Настоящее изобретение относится к способу формования зубных щеток и к устройству для осуществления способа.
Формование зубных щеток с пучками волокон или щетины, введенными в головную часть щетки во время инжекции, сопряжено с определенной проблемой. Одна из относительно подвижных частей пресс-формы содержит полость, определяющую головную часть щетки со множеством отверстий для частичного введения в полость соответствующего числа пучков щетины. Из-за вязкости нагретого пластифицированного формовочного материала и давления внутри полости во время инжекции имеют место утечки через отверстия в полости, определяющей головную часть щетки. Было предпринято множество попыток для исключения таких утечек. Одна из таких попыток, как показано в европейском патенте ЕР 0676268 A1, состояла в формировании сгустка расплавленного материала около конца каждого пучка ворса и удерживании такого сгустка у края, определяющего соответствующее отверстие в полости, определяющей головную часть щетки, во время инжекции пластифицированного материала. Другая попытка (патент DE 3832520 A1) заключалась во введении штифтов, расположенных в центре каждого пучка, чтобы прижать элементы щетины радиально наружу к стенкам отверстия. Однако ни одна из этих попыток не оказалась успешной в деле надежного исключения всяких утечек.
Технической задачей настоящего изобретения стало создание способа формования зубных щеток, надежно исключающего утечки материала при его формовании.
Технической задачей настоящего изобретения также стало создание устройства для осуществления такого способа.
Технический результат настоящего изобретения заключается в создании способа, исключающего утечки материала при формовании, состоящего в высокоточном и последовательном контроле за давлением в полости пресс-формы во время инжекции.
Данный технический результат достигается за счет того, что в способе формования зубных щеток с использованием пресс-формы с относительно подвижными частями, в которых образована, по меньшей мере, одна полость для формования, соответствующая по форме телу зубной щетки, причем одна из частей пресс-формы содержит участок, определяющий головную часть зубной щетки, со множеством отверстий для частичного введения соответствующего числа пучков щетины в часть полости для формования, определяющую головную часть зубной щетки, при котором подают пластифицированный формовочный материал, инжектируют его под давлением в полость для формования и прекращают инжекцию, согласно изобретению дополнительно измеряют и контролируют давление в части полости для формования, определяющей головную часть зубной щетки, а инжекции прекращают, когда давление внутри указанной полости достигает заданной величины давления, которую выбирают ниже величины давления, при котором происходит утечка формовочного материала через отверстия в пресс-форме.
Предпочтительно формовочный материал инжектируют с одного продольного конца полости для формования, а давление измеряют на втором противоположном продольном конце полости.
Также предпочтительно формовочный материал инжектируют через узкий инжекционный канал и прекращают инжекцию путем резкого блокирования подачи материала по указанному каналу в месте, расположенном в непосредственной близости к полости для формования.
Предпочтительно одновременно формуют множество зубных щеток во множестве полостей и прекращают инжекцию в каждую отдельную полость по давлению, измеренному в этой полости.
Предпочтительно первый компонент формовочного материала инжектируют во время первого этапа инжекции, образуя основную часть щетки, включающей пучки щетины, и, по меньшей мере, один дополнительный компонент формовочного материала инжектируют во время второго этапа инжекции для завершения изготовления зубной щетки.
Предпочтительно давление измеряют внутри полости для формования только на первом этапе инжекции.
Указанный технический результат также достигается за счет того, что устройство для формования зубных щеток, содержащее пресс-форму с относительно подвижными частями, образующими, по меньшей мере, одну полость для формования, соответствующую по форме телу зубной щетки, причем одна из частей пресс-формы включает участок, определяющий головную часть щетки, со множеством отверстий для частичного введения соответствующего числа пучков щетины в часть полости для формования, определяющую головную часть зубной щетки, узел пластикации материала и подачи его под давлением в полость для формования и узкий канал подачи, соединяющий полость для формования с узлом подачи, согласно изобретению содержит датчик давления, связанный с частью полости, определяющей головную часть зубной щетки, клапан, предназначенный для перекрытия канала подачи в непосредственной близости к указанной полости, и управляющее устройство, предназначенное для управления клапаном в зависимости от давления, измеряемого датчиком давления внутри части полости, определяющей головную часть зубной щетки.
Предпочтительно пресс-форма содержит множество одинаковых полостей для формования, а узел подачи содержит коллектор со множеством каналов подачи, каждый из которых соединен с одной из полостей, при этом каждый канал подачи имеет связанный с ним клапан.
Также предпочтительно клапаны выполнены управляемыми индивидуально с помощью управляющего устройства в зависимости от давления, измеренного в соответствующей полости для формования.
Дополнительные детали изобретения станут понятными из последующего описания двух вариантов выполнения изобретения со ссылками на чертежи, на которых:
Фиг.1 схематически показывает устройство для осуществления изобретения;
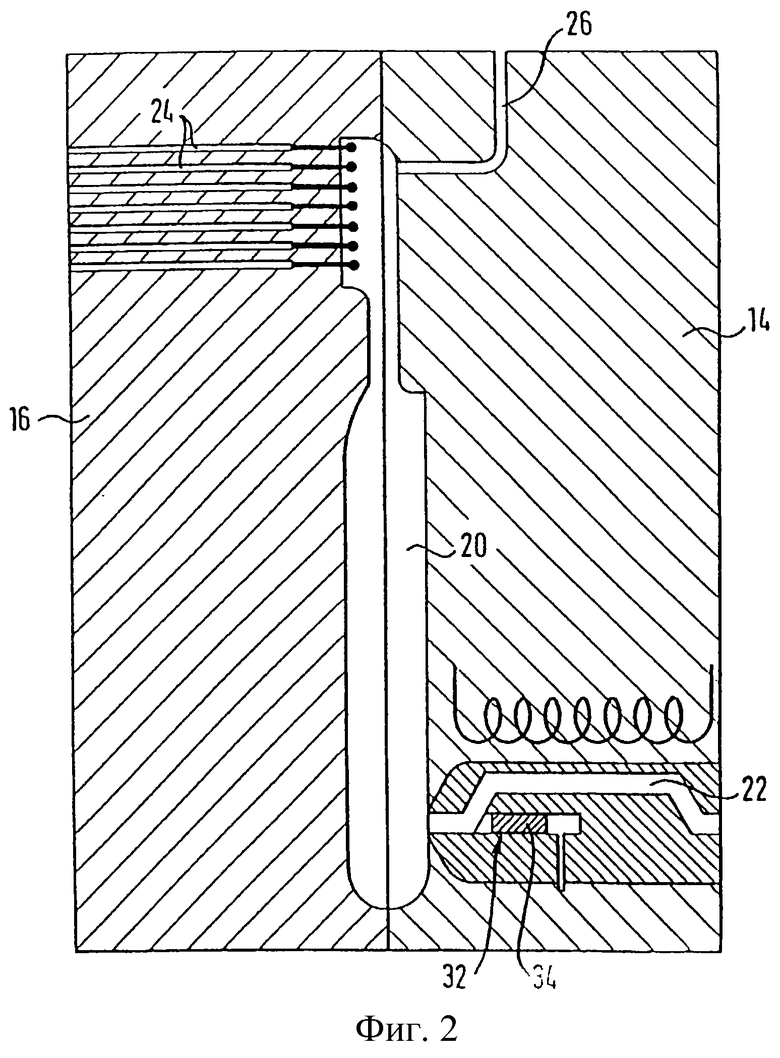
Фиг.2 - частичный вид устройства в увеличенном масштабе;
Фиг.3 - схематический вид второго варианта выполнения устройства.
Устройство, показанное на Фиг.1, содержит обычный узел для пластифицирования и подачи под давлением с цилиндром 10 и поршнем 12 и пресс-форму с первой неподвижной частью 14 и второй подвижной частью 16. Цилиндр 10 заполняют гранулами термопластичного формовочного материала, который пластифицируют в цилиндре под воздействием сочетания механической и тепловой обработки. Пресс-форма соединена с цилиндром 10 коллектором 18. Части 14, 16 пресс-формы обычно образуют полость, имеющую продолговатую форму тела зубной щетки. Узкий канал 22 для подачи расположен у одного конца полости 20 в неподвижной части 14 пресс-формы и соединен с коллектором 18. С противоположного конца полости 20, который соответствует головной части зубной щетки, в подвижной части 16 пресс-формы имеется определенное количество отверстий 24, предназначенных для введения в них пучков щетины, концы которых вводят в полость 20 на некоторую глубину. Линия 26 для определения давления присоединена к тому же концу полости 20. Линия 26 для определения давления присоединена к входу датчика давления 28. Клапан 32 выполнен в виде задвижки с подвижным затвором 34 и расположен около конца канала 22 для подачи, которым он соединен с полостью 20, так, что канал 22 для подачи может быть выборочно перекрыт. Гидравлическое управляющее устройство 30 содержит вход, соединенный со входом датчика давления 28 сигнальной линией 29, и выход, соединенный с клапаном 32 линией управления 33.
Устройство действует следующим образом: пластифицированный формовочный материал подают узлом для подачи по коллектору 18 и каналу 22 для подачи в полость 20 после того, как комплект щетины введен в отверстия 24 в подвижной части 16 пресс-формы. Во время инжекции формовочного материала в полость 20 осуществляют мониторинг давления внутри полости с помощью управляющего устройства 30. Более конкретно, давление измеряют около конца полости 20, который соответствует головной части зубной щетки, т.е. места внутри полости 20, где давление играет наиболее существенную роль. Когда достигают заданную величину давления в этом месте полости 20, посылается управляющий сигнал от устройства датчика давления 28 к гидравлическому управляющему устройству 30 для резкого прекращения подачи формовочного материала в полость 20. Величину заданного давления выбирают несколько меньшей, чем величина давления, при котором формовочный материал начинает протекать через отверстия 24. Величина давления, при которой начинает происходить утечка формовочного материала, зависит от природы формовочного материала и других параметров формования и может быть определена экспериментально.
Вариант воплощения, представленный на Фиг.3, в общем сходен с вариантом воплощения, показанном на Фиг.1, и отличается только тем, что в нем выполнено множество аналогичных полостей 20а, 20b для формования, которые присоединены к общему коллектору 18, причем каждая присоединена отдельным каналом 22 для подачи со связанным с ней клапаном 32. Каждая полость 20а, 20b содержит свою часть полости, соответствующую головной части зубной щетки, соединенную связанной с ней линией 26 для измерения давления с датчиком давления 28. Гидравлическое управляющее устройство 30 соединено с каждым клапаном 32. Хотя на Фиг.3 показаны две полости 20а, 20b, множество аналогичных полостей может быть расположено в два или более рядов, плотно и параллельно размещенных в каждом ряду.
Устройство действует следующим образом: осуществляют мониторинг давления во всех полостях во время инжекции и клапаны всех полостей отдельно контролируют в зависимости от измеряемого давления в соответствующей полости. Заданная величина давления может быть одинаковой для всех полостей, если коллектор 18 сбалансирован и температуру поддерживают с достаточной точностью по всему коллектору. Как альтернатива, может быть выбрана группа величин заданного давления, т.е. отдельная величина для каждой полости.
Хотя на чертежах показаны линии 26 для определения давления, датчик давления может непосредственно примыкать к полости в пресс-форме, и линия для измерения давления может представлять собой электрический кабель. Хотя предпочтительно измерять давление внутри полости в части полости, соответствующей головной части зубной щетки, давление можно измерять в других местах полости.
И наконец, следует отметить, что клапанами можно управлять с помощью других средств вместо гидравлических средств, например механическими, магнитными или пневматическими.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИТЬЕВАЯ МАШИНА ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ ЗУБНЫХ ЩЕТОК | 1995 |
|
RU2143975C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЩЕТОК И СПОСОБ ИЗВЛЕЧЕНИЯ ПУЧКОВ ЩЕТИНОК | 1995 |
|
RU2124305C1 |
| СПОСОБ ЗАКРУГЛЕНИЯ КОНЦОВ НЕЗАКРЕПЛЕННЫХ ВОЛОКОН | 1998 |
|
RU2201122C2 |
| МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ ЩЕТОК | 1995 |
|
RU2126222C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЩЕТИННОЙ СТРУКТУРЫ НА НОСИТЕЛЕ | 2003 |
|
RU2320481C2 |
| ЗУБНАЯ ЩЕТКА С УЛУЧШЕННЫМ ЧИСТЯЩИМ ДЕЙСТВИЕМ | 2004 |
|
RU2364306C2 |
| ЗУБНАЯ ЩЕТКА С УЛУЧШЕННЫМ ЧИСТЯЩИМ ДЕЙСТВИЕМ | 2004 |
|
RU2485875C2 |
| УЗЕЛ ЧИСТЯЩЕЙ ГОЛОВКИ ЩЕТКИ И СПОСОБЫ ЕГО ИЗГОТОВЛЕНИЯ | 2016 |
|
RU2711868C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗУБНОЙ ЩЕТКИ И ЗУБНАЯ ЩЕТКА | 2012 |
|
RU2611527C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЩЕТКИ-ПЛАСТИНЫ И СООТВЕТСТВУЮЩАЯ ЩЕТКА-ПЛАСТИНА | 2004 |
|
RU2344736C2 |

Изобретение относится к способу формования зубных щеток и к устройству для осуществления способа. В способе формования осуществляют подачу пластифицированного формовочного материала и инжектирование его под давлением в полость для формования. При этом дополнительно измеряют и контролируют давление в части полости для формования, определяющей головную часть зубной щетки. Инжекцию прекращают, когда давление внутри указанной полости достигает заданной величины, которую выбирают ниже величины давления, при котором происходит утечка формовочного материала через отверстия в пресс-форме. Способ осуществляют с использованием пресс-формы с относительно подвижными частями, в которых образована, по меньшей мере, одна полость для формования, соответствующая по форме телу зубной щетки. Одна из частей пресс-формы содержит участок, определяющий головную часть зубной щетки, со множеством отверстий для частичного введения соответствующего числа пучков щетины в указанную часть полости для формования. Устройство содержит также узел пластикации материала и подачи его под давлением в полость для формования, узкий канал подачи, датчик давления, клапан и управляющее устройство. Канал подачи соединяет полость для формования с узлом подачи. Датчик давления связан с частью полости, определяющей головную часть зубной щетки. Клапан предназначен для перекрытия канала подачи в непосредственной близости к указанной полости. Управляющее устройство предназначено для управления клапаном в зависимости от давления, измеряемого датчиком внутри части полости, определяющей головную часть зубной щетки. Изобретение позволяет исключить утечки материала при формовании. 2 с. и 7 з.п.ф-лы, 3 ил.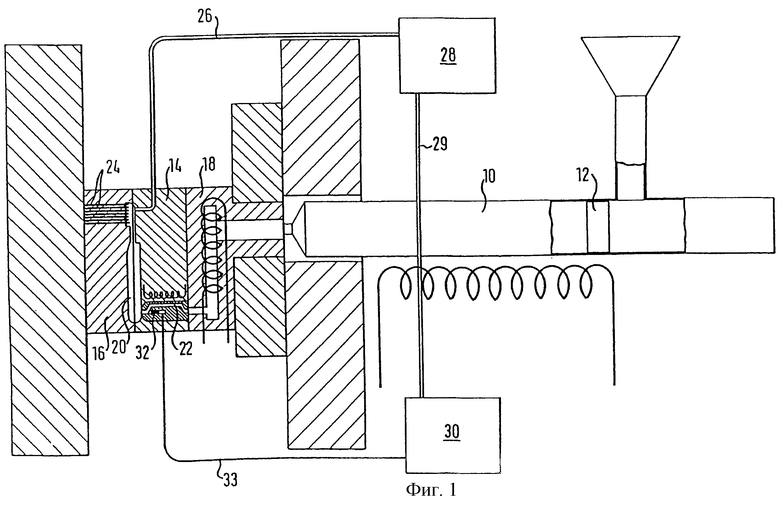
| Пресс для крепления деталей низа обуви | 1974 |
|
SU676268A1 |
| GB 917522 А, 06.02.1963 | |||
| DE 19513451 A1, 10.10.1996 | |||
| DE 4034811 А1, 07.05.1992 | |||
| DE 3512192 A1, 09.10.1986 | |||
| US 4490315 А, 25.12.1984 | |||
| Взрывобезопасный кнопочный выключатель | 1958 |
|
SU141531A1 |
| Автоматическая литьевая форма для литья под давлением длинноворсовой монолитной пластмассовой щетки | 1988 |
|
SU1548066A1 |

