Изобретение относится к прокатному производству и может быть использовано на станах горячей прокатки.
Наиболее близким является желоб для смыва окалины, выполненный в виде основания из листа, изогнутого с заданным радиусом (ОАО "НЛМК", чертеж ТБ-4530-1, "Желоб", 2001 г.).
Недостатком известного технического решения является низкая стойкость желоба.
Техническим результатом изобретения является повышение стойкости желобов, обеспечение возможности их ремонта, а также увеличение межремонтного периода прокатного стана.
Технический результат достигается тем, что желоб выполнен в виде основания из листа, изогнутого с заданным радиусом, особенность заключается в том, что к внутренней нижней части основания сварными швами дополнительно присоединены изогнутые пластины, прилегающие наружной выпуклой стороной к внутренней стороне основания, причем внутренняя рабочая сторона пластин имеет упрочненный слой глубиной не более 0,9 от толщины пластины, а толщина каждой пластины составляет 0,02-3,00 от толщины листа основания. Наружная упрочненная поверхность пластин имеет твердость, равную 1,1-6,0 от твердости по Виккерсу основания желоба. Длина изогнутой стороны пластины составляет 0,01-2,50 от внутреннего радиуса основания желоба. Сварной шов между пластинами выполнен из сплава, обеспечивающего твердость металла шва, равную 20-62 HRC.
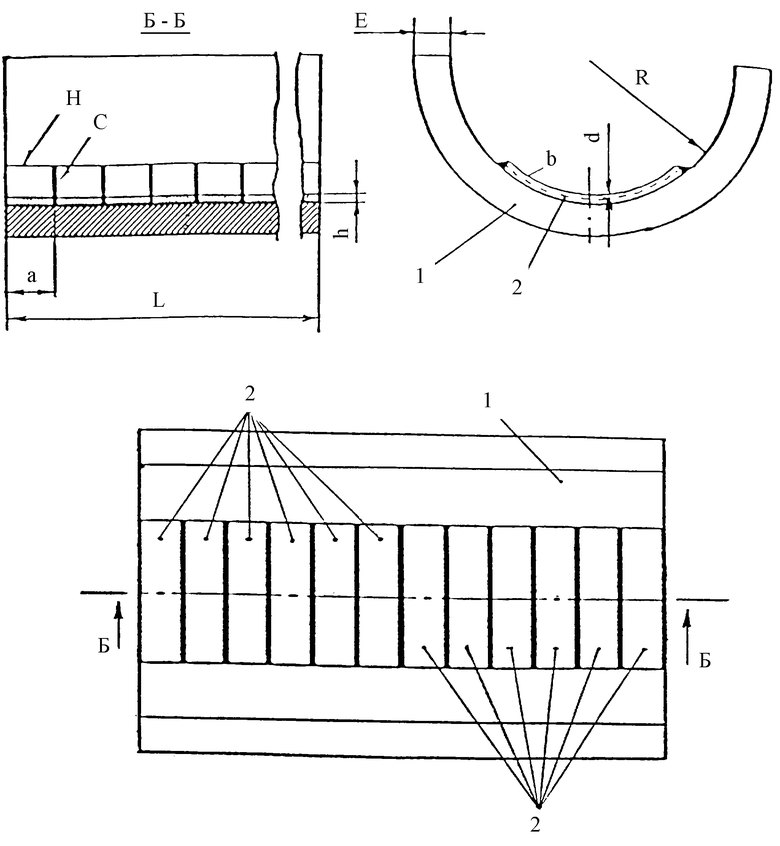
Изобретение поясняется чертежом, где 1 - основание желоба, 2 - пластины, R - радиус внутренней поверхности основания; а - длина стороны пластины вдоль длины желоба; b - внутренняя рабочая сторона пластины, h - толщина пластины, d - толщина упрочненного слоя пластины, Е - толщина основания желоба, L - длина основания желоба, Н - нахлесточный сварной шов по контуру пластины, С - стыковой сварной шов между пластинами.
При производстве полос, а также сортового проката на станах горячей прокатки образуется большое количество окалины, которая из-под стана по желобам водой транспортируется в отстойники, откуда отгружается и утилизируется. При движении окалины по желобам их нижняя часть подвергается интенсивному абразивно-коррозийному износу. Через некоторое время, которое зависит от интенсивности работы стана и свойств материала желобов, желоба в нижней внутренней части протираются и стан останавливают для их замены. Желоба изготавливают, как правило, из проката (листа) регламентированной толщины и длины, изогнутого с заданным радиусом, который зависит от места расположения желоба в стане. Общую стойкость желоба определяет стойкость нижней внутренней части, по которой движется поток воды с окалиной.
Для повышения стойкости желоба на внутреннюю нижнюю часть основания желоба по всей его длине дополнительно присоединены сварными швами изогнутые пластины, прилегающие наружной выпуклой стороной к внутренней стороне основания, причем внутренняя рабочая сторона пластин имеет упрочненный слой глубиной не более 0,9 от толщины пластины, а толщина каждой пластины составляет 0,02-3,00 от толщины листа основания. Наличие приваренных упрочненных пластин в нижней части основания желоба (где в наибольшей степени наблюдается износ) повышает стойкость желоба в целом, однако при толщине упрочненного слоя более 0,9 от толщины пластины качественного сварного соединения между основанием желоба и пластиной получить не удается, т.к. образуются трещины в упрочненной пластине рядом со швом. При последующей эксплуатации желоба с такими пластинами может наблюдаться их отрыв, что приведет к преждевременному выходу желоба из строя.
Как показали исследования, при толщине упрочненного слоя, равном 0,9 и менее от толщины пластины, первый (корневой) сварной шов между основанием желоба и пластиной не затрагивает упрочненный слой пластины, и поэтому не имеет дефектов, т.е. он надежно удерживает упрочненную пластину на желобе. При необходимости (в случае использования упрочненных пластин достаточно большой толщины) сверху первого (корневого) шва для заполнения промежутка между пластинами можно накладывать последующие швы, затрагивая при этом упрочненный слой. Образовавшиеся дефекты в верхних слоях уже не снижают качество сцепления первого шва с основанием желоба.
Установлено, что при толщине пластины менее 0,02 от толщины листа основания повышения стойкости желоба практически не наблюдается из-за небольшой толщины пластин, однако при этом необходимо производить дополнительные затраты на изготовление, упрочнение и монтаж пластин. Превышение толщины пластин выше 3,00 от толщины листа основания делает желоб громоздким. Такие пластины большой толщины становится затруднительно крепить к основанию, и возникают трудности при сварке.
Дополнительное повышение стойкости желоба наблюдается в случае, если наружная поверхность пластин имеет твердость, равную 1,1-6,0 от твердости по Виккерсу основания желоба. При меньшем значении твердости, несмотря даже на значительную толщину пластины, наблюдается быстрый ее износ, а при твердости, превышающей верхнее предельное значение, становится очень затруднительным крепление пластин к основанию желоба.
Длина изогнутой стороны пластины составляет 0,01-2,50 от внутреннего радиуса основания желоба. При меньшем значении длины пластины ее становится недостаточной для покрытия по ширине желоба всего участка, где наблюдается износ. При большем значении длины пластины стойкость желоба уже не повышается, т. к. пластины будут покрывать боковые части желоба на большую высоту, где износа практически не наблюдается.
Сварные швы, расположенные между отдельными пластинами, также подвергаются интенсивному износу, поэтому для обеспечения высокой стойкости желоба необходимо, чтобы сварные швы между пластинами были выполнены из сплава, обеспечивающего твердость металла шва, равную 20-62 HRC.
Пример выполнения желоба. Желоб для смыва окалины непрерывного стана горячей прокатки состоит из основания, изогнутого из прокатанного листа с внутренним радиусом R=505 мм, толщиной основания Е=25 мм и длиной L=1500 мм. Основание желоба выполнено из стали Ст.3 с твердостью 170 HВ.
По всей длине желоба на внутренней нижней части сваркой присоединены изогнутые пластины из стали Ст.3, рабочая внутренняя поверхность которых упрочнена термодиффузионным легированием до твердости 55 HRC (600 HВ) на глубину 2 мм. Каждая из пластин своей наружной выпуклой стороной прилегает к внутренней стороне основания желоба. Длина каждой пластины вдоль изогнутой стороны (b) составляет 300 мм, толщина h=5 мм, длина стороны пластины в направлении вдоль длины желоба составляет а=100 мм. Каждая из пластин по контуру прикреплена к основанию желоба нахлесточным швом Hl с катетом 3 мм. Нахлесточные швы выполнены электродом марки УОНИ 13/55. Стыковые сварные швы Сl между пластинами, наложенные вторым слоем сверху корневых, выполнены электродом Т-590, обеспечивающим твердость сварного шва, равную 56 HRC.
Таким образом, использование желоба для смыва окалины предложенной конструкции позволяет повысить его стойкость, обеспечивает возможность его ремонта, так как по мере износа пластин их можно удалить и заменить новыми, при этом основание желоба остается неизношенным. В результате повышения стойкости желобов увеличивается межремонтный период прокатного стана, что повышает его производительность и увеличивает количество произведенной продукции за год.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРОЧНЕНИЯ ДЕТАЛЕЙ | 2001 |
|
RU2201855C2 |
| СПОСОБ ПРОИЗВОДСТВА ПОЛОС | 2001 |
|
RU2210446C2 |
| СПОСОБ НАПЛАВКИ ДЕТАЛЕЙ МЕТАЛЛУРГИЧЕСКОГО ОБОРУДОВАНИЯ | 1995 |
|
RU2078657C1 |
| ВАЛОК ЛИСТОПРОКАТНОГО СТАНА | 2007 |
|
RU2341343C1 |
| ЛОПАТКА СМЕСИТЕЛЯ | 2001 |
|
RU2200089C2 |
| ПРОКАТНЫЙ ВАЛОК | 1999 |
|
RU2173228C1 |
| ОТКРЫТЫЙ ФОРМУЮЩИЙ КАЛИБР ТРУБОЭЛЕКТРОСВАРОЧНОГО СТАНА | 2001 |
|
RU2204452C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ ОПОРНОГО ВАЛКА ЛИСТОПРОКАТНОЙ КЛЕТИ КВАРТО | 2001 |
|
RU2203152C1 |
| СПОСОБ ПОДГОТОВКИ РАБОЧИХ ВАЛКОВ СТАНОВ ХОЛОДНОЙ ПРОКАТКИ | 2000 |
|
RU2175583C2 |
| СПОСОБ ПОДГОТОВКИ К ЭКСПЛУАТАЦИИ ВАЛКОВ ЛИСТОПРОКАТНОЙ ЧЕТЫРЕХВАЛКОВОЙ КЛЕТИ | 2002 |
|
RU2213637C1 |
Изобретение относится к прокатному производству и может быть использовано на станах горячей прокатки. Техническим результатом изобретения является повышение стойкости желобов, обеспечение возможности ремонта желобов, а также повышение межремонтного периода прокатного стана. Желоб выполнен в виде основания из листа, изогнутого с заданным радиусом, к внутренней нижней части основания сварными швами присоединены изогнутые пластины, прилегающие наружной выпуклой стороной к внутренней стороне основания, причем внутренняя рабочая сторона пластин имеет упрочненный слой глубиной не более 0,9 от толщины пластины, а толщина каждой пластины составляет 0,02-3,00 от толщины листа основания. Изобретение обеспечивает возможность замены пластин и сохранение, тем самым, неизношенным основания желоба. 3 з.п. ф-лы, 1 ил.
| ПУСКОВОЕ ПРИСПОСОБЛЕНИЕ ДЛЯ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО ГОРЕНИЯ | 1925 |
|
SU4530A1 |
| RU 1795590 А1, 10.11.1996 | |||
| УСТРОЙСТВО ДЛЯ ГИДРАВЛИЧЕСКОГО УДАЛЕНИЯ ВТОРИЧНОЙ ОКАЛИНЫ С ПРОКАТА В ЛИНИИ ПРОКАТНОГО СТАНА | 1989 |
|
RU2033873C1 |
| US 6119323, 19.09.2000. | |||
