Изобретение относится к технологии машиностроения к металлорежущему инструменту, в частности для фрезерования, и может быть использовано для обработки пазов.
Известен способ фрезерования боковых сторон пазов набором фрез, который содержит фрезерную оправку с набором проставочных колец, между которыми установлен набор из двух дисковых фрез, посадочные поверхности которых выполнены с образующими по дуге окружности [1, 2]. Цилиндрические поверхности проставочных зажимных колец выполнены с криволинейными образующими и установлены между проставочными кольцами и набором дисковых фрез. Торцы зажимных колец, предназначенные для взаимодействия с торцами фрез, выполнены под углом к оси оправки, равными по направлению и величине, которая пропорциональна величине расстояния между обращенными друг к другу торцами фрез и величине их диаметра.
Существенным недостатком известного способа фрезерования пазов набором фрез является то, что после максимального выпучивания дисков при сжатии фрез и настройки на максимальную ширину развода невозможно восстановление первоначальной минимальной ширины из-за остаточных деформаций и ввиду того, что нарушена плоскостность торцов фрез. Другим недостатком является то, что этим набором фрез невозможно обрабатывать донную часть паза, а это удорожает процесс обработки и заставляет вводить дополнительную операцию.
Ближайшим аналогом предложенного изобретения является известный способ фрезерования пазов вращающейся дисковой фрезой, при котором фрезу с высотой менее ширины паза устанавливают на фрезерной оправке с набором проставочных зажимных колец, торцы которых предназначены для взаимодействия с торцами фрезы (см.[3]).
Задача изобретения - расширение технологических возможностей за счет изменения ширины обрабатываемых пазов при установке периферийной режущей части фрезы в виде витка винтовой поверхности и регулировке ее шага.
Поставленная задача решается с помощью предлагаемого способа фрезерования пазов вращающейся дисковой фрезой, при котором фреза устанавливается на фрезерной оправке с набором проставочных зажимных колец, причем фрезу берут высотой менее ширины паза, но более его половины, при этом периферийная режущая часть дисковой фрезы выполнена в виде витка винтовой поверхности с шагом Р, кроме того, торцы проставочных зажимных колец, предназначенные для взаимодействия с торцами фрезы, выполнены также в виде винтовой поверхности с тем же шагом, определяемым по формуле
Р=Вп-Вфр,
где Вп - ширина обрабатываемого паза;
Вфр - высота дисковой фрезы.
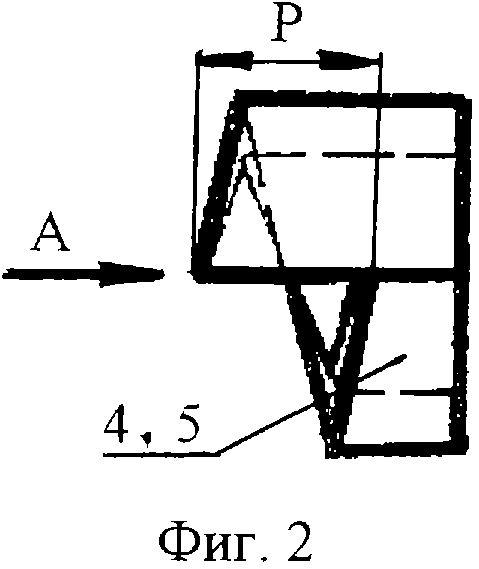
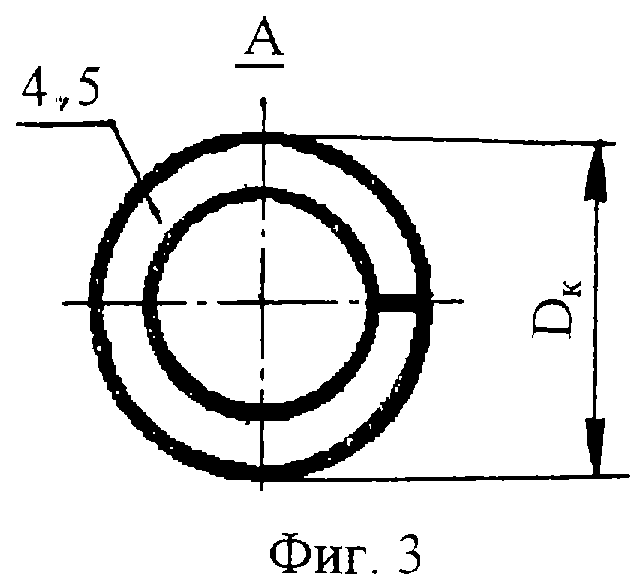
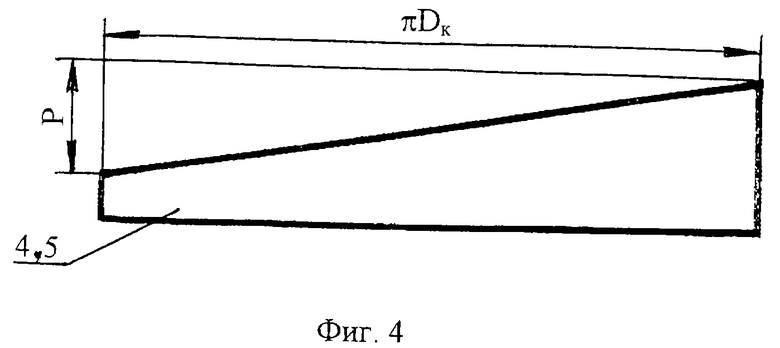
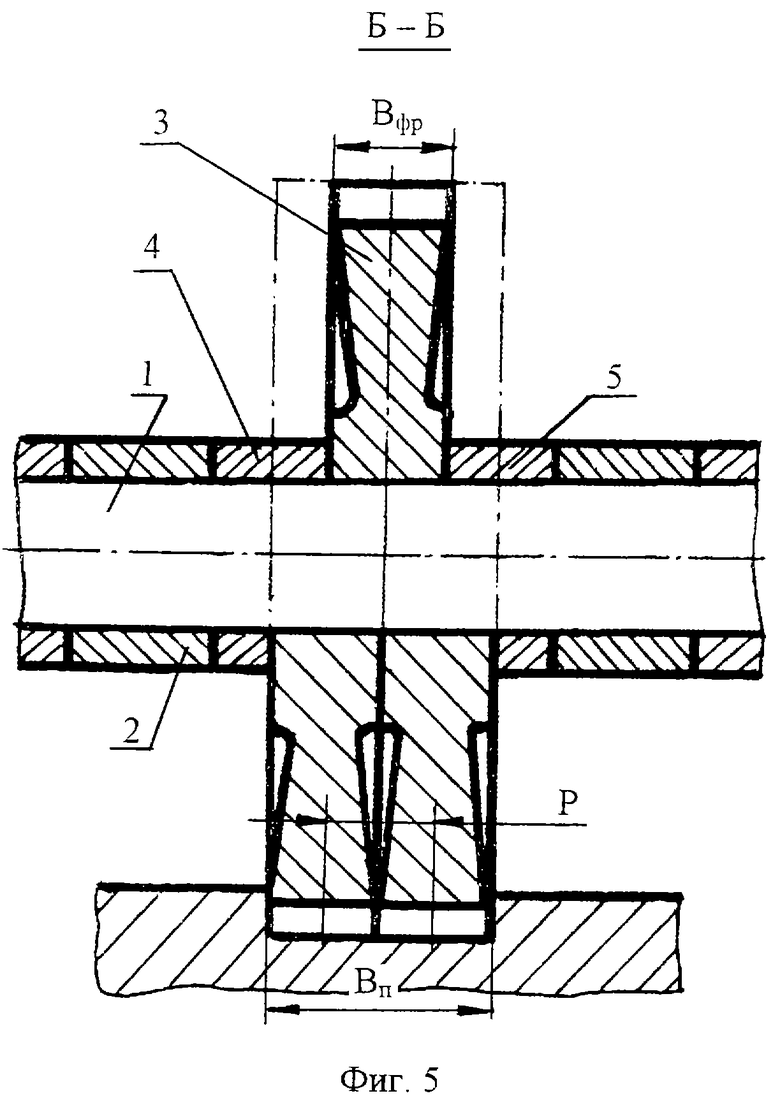
На фиг.1 представлена схема способа фрезерования паза и общий вид фрезы с набором зажимных проставочных колец; на фиг.2 - зажимное проставочное кольцо с винтовым торцом, вид сбоку; на фиг.3 - тоже, вид слева по А на фиг.2; на фиг.4 - развертка заготовки проставочного кольца, представленного на фиг. 2-3; на фиг.5 - разрез по Б - Б на фиг.1.
Способ фрезерования пазов реализуется с помощью вращающейся дисковой фрезы (пилы), которая имеет некоторую особенность конструкции.
Инструмент для обработки пазов содержит фрезерную оправку 1 с набором проставочных колец 2, между которыми установлена дисковая фреза (пила) 3, периферийная режущая часть которой выполнена в виде витка винтовой поверхности с шагом, определяемым по формуле
Р=Вп-Вфр,
где Вп - ширина обрабатываемого паза;
Вфр - высота дисковой фрезы.
Такая конструкция дисковой фрезы (пилы) 3 может быть получена путем разрезания ступицы и периферии по радиусу и разведения образовавшихся концов на величину шага Р.
Между проставочными кольцами 2 и дисковой фрезой 3 с двух сторон установлены проставочные зажимные кольца 4 и 5. Торцы колец, предназначенные для взаимодействия с торцами фрезы, выполнены в виде витка винтовой поверхности того же шага Р.
На фиг. 2 и 3 представлена конструкция проставочного зажимного кольца, изготовленного из пластины в виде трапеции, разность оснований которой равна шагу Р, показанной на фиг. 4. Так как разрезанная и разведенная дисковая фреза (пила) 3 обладает упругостью, то окончательная настройка фрезы на нужный шаг и ширину паза Вп осуществляется проставочными зажимными кольцами 4 и 5.
Предлагаемый способ фрезерования пазов заключается в следующем.
Дисковую фрезу (пилу) 3 выбирают высотой Вфр не более ширины фрезеруемого паза Вп и не менее 0,5 Вп, т.е.
Вп> Вфр > 0,5 Вп
Настройка разрезанной по радиусу и разведенной на шаг Р концами фрезы 3 на размер по ширине паза осуществляется сменными проставочными зажимными кольцами 4 и 5. Жесткость конструкции фрезы с винтовой режущей поверхностью снижается за счет разрезания и разведения концов на шаг Р. Этот недостаток легко устраняется, например, путем увеличения диаметра Dg. проставочных зажимных колец или неподвижным соединением разведенных концов фрезы точечной сваркой, пайкой и т.п.
По сравнению с обычной фрезой, работающей по профильной схеме резания, инструмент, реализующий предлагаемый способ, дополнительно снимает припуск боковыми кромками в виде узких слоев, расположенных нормально к обрабатываемой донной поверхности паза. Такая схема резания носит название последовательной или генераторной [3].
Генераторная схема предназначена для обработки заготовок после ковки или штамповки, имеющих на поверхности корку.
Предлагаемый способ, осуществляемый с помощью фрезы с винтовой режущей поверхностью, обеспечивает большую толщину и меньшую ширину среза, что интенсифицирует процесс, увеличивает производительность обработки и стойкость инструмента, при этом не требует предварительной обработки заготовки и позволяет фрезеровать по корке.
Способ позволяет экономить расход инструмента, так как фреза с винтовой режущей поверхностью имеет меньшую высоту Вфр по сравнению с традиционной.
Предлагаемый способ позволяет использовать стандартный инструмент, требующий минимальных доделок перед эксплуатацией.
Кроме того, имеющаяся возможность регулировки инструмента по ширине обрабатываемого паза Вп позволяет сократить количество проходов и время обработки.
Пример. На горизонтально-фрезерном станке мод. 6М 82Г производится фрезерование дисковой фрезой паза шириной Вп=10 мм, глубиной 6 мм и длиной 250 мм. Обрабатываемый материал - сталь 40Х с пределом прочности σв =700 МН/м2; заготовка - поковка. Обработка паза производилась прорезной фрезой (по ГОСТ 2679-83) из быстрорежущей стали Dфp=80 мм, Вфр=6 мм, d=22 мм с числом зубьев z=64.
Фреза разрезана по радиусу с разведением концов до ширины Вп=10 мм, с образованием винтовой периферийной режущей поверхности с шагом Р=4 мм и установлена на фрезерной оправке с набором проставочных зажимных колец, у которых один торец выполнен в виде винтовой поверхности с шагом 4 мм и Dк=56 мм. Подача на зуб sz=0,08 мм/зуб, скорость резания vфр=30 м/мин (~ 0,5 м/с), частота вращения шпинделя n=125 мин-1. Минутная подача sм=320 мм/мин.
Штучное время на обработку 1,13 мин, что в два раза производительнее по сравнению с традиционным фрезерованием, осуществляемым в два прохода.
Таким образом, предлагаемый способ фрезерования пазов расширяет технологические возможности за счет изменения ширины обрабатываемых пазов при установке периферийной режущей части фрезы в виде витка винтовой поверхности и регулировке ее шага, повышает производительность обработки и снижает расход инструмента.
Источники информации, принятые во внимание
1. SU 1756034, В 23 С 3/28, 1992.
2. SU 1796359, В 23 С 3/28, 1993.
3. SU 917963, В 23 С 3/28, 1982.
4. РОДИН П.Р. "Металлорежущие инструменты", Учебник для вузов, 3-е изд. перераб. и доп., Киев: Вища школа. Головное издательство, 1986, с.218, 219.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ПАЗОВ ФРЕЗЕРОВАНИЕМ | 2001 |
|
RU2207226C2 |
| СПОСОБ ФРЕЗЕРОВАНИЯ КОЛЬЦЕВЫХ КАНАВОК ПЕРЕМЕННОГО ПРОФИЛЯ | 2001 |
|
RU2210467C2 |
| Набор фрез для обработки боковых сторон пазов | 1989 |
|
SU1796359A2 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ КОЛЬЦЕВЫХ КАНАВОК ПЕРЕМЕННОГО ПРОФИЛЯ | 2001 |
|
RU2207224C2 |
| Набор фрез для обработки боковых сторон пазов | 1989 |
|
SU1756034A1 |
| СБОРНЫЙ МНОГОНИТОЧНЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 1999 |
|
RU2167759C1 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ ПАЗОВ И ДРУГИХ ПОВЕРХНОСТЕЙ | 2001 |
|
RU2204471C2 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ ШЛИФОВАЛЬНЫХ КРУГОВ | 2001 |
|
RU2201326C1 |
| ДИСКОВЫЙ ОДНОНИТОЧНЫЙ КРУГ ДЛЯ ШЛИФОВАНИЯ ВИНТОВ | 1999 |
|
RU2170655C1 |
| СПОСОБ ОБРАБОТКИ ВИНТОВ ГЕРОТОРНЫХ ВИНТОВЫХ НАСОСОВ | 2001 |
|
RU2209129C1 |
Изобретение относится к области технологии машиностроения, к металлорежущему инструменту. Способ включает установку фрезы на фрезерной оправке с набором проставочных зажимных колец, торцы которых предназначены для взаимодействия с торцами фрезы. Для расширения технологических возможностей используют фрезу, высота которой более половины ширины и менее ширины паза, при этом периферийную режущую часть и торцы проставочных зажимных колец выполняют в виде витка винтовой поверхности с шагом, равным разности между шириной обрабатываемого паза и высотой дисковой фрезы. 5 ил.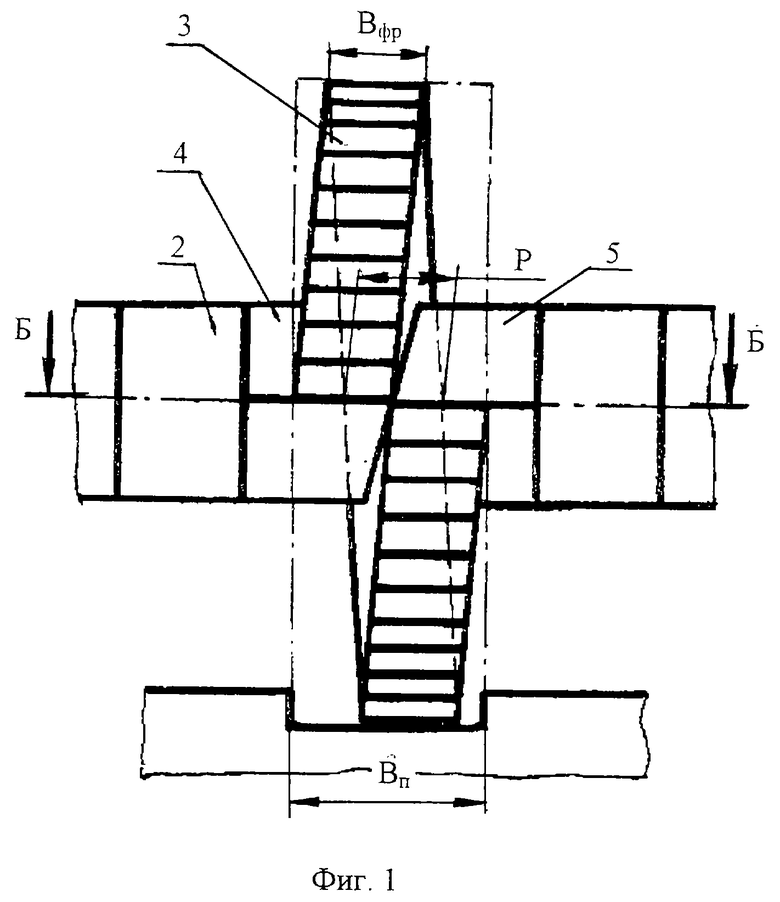
Способ фрезерования пазов вращающейся дисковой фрезой, включающий установку фрезы на фрезерной оправке с набором проставочных зажимных колец, торцы которых предназначены для взаимодействия с торцами фрезы, отличающийся тем, что используют фрезу, высота которой более половины ширины и менее ширины паза, при этом периферийную режущую часть и торцы проставочных зажимных колец выполняют в виде витка винтовой поверхности с шагом
Р=Вп-Вфр,
где Вп - ширина обрабатываемого паза;
Вфр - высота дисковой фрезы.
| Устройство для настройки дисковых пазовых фрез | 1980 |
|
SU917963A1 |
| Фреза для зачистки заусенцев | 1978 |
|
SU776798A1 |
| Набор фрез для обработки боковых сторон пазов | 1989 |
|
SU1756034A1 |
| Набор фрез для обработки боковых сторон пазов | 1989 |
|
SU1796359A2 |
| Способ управления загрузкой барабанных мельниц при измельчении минерального сырья | 1987 |
|
SU1502103A1 |
| Композиционный материал | 1971 |
|
SU423339A1 |

