |
|
RU2185907C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ С МНОГОЗАХОДНЫМИ ВИНТОВЫМИ ГОФРАМИ | 1998 |
|
RU2147957C1 |
| ЗАЖИМНОЕ УСТРОЙСТВО ВОЛОЧИЛЬНОГО СТАНА | 2002 |
|
RU2222397C1 |
| УСТРОЙСТВО ДЛЯ ГОФРИРОВАНИЯ ТРУБ | 2001 |
|
RU2205715C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ С ВИНТОВЫМИ ГОФРАМИ | 2005 |
|
RU2280523C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ С МНОГОЗАХОДНЫМИ ВИНТОВЫМИ ГОФРАМИ | 1998 |
|
RU2147477C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ДЛИННОМЕРНЫХ ТРУБ С ВИНТОВЫМИ ГОФРАМИ | 2008 |
|
RU2363557C1 |




Использование: в обработке металлов давлением при изготовлении труб с винтовыми гофрами. Сущность изобретения: устройство содержит установленные в корпусе и расположенные вокруг его продольной оси и под углом к ней с возможностью вращения вокруг своих осей формообразующие ролики и узел рабочего перемещения трубы. Корпус и узел рабочего перемещения установлены на станине. Узел рабочего перемещения трубы выполнен в виде установленного на станине с возможностью перемещения вдоль оси устройства и вращения вокруг нее захватного агрегата и приводов его перемещения и вращения. Захватный агрегат выполнен в виде установленных по разные стороны от клети двух захватов, каждый из которых снабжен приводами перемещения и вращения. Приводы снабжены сцепными муфтами. Привод вращения имеет обгонную муфту. Приводы выполнены с возможностью их согласованной работы в режимах ручного, дистанционного, автоматизированного или автоматического управления. Захватный агрегат имеет оправку, выполненную в виде стержня с возможностью размещения на нем трубы, один конец стержня имеет возможность размещения в захвате, а другой конец выполнен с буртом, наружный диаметр которого превышает внутренний диаметр трубы, и также может быть выполнен с возможностью размещения в захвате. Изобретение расширяет технологические возможности и повышает качество. 10 з.п. ф-лы, 6 ил., 1 табл.
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ С МНОГОЗАХОДНЫМИ ВИНТОВЫМИ ГОФРАМИ | 1991 |
|
RU2050213C1 |
| RU 94018902 А1, 20.01.1996 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ВИНТОВЫХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2121405C1 |
| Гнутый профиль и способ его производства | 1990 |
|
SU1726086A1 |
| Спуск для корнеплодов | 1986 |
|
SU1498670A1 |
| US 4176539 А, 04.12.1972. | |||

