Изобретение относится к металлорежущему инструменту, в частности, для фрезерования и может быть использовано для чистовой обработки боковых сторон пазов.
Целью изобретения является повыше- ние производительности обработки.
На чертеже показан набор фрез в рабочем состоянии.
г Инструмент для обработки боковых сторон пазов содержит фрезерную оправку 1 с набором простановочных зажимных колец 2, между которыми установлен набор из двух дисковых фрез-пил 3 с возможностью осевого перемещения. Между фрезами расположена мерная кольцевая распорная прокладка 4, имеющая периферийную часть с поперечным сечением в форме эллипса, большая ось которого расположена в плоскости симметрии прокладки, и среднюю часть - в виде диска 5, толщина которого меньше величины меньшей оси эллипса, а диаметр больше диаметра простановочных зажимных колец 2.
Работа инструмента заключается в следующем.
Предварительно осуществляют настройку набора фрез. При сжатии простано- вочных колец 2 ввиду наличия распорной прокладки 4 происходит выпучивание периферийной режущей части фрез пил 3. Этим производятся регулирование размера фрез по ширине, причем дисковые фрезы-пилы находятся в напряженном состоянии. Благодаря выполнению кольцевой распорной прокладки с поперечным сечением эллипс- ной формы обеспечено создание напряженного состояния дисковых фрез-пил. При сжатии проставочных колец дисковые фрезы, опираясь на распорную прокладку, прогибаются, приобретая вогнутую форму параболоида. При прогибании боковые стороны фрез скользят по сторонам распорной прокладки и для облегчения этого скольжения распорная прокладка выполнена с поперечным сечением зллипсной формы.
В процессе фрезерования паза в изделии 6 устраняется трение боковых сторон зубьев фрез ввиду того, что по режущим зубьям образуется положительный вспомогательный угол в плане (р. При этом боковые стороны зубьев фрезы в процессе
Составитель Н Редактор В.ПетрашТехред М.Морг
обработки не будут соприкасаться с поверхностью изделия, а резание при формообразовании паза будет производиться периферийной частью режущих зубьев. Сжатие простановочных колец 2 осуществляется в результате свинчивания гайки с резьбовым участком стандартной фрезерной оправки до упора в буртик оправки со стороны шпинделя станка. С увеличением усилия сжатия простановочных колец 2 центральные части дисков фрез 3 сближаются, а периферийные режущие части расходятся, т.е. радиус выпучивания уменьшается. Таким образом, сжатием простановочных колец производится регулирование размера фрез по ширине и соответственно, регулирование величины снимаемого припуска, оставленного после чернового фрезерования паза.
В результате выпучивания дисковых отрезных фрез при их сжатии режущие кромки по наружному диаметру устанавливают под углом резания /8 к оси. В результате такой установки фрез одновременно с чистовой обработкой боковых поверхностей становится возможным образование фасок с двух сторон паза, с помощью которых устраняется концентрация напряжений по месту перехода боковых поверхностей в донную часть.
Формула изобретения Набор фрез для обработки боковых сторон пазов, содержащий оправку, на которой установлены с возможностью осевого перемещения две дисковые фрезы, мерная кольцеваяраспорнаяпрокладка, расположенная между фрезами, и проста- новочные зажимные кольца, предназначенные для взаимодействия по торцу с дисковыми фрезами, отличающийся тем, что, с целью повышения производительности обработки, мерная кольцевая распорная прокладка выполнена состоящей из периферийной части с поперечным сечением в форме эллипса, большая ось которого расположена в плоскости симметрии прокладки, и средней части в виде диска, толщина которого меньше величины меньшей оси эллипса, а диаметр больше диаметра простановочных зажимных колец.
Корректор С.Патрушева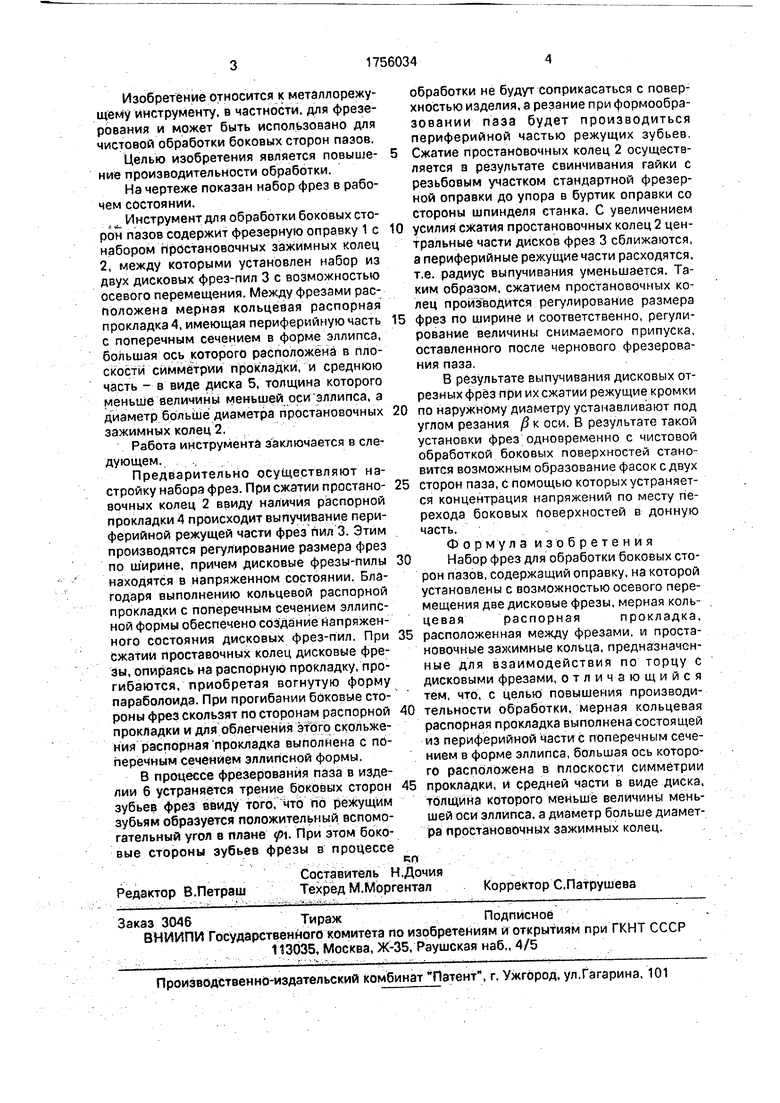
| название | год | авторы | номер документа |
|---|---|---|---|
| Набор фрез для обработки боковых сторон пазов | 1989 |
|
SU1796359A2 |
| СПОСОБ ФРЕЗЕРОВАНИЯ ПАЗОВ | 2001 |
|
RU2207223C2 |
| ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ПАЗОВ ФРЕЗЕРОВАНИЕМ | 2001 |
|
RU2207226C2 |
| СПОСОБ НАРЕЗАНИЯ ЗУБЬЕВ НА БОКОВОЙ ПОВЕРХНОСТИ ДЕТАЛИ | 2001 |
|
RU2200076C2 |
| Сборная червячная цилиндрическая фреза | 1958 |
|
SU118453A1 |
| ФРЕЗЕРНО-РАСТОЧНЫЙ ИНСТРУМЕНТ | 1994 |
|
RU2108208C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 1992 |
|
RU2008142C1 |
| Способ изготовления накладных занков для часовых циферблатов | 1977 |
|
SU690430A1 |
| СПОСОБ ФРЕЗЕРОВАНИЯ КОЛЬЦЕВЫХ КАНАВОК ПЕРЕМЕННОГО ПРОФИЛЯ | 2001 |
|
RU2210467C2 |
| КОНЦЕВАЯ ФРЕЗА ДЛЯ ОРБИТАЛЬНОГО ФРЕЗЕРОВАНИЯ | 2006 |
|
RU2409454C2 |
Использование: чистовая обработка боковых сторон пазов. Сущность изобретения: набор фрез содержит фрезерную оправку 1 О простановочными зажимными кольцами 2, между которыми установлены две дисковые фрезы-пилы 3 с возможностью осевого перемещения, а между фрезами-пилами 3 расположена мерная кольцевая распорная прокладка 4, выполненная из периферийной части с поперечным сечением в форме эллипса, большая ось которого расположена в плоскости симметрии прокладки, и средней части в виде диска, толщина которого меньше величины меньшей оси эллипса, а диаметр больше диаметра простановочных зажимных колец 2, благодаря чему при сжатии последних фрезы-пилы 3 прогибаются. 1 ил. J IS sl ел О О 00 
| Аврутин С.В | |||
| Фрезерное дело, - М.: Профтехиздат, 1963, с | |||
| Устройство для охлаждения водою паров жидкостей, кипящих выше воды, в применении к разделению смесей жидкостей при перегонке с дефлегматором | 1915 |
|
SU59A1 |
| рис | |||
| Приспособление для плетения проволочного каркаса для железобетонных пустотелых камней | 1920 |
|
SU44A1 |
