Изобретение относится к обработке металлов давлением и может быть использовано для получения гофрированных труб.
Известен способ изготовления труб с винтовыми гофрами, включающий формообразование гофров на исходной трубе расположенным вокруг нее и под углом к ее продольной оси роликами при осевом перемещении трубы (RU 2050213, C1, 20.12.1995, B 21 D 15/04).
Недостатком известного способа являются ограниченные технологические возможности, выражающиеся в следующем:
1. Невозможность изготовления на трубе гофров разной высоты и с разными углами подъема их винтовой линии за один проход трубы между роликами;
2. Низкая производительность из-за больших затрат труда и времени на переналадку оборудования при последовательном изготовлении на трубе участков с гофрами разного типоразмера по высоте и углу подъема винтовой линии.
Технической задачей, на решение которой направлено изобретение, является расширение технологических возможностей и повышение производительности.
Для решения поставленной задачи в способе изготовления труб с винтовыми гофрами, включающем формообразование гофров на исходной трубе расположенными вокруг нее и под углом к ее продольной оси роликами при осевом перемещении трубы, в процессе формообразования гофров осуществляют изменение их высоты и угла подъема винтовой линии, для чего производят радиальное перемещение роликов и их поворот относительно продольной оси трубы.
Радиальное перемещение роликов и их поворот могут производить одновременно и тем самым одновременно можно менять высоту гофров и угол подъема их винтовой линии. Радиальное перемещение отдельных роликов могут производить в противоположных направлениях (к оси трубы и от нее) и с разными скоростями, обеспечивая тем самым формирование участков трубы с гофрами разной высоты как в поперечном сечении, так и вдоль оси трубы. Поворот всех роликов относительно продольной оси трубы могут осуществлять синхронно на одинаковой угол, что позволит формировать упорядоченное расположение гофров на отдельных участках трубы.
Данное изобретение обеспечивает достижение следующего технологического результата.
1. Расширение номенклатуры изготавливаемых труб с увеличенным диапазоном параметров гофров по сечению (поперечному и продольному) в сочетании с разными углами подъема винтовой линии гофров на разных участках трубы;
2. Повышение производительности за счет исключения операций переналадки и сокращения числа проходов при изготовлении трубы.
На фиг. 1 показана схема осуществления способа.
Способ осуществляется следующим образом.
Трубу 1 со скоростью U1 перемещают между роликами 2, развернутыми на угол α1 относительно продольной оси трубы 3. Ролики 2 перемещают радиально к оси трубы 3. Внедряясь в трубу 1, ролики 2 формируют винтовые впадины 4 и гофры 5. При этом от взаимодействия с трубой 1 ролики 2 вращаются на осях 6; гофрированная часть трубы 1 перемещается в осевом направлении со скоростью U2 и вращается вокруг оси трубы 3 с угловой скоростью ω. Таким образом на трубе-заготовке 1 с наружным диаметром D1 и толщиной стенки δ, получают гофрированный участок с диаметром D2 гофров 5, диаметром D3 впадин 4, высотой h гофров 5, h=D2-D3 и углом подъема их винтовой линии β1.
После получения требуемой длины гофрированного участка с указанными параметрами, не прекращая осевого перемещения трубы 1, ролики 2 поворачивают в положение угла α2 к оси трубы 3. При этом формируют гофрированный участок на трубе 1 с углом подъема винтовой линии β2 гофров 5. Получив второй гофрированный участок требуемой длины, в зависимости от требуемых параметров и числа гофрированных участков трубы 1, ролики 2 /все или в определенном сочетании/ перемещают радиально /к оси трубы 3 или от нее/ и поворачивают в положение требуемого угла αi , где i=1, 2, ..., n, для формирования гофров 5 с соответствующими параметрами сечений и углами подъема винтовой линии βi. Возможны различные сочетания деформирующих воздействий роликов 2 на трубу 1 (см. таблицу).
При этом угловое положение роликов 2 относительно оси трубы 3 изменяют или оставляют неизменным одновременно для всех роликов 2, находящихся в рабочем контакте с трубой 1. Увеличение, уменьшение и неизменное внедрение роликов 2 в трубу 1 обеспечивают радиальными перемещениями роликов 2 к оси трубы 3, от нее или статичным положением роликов 2. В результате получают на трубе 1 n участков с винтовыми гофрами 5 с широким диапазоном дискретно или непрерывно меняющихся параметров по высоте, форме и углу подъема винтовой линии.
Наиболее близким по технической сущности к заявленному является устройство для изготовления труб с винтовыми гофрами, содержащее формующие элементы, выполненные в виде роликов, расположенных вокруг оси устройства в количестве, равном числу заходов гофров, и приводные механизмы радиального перемещения и поворота, а также фиксации каждого ролика относительно продольной оси трубы, оснащенные корпусом, при этом ролики размещены в корпусе упомянутых механизмов с возможностью вращения на осях (FR 2116270, 17.07.1972, B 21 D 15/00).
Недостатком известного устройства являются ограниченные технологические возможности, выражающиеся в невозможности изготовления на трубе винтовых гофров разной высоты и с разными углами подъема их винтовой линии за один проход трубы между формующими элементами.
Технической задачей, на решение которой направлено изобретение, является расширение технологических возможностей.
Для решения поставленной задачи в известном устройстве для изготовления труб с винтовыми гофрами, содержащем формующие элементы, выполненные в виде роликов, расположенных вокруг оси устройства в количестве, равном числу заходов гофров, и приводные механизмы радиального перемещения и поворота, а также фиксации каждого ролика относительно продольной оси трубы, оснащенные корпусом, при этом ролики размещены в корпусе упомянутых механизмов с возможностью вращения на осях, согласно изобретению, ролики выполнены с рабочей поверхностью по форме впадин гофров, а каждый механизм радиального перемещения и поворота ролика относительно продольной оси трубы выполнен в виде одноподвижной кинематической пары, включающей наружное и внутреннее звенья, на ближнем к оси устройства конце последнего из которых установлена ось ролика, при этом наружное звено указанной кинематической пары соединено с корпусом с образованием второй одноподвижной кинематической пары, имеющей наружное и внутреннее звенья, последнее из которых является наружным звеном кинематической пары, при этом одна из одноподвижных кинематических пар выполнена поступательной, а другая - вращательной, внутренние звенья упомянутых кинематических пар установлены с возможностью соответственно поступательного и вращательного перемещения относительно оси, перпендикулярной оси устройства, в внутреннее звено вращательной пары снабжено связующим узлом для соединения посредством общего звена со связующими узлами внутренних звеньев вращательных пар других механизмов радиального перемещения и поворота роликов в сложную кинематическую цепь.
Вращательной может быть выполнена вторая одноподвижная кинематическая пара.
Каждый связующий узел выполнен в виде промежуточного звена кинематической цепи, установленного на внутреннем звене вращательной пары с возможностью фиксации от проворота относительно последнего.
Промежуточное звено может быть снабжено сцепной муфтой для обеспечения возможности фиксации его от проворота относительно внутреннего звена вращательной пары.
Сцепная муфта выполнена дистанционно управляемой.
Соединение промежуточного звена с общим звеном выполнено в виде зубчатого зацепления.
Общее звено установлено в корпусе с возможностью вращения вокруг оси устройства и зафиксировано от перемещения вдоль оси устройства.
Привод каждого механизма радиального перемещения и поворота ролика относительно продольной оси трубы, а также привод каждого механизма фиксации ролика может быть выполнен дистанционно управляемым, может иметь возможность автоматического программного управления.
Использование устройства данной конструкции обеспечивает достижение технического результата, заключающегося в расширении номенклатуры изготавливаемых труб за счет увеличения диапазона параметров гофров как в поперечном, так и в продольной сечениях в сочетании с возможностью получения на трубе гофрируемых участков с разными углами подъема винтовой линии гофров.
Кроме того, обеспечивается повышение производительности за счет сокращения трудозатрат и времени на наладку устройства и подготовительно-заключительные процессы.
На фиг. 2 показан общий вид устройства;
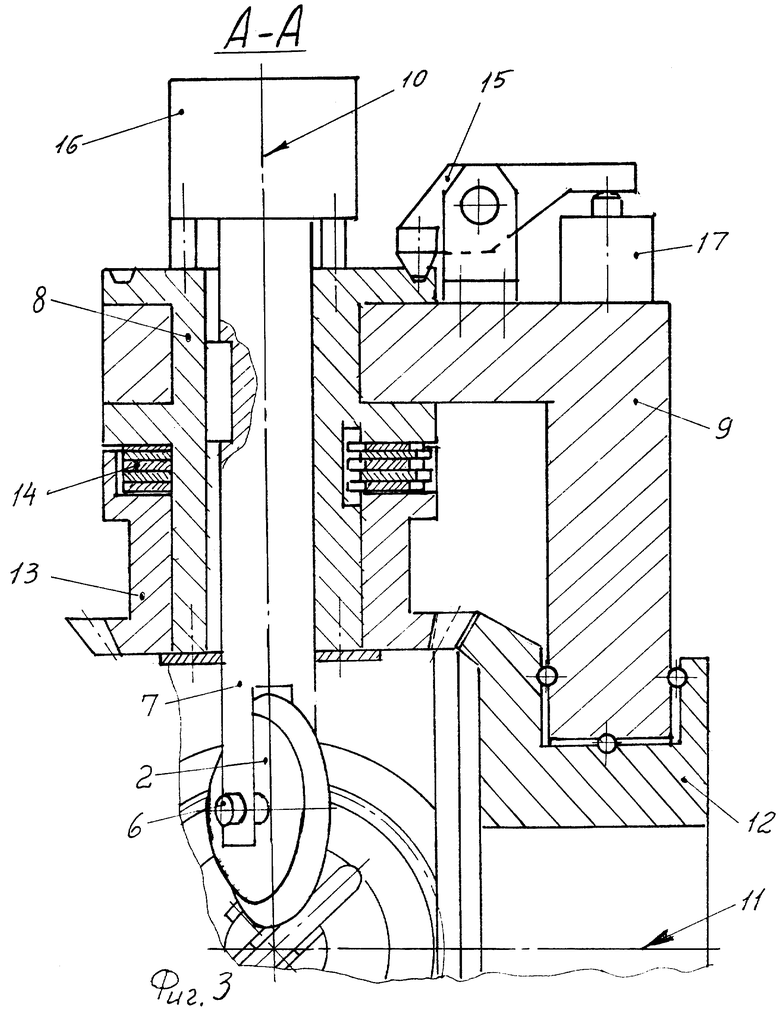
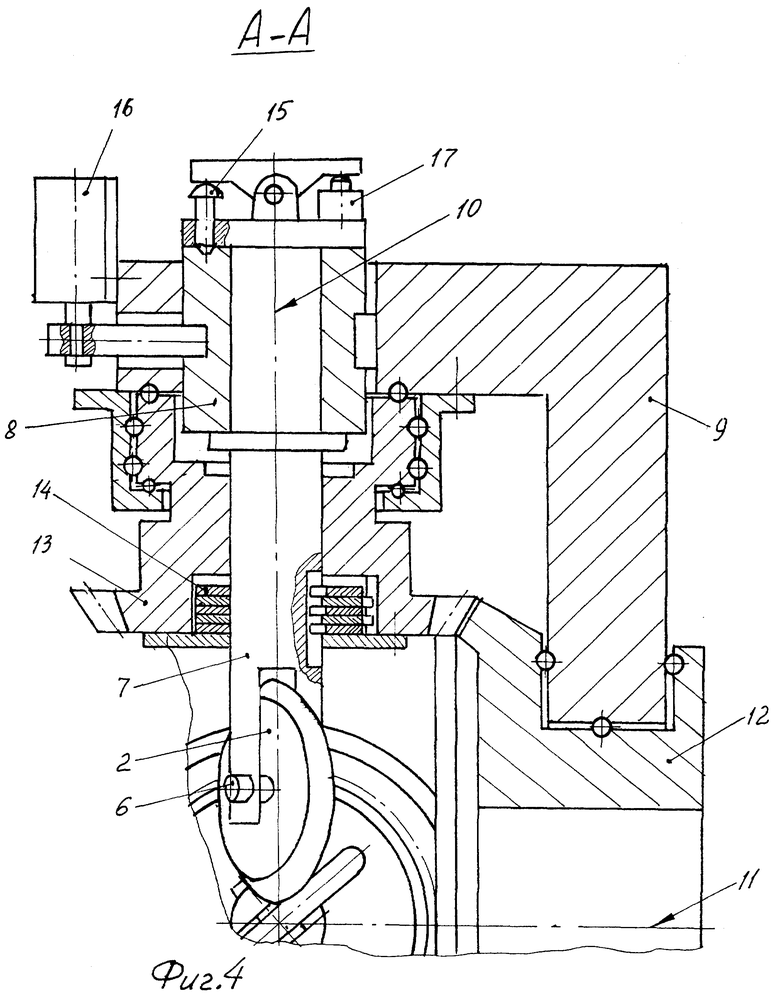
на фиг. 3 - разрез А-А на фиг. 2, вторая кинематическая пара вращательная; на фиг. 4 - разрез А-А на фиг, 2, вторая кинематическая пара - поступательная.
Устройство включает в себя механизмы радиального перемещения и поворота роликов 2, каждый из которых выполнен в виде одноподвижной кинематической пары, состоящей из внутреннего звена 7 и наружного 8, которое в свою очередь образует с корпусом 9 вторую одноподвижную кинематическую пару. Звено 8 во второй одноподвижной кинематической паре является внутренним. Одна из двух одноподвижных кинематических пар является поступательной, другая - вращательной; и выполнены они с возможностью поступательных и вращательных перемещений их внутренних звеньев относительно оси 10, перпендикулярной оси устройства 11. При этом возможны два варианта исполнения: первый - поступательной является кинематическая пара, образованная наружным звеном 8 и внутренним звеном 7, на ближнем к оси устройства 11 конце которого установлена ось 6 ролика 2 /фиг. 3/; второй - поступательной является кинематическая пара, образованная звеном 8 и корпусом 9 /фиг. 4/. Внутреннее звено вращательной пары снабжено связующим узлом, выполненным с возможностью соединения с внутренними звеньями других вращательных пар посредством общего звена 12 в сложную кинематическую цепь. Связующие узлы могут быть выполнены в виде промежуточных звеньев 13, установленных внутренних звеньях /8 - на фиг. 3, 7 - на фиг. 4/ вращательных одноподвижных пар с возможностью фиксации от проворота посредством сцепных муфт 14. Соединение промежуточных звеньев 13 с общим звеном 12 может быть выполнено посредством зубчатого зацепления. Общее звено 12 установлено в корпусе 9 с фиксацией от перемещений вдоль оси устройства 11 и с возможностью вращения вокруг нее. В устройстве имеются механизмы фиксации роликов в виде фиксаторов поворота 15 внутренних звеньев вращательных пар относительно оси 10. В качестве приводов 16 радиального перемещения роликов 2 привода поворота общего звена 12 /на фигурах не показан/, приводов 17 фиксаторов 15 могут быть использованы любые известные типы приводов, например силовые цилиндры, электромеханические реечные, червячные, зубчатые и т.п. Указанные приводы, а также сцепные муфты 14, в качестве которых могут быть использованы пневматические, индукционные, электромагнитные дисковые, порошковые и др., могут быть выполнены с возможностью дистанционного, автоматизированного или автоматического программного управления. Обрабатываемую трубу 1 размещают в рабочем пространстве между роликами 2, совмещая ее ось 3 с осью устройства 11.
Устройство работает в следующей последовательности.
Предварительно устройство приводят в исходное положение: ролики 2 отведены от оси устройства 11 и развернуты на требуемый угол α1, определяемый углом подъема винтовой линии гофров β1; фиксаторы угла поворотов 15 включены, сцепные муфты 14 выключены. Включают приводы 16 радиального перемещения роликов 2 на перемещение внутренних звеньев поступательных пар /7 - на фиг. 3, 8 - на фиг. 4/ к оси устройства 11. Вместе со звеньями 7 к оси устройства 11 перемещаются оси 6 с роликами 2, которые воздействуя на трубу 1, перемещаемую любым известным способом /рабочим органом пресса, волочильного стана и т.п./ вдоль оси устройства 11, образуют на ней винтовые впадины 4 и гофры 5. Приводы 16 отключают, а ролики 2 фиксируют от радиальных перемещений при подходе рабочих периферийных поверхностей роликов 2 к оси устройства 11 на расстояние, определяемое геометрическими размерами гофрируемого участка трубы 1 /наружным исходным диаметром, высотой гофров, толщиной стенки и т.д./ и технологическими режимами деформирования. Ролики 2 вращаются на осях 6 от взаимодействия с перемещаемой вдоль оси устройства 11 трубой 1, деформируют ее, образуя на ней винтовые гофры 5. После выполнения гофров 5 с заданными параметрами /высотой, формой, углом подъема винтовой линии/ на участке трубы требуемой длины, не прекращая осевого перемещения трубы 1, фиксаторы угла поворота 15 отключают, сцепные муфты 14 включают для фиксации от проворота промежуточных звеньев 13 относительно внутренних звеньев вращательных пар /8 - на фиг. 3; 7 - на фиг. 4/, вращают общее звено 12, которое через зубчатое зацепление передает вращение на промежуточные звенья 13 и зафиксированные с ними посредством сцепных муфт 14 внутренние звенья вращательных пар; в результате происходит поворот осей 6 и находящихся на них роликов 2. После поворота роликов 2 в положение требуемого угла α2 общее звено 12 останавливают, фиксаторы 15 включают на стопорение внутренних звеньев вращательных пар /8 - на фиг. 3; 7 - фиг. 4/. В таком положении устройства роликами 2 на трубе 1 формируют второй гофрированный участок с требуемыми параметрами гофров 5. Аналогичным порядком получают на трубе остальные гофрированные участки с требуемыми параметрами гофров за один проход. Различные сочетания деформирующих воздействий роликов 2 на трубу 1, предусмотренные в предложенном способе, осуществляют путем сочетания включений - отключений приводов 16 радиальных перемещений роликов 2, приводов 17 фиксаторов поворота 15, сцепных муфт 13, привода общего звена 12.
Деформирование трубы 1 могут производить как с размещением внутри нее оправки с винтовыми выступами и впадинами, так и без нее. Наличие оправки или ее отсутствие определяется технологическими режимами обработки конкретных трубных изделий.
Предложенные способ и устройство для изготовления труб с винтовыми гофрами позволяют расширить номенклатуру изготавливаемых труб с увеличенным диапазоном параметров гофров в поперечном и продольном сечениях в сочетании с разными углами подъема винтовой линии гофров на разных участках трубы, а также повысить производительность и качество, что расширяет технологические возможности.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЗАЖИМНОЕ УСТРОЙСТВО ВОЛОЧИЛЬНОГО СТАНА | 2001 |
|
RU2185907C1 |
| ЗАЖИМНОЕ УСТРОЙСТВО ВОЛОЧИЛЬНОГО СТАНА | 2002 |
|
RU2222397C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ С ВИНТОВЫМИ ГОФРАМИ | 1999 |
|
RU2167731C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ С ВИНТОВЫМИ ГОФРАМИ | 1999 |
|
RU2168384C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ С ВИНТОВЫМИ ГОФРАМИ | 1999 |
|
RU2152838C1 |
| УСТРОЙСТВО ДЛЯ ГОФРИРОВАНИЯ ТРУБ | 2001 |
|
RU2205715C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ С ВИНТОВЫМИ ГОФРАМИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2365452C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ С МНОГОЗАХОДНЫМИ ВИНТОВЫМИ ГОФРАМИ | 1998 |
|
RU2147477C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ С МНОГОЗАХОДНЫМИ ВИНТОВЫМИ ГОФРАМИ | 1998 |
|
RU2147957C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ С ВИНТОВЫМИ ГОФРАМИ | 2005 |
|
RU2280523C1 |


Изобретения относятся к обработке металлов давлением и могут быть использованы при получении гофрированных труб. На исходной трубе роликами формообразуют гофры. Ролики размещают вокруг трубы и под углом к ее продольной оси. Трубу перемещают в осевом направлении. В процессе формообразования гофров изменяют их высоту и угол подъема винтовой линии. Для этого ролики перемещают в радиальном направлении и поворачивают относительно продольной оси трубы. Для изменения высоты гофров и угла подъема их винтовой линии в поперечном сечении трубы и вдоль ее оси радиальное перемещение роликов производят в противоположных направлениях и с разными скоростями. Каждый ролик установлен в корпусе и снабжен механизмом радиального перемещения и поворота относительно продольной оси трубы. Упомянутый механизм выполнен в виде одноподвижной кинематической пары с наружным и внутренним звеньями. На ближнем к оси устройства конце внутреннего звена установлена ось ролика. Рабочая поверхность ролика выполнена по форме впадин гофров. Наружное звено кинематической пары является внутренним звеном второй одноподвижной кинематической пары, наружное звено которой образовано корпусом устройства. Одна из упомянутых кинематических пар является поступательной, а вторая - вращательной. Внутреннее звено вращательной пары имеет связующий узел для соединения посредством общего звена со связующими узлами других механизмов. В результате обеспечивается расширение технологических возможностей и повышение производительности. 2 с. и 11 з.п.ф-лы, 4 ил., 1 табл.
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ С МНОГОЗАХОДНЫМИ ВИНТОВЫМИ ГОФРАМИ | 1991 |
|
RU2050213C1 |
| СПОСОБ ФОРМИРОВАНИЯ ХОЛСТА ИЗ МИНЕРАЛЬНОГО СУПЕРТОНКОГО ВОЛОКНА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2116270C1 |
| Станок для образования гофров на трубных заготовках | 1969 |
|
SU413716A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТР^^БЧАТЫХ ДЕТАЛЕЙ С ВИНТОВЫМИ ГОФРАМИ | 0 |
|
SU239185A1 |
| Устройство для получения спирально-профилированных труб | 1987 |
|
SU1489885A1 |
| US 4566301, 28.01.1986 | |||
| US 4336702, 29.06.1982 | |||
| ПОЛЯРИЗАТОР | 1992 |
|
RU2080629C1 |
