Изобретение относится к металлорежущему инструменту, в частности для фрезерования, и может быть использовано для обработки пазов.
Известен набор фрез для обработки боковых сторон пазов, который содержит фрезерную оправку с набором проставочных колец, между которыми установлен набор из двух дисковых фрез, посадочные поверхности которых выполнены с образующими по дуге окружности [1, 2]. Цилиндрические поверхности проставочных зажимных колец выполнены с криволинейными образующими и установлены между проставочными кольцами и набором дисковых фрез. Торцы зажимных колец, предназначенные для взаимодействия с торцами фрез, выполнены под углами к оси оправки, равными по направлению и величине, которая пропорциональна величине расстояния между обращенными друг к другу торцами фрез и величине их диаметра.
Существенным недостатком известного набора фрез является то, что после максимального выпучивания дисков при сжатии фрез и настройки на максимальную ширину развода невозможно восстановление первоначальной минимальной ширины из-за остаточных деформаций и ввиду того, что нарушена плоскостность торцов фрез. Другим недостатком является то, что этим набором фрез невозможно обрабатывать донную часть паза, а это удорожает процесс обработки и заставляет вводить дополнительную операцию.
Ближайшим аналогом предложенного изобретения является известный инструмент для обработки пазов фрезерованием, содержащий дисковую фрезу, установленную на фрезерной оправке, и набор проставочных зажимных колец, торцы которых предназначены для взаимодействия с торцами дисковой фрезы [3].
Задача изобретения - расширение технологических возможностей за счет изменения ширины обрабатываемых пазов при установке периферийной режущей части фрезы в виде витка винтовой поверхности и регулировке ее шага.
Поставленная задача решается с помощью предлагаемой фрезы для обработки пазов, которая устанавливается на фрезерной оправке и содержит набор проставочных зажимных колец, причем периферийная режущая часть дисковой фрезы выполнена в виде витка винтовой поверхности с шагом Р, при этом торцы проставочных зажимных колец, предназначенные для взаимодействия с торцами фрезы, выполнены также в виде винтовой поверхности с тем же шагом, определяемым по формуле
Р=Вп-Вфр,
где Вп - ширина обрабатываемого паза;
Вфр - высота дисковой фрезы.
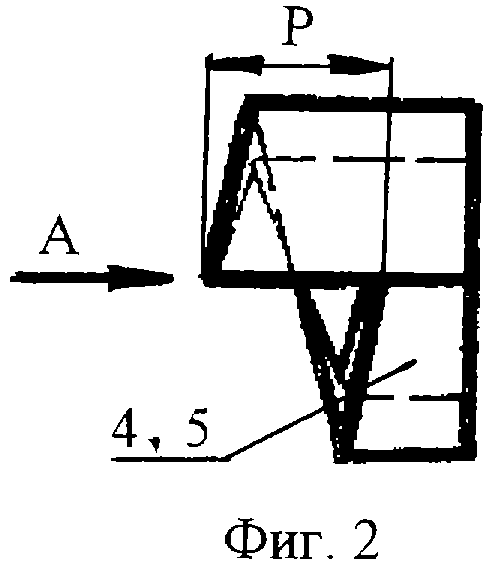
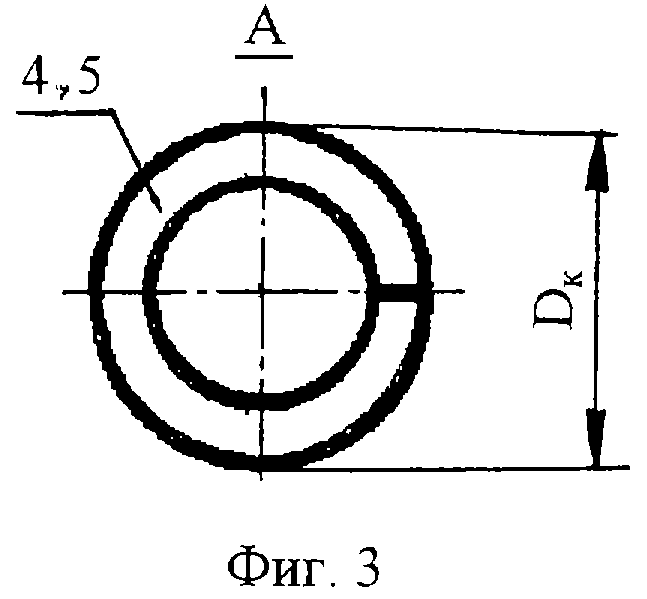
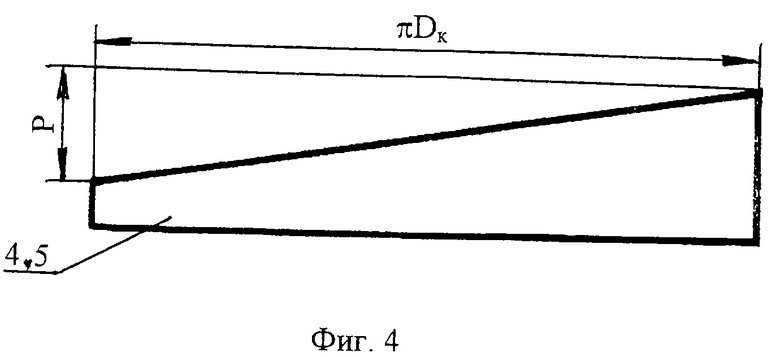
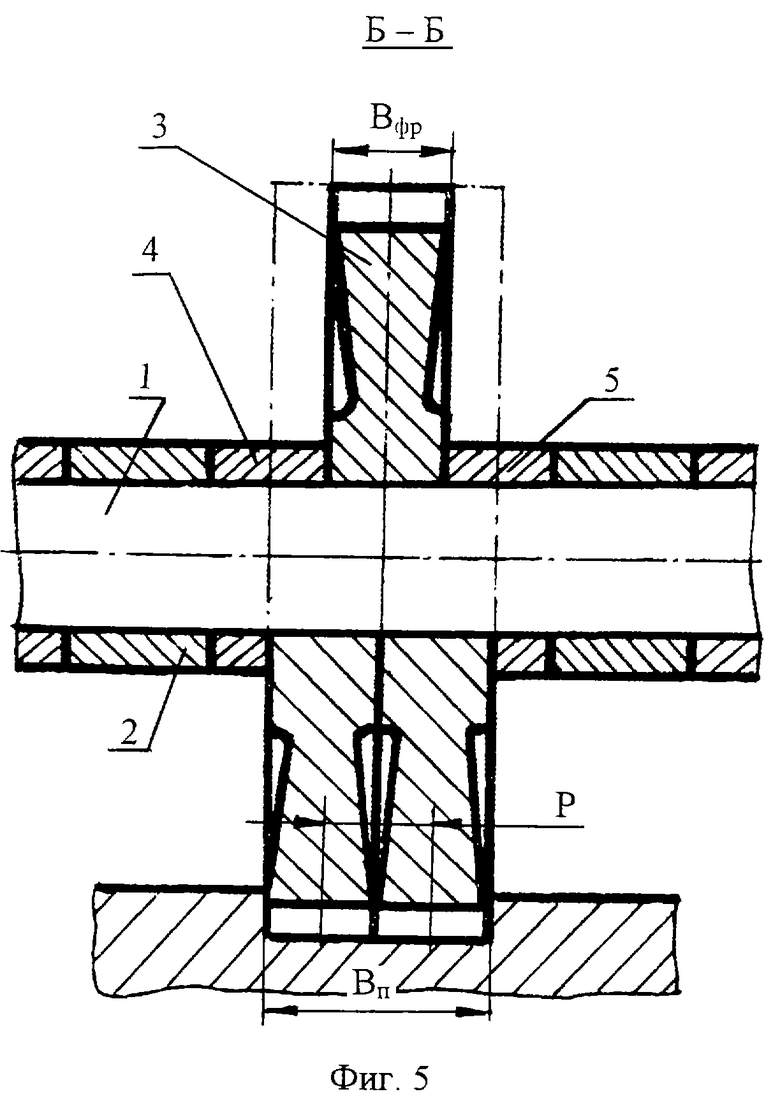
На фиг.1 представлен общий вид фрезы в наборе с зажимными проставочными кольцами; на фиг. 2 - зажимное проставочное кольцо с винтовым торцом, вид сбоку; на фиг.3 - то же, вид слева по А на фиг.2; на фиг.4 - развертка заготовки проставочного кольца, представленного на фиг.2-3; на фиг.5 - разрез по Б - Б на фиг.1.
Инструмент для обработки пазов содержит фрезерную оправку 1 с набором проставочных колец 2, между которыми установлена дисковая фреза (пила) 3, периферийная режущая часть которой выполнена в виде витка винтовой поверхности с шагом, определяемым по формуле
Р=Вп-Вфр,
где Вп - ширина обрабатываемого паза;
Вфр - высота дисковой фрезы.
Такая конструкция дисковой фрезы (пилы) 3 может быть получена путем разрезания ступицы и периферии по радиусу и разведения образовавшихся концов на величину шага Р.
Между проставочными кольцами 2 и дисковой фрезой 3 с двух сторон установлены проставочные зажимные кольца 4 и 5. Торцы колец, предназначенные для взаимодействия с торцами фрезы, выполнены в виде витка винтовой поверхности того же шага Р.
На фиг. 2 и 3 представлена конструкция проставочного зажимного кольца, изготовленного из пластины в виде трапеции, разность оснований которой равна шагу Р, показанной на фиг.4. Так как разрезанная и разведенная дисковая фреза (пила) 3 обладает упругостью, то окончательная настройка фрезы на нужный шаг и ширину паза Вп осуществляется проставочными зажимными кольцами 4 и 5.
Работа предлагаемого инструмента заключается в следующем.
Дисковую фрезу (пилу) 3 выбирают высотой Вфр не более ширины фрезеруемого паза Вп и не менее 0,5Вп, т.е.
Вп≥Вфр≥0,5Вп.
Настройка разрезанной по радиусу и разведенной на шаг Р концами фрезы 3 на размер по ширине паза осуществляется сменными проставочными зажимными кольцами 4 и 5. Жесткость конструкции фрезы с винтовой режущей поверхностью снижается за счет разрезания и разведения концов на шаг Р. Этот недостаток легко устраняется, например, путем увеличения диаметра Dк проставочных зажимных колец, или неподвижным соединением разведенных концов фрезы точечной сваркой, пайкой и т. п.
По сравнению с обычной фрезой, работающей по профильной схеме резания, предлагаемый инструмент дополнительно снимает припуск боковыми кромками в виде узких слоев, расположенных нормально к обрабатываемой донной поверхности паза. Такая схема резания носит название последовательной или генераторной [4].
Генераторная схема предназначена для обработки заготовок после ковки или штамповки, имеющих на поверхности корку.
Предлагаемая фреза обеспечивает большую толщину и меньшую ширину среза, что интенсифицирует процесс, увеличивает производительность обработки и стойкость инструмента, при этом не требует предварительной обработки заготовки и позволяет фрезеровать по корке.
Фреза с винтовой режущей поверхностью имеет меньшую высоту Вфр по сравнению с традиционной и позволяет экономить расход инструмента.
Конструкция предлагаемой фрезы позволяет использовать стандартный инструмент, требующий минимальных доделок перед эксплуатацией.
Кроме того, имеющаяся возможность регулировки инструмента по ширине обрабатываемого паза Вп, позволяет сократить количество проходов и время обработки.
Таким образом, предлагаемая фреза расширяет технологические возможности за счет изменения ширины обрабатываемых пазов при установке периферийной режущей части фрезы в виде витка винтовой поверхности и регулировке ее шага, повышает производительность обработки и снижает расход инструмента.
Источники информации
1. SU 1756034, В 23 С 3/28, 1992.
2. SU 1796359, В 23 С 3/28, 1993.
3. SU 917963, В 23 С 3/28, 1982.
4. Родин П. Р. Металлорежущие инструменты, Учебник для вузов, 3-е изд. перераб. и доп., Киев: Вища школа. Головное издательство, 1986, с.218, 219.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФРЕЗЕРОВАНИЯ ПАЗОВ | 2001 |
|
RU2207223C2 |
| СПОСОБ ФРЕЗЕРОВАНИЯ КОЛЬЦЕВЫХ КАНАВОК ПЕРЕМЕННОГО ПРОФИЛЯ | 2001 |
|
RU2210467C2 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ КОЛЬЦЕВЫХ КАНАВОК ПЕРЕМЕННОГО ПРОФИЛЯ | 2001 |
|
RU2207224C2 |
| Набор фрез для обработки боковых сторон пазов | 1989 |
|
SU1796359A2 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ ПАЗОВ И ДРУГИХ ПОВЕРХНОСТЕЙ | 2001 |
|
RU2204471C2 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ ШЛИФОВАЛЬНЫХ КРУГОВ | 2001 |
|
RU2201326C1 |
| Набор фрез для обработки боковых сторон пазов | 1989 |
|
SU1756034A1 |
| СБОРНЫЙ МНОГОНИТОЧНЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 1999 |
|
RU2167759C1 |
| ДИСКОВЫЙ ОДНОНИТОЧНЫЙ КРУГ ДЛЯ ШЛИФОВАНИЯ ВИНТОВ | 1999 |
|
RU2170655C1 |
| СБОРНЫЙ ПРОДОЛЬНО-ПРЕРЫВИСТЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 2001 |
|
RU2188752C1 |
Изобретение относится к металлорежущим инструментам. Инструмент содержит дисковую фрезу, установленную на фрезерной оправке, и набор проставочных зажимных колец, торцы которых предназначены для взаимодействия с торцами дисковой фрезы. Для расширения технологических возможностей периферийная режущая часть дисковой фрезы и торцы проставочных зажимных колец выполнены в виде витка винтовой поверхности с шагом, равным разности между шириной обрабатываемого паза и высотой дисковой фрезы. 5 ил.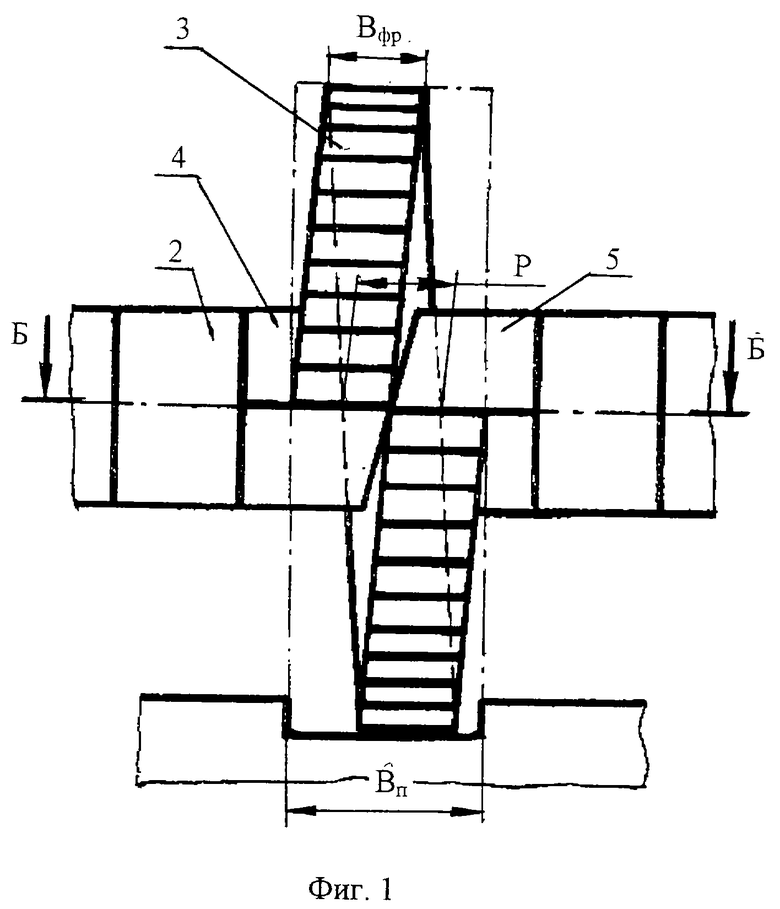
Инструмент для обработки пазов фрезерованием, содержащий дисковую фрезу, установленную на фрезерной оправке, и набор проставочных зажимных колец, торцы которых предназначены для взаимодействия с торцами дисковой фрезы, отличающийся тем, что периферийная режущая часть дисковой фрезы и торцы проставочных зажимных колец выполнены в виде витка винтовой поверхности с шагом
Р=Вп-Вфр,
где Вп - ширина обрабатываемого паза;
Вфр - высота дисковой фрезы.
| Устройство для настройки дисковых пазовых фрез | 1980 |
|
SU917963A1 |
| Пазовая трехсторонняя составная фреза | 1947 |
|
SU75000A1 |
| Фреза-протяжка | 1975 |
|
SU549274A1 |
| Фреза для зачистки заусенцев | 1978 |
|
SU776798A1 |
| Набор фрез для обработки боковых сторон пазов | 1989 |
|
SU1756034A1 |
| Способ управления загрузкой барабанных мельниц при измельчении минерального сырья | 1987 |
|
SU1502103A1 |
| Композиционный материал | 1971 |
|
SU423339A1 |

