Изобретение относится к металлорежущему инструменту, в частности для фрезерования, и может быть использовано для чистовой обработки пазов.
Целью изобретения является расширение технологических возможностей за счет изменения ширины обрабатываемых пазов при установке фрез под различным углом к оси оправки..
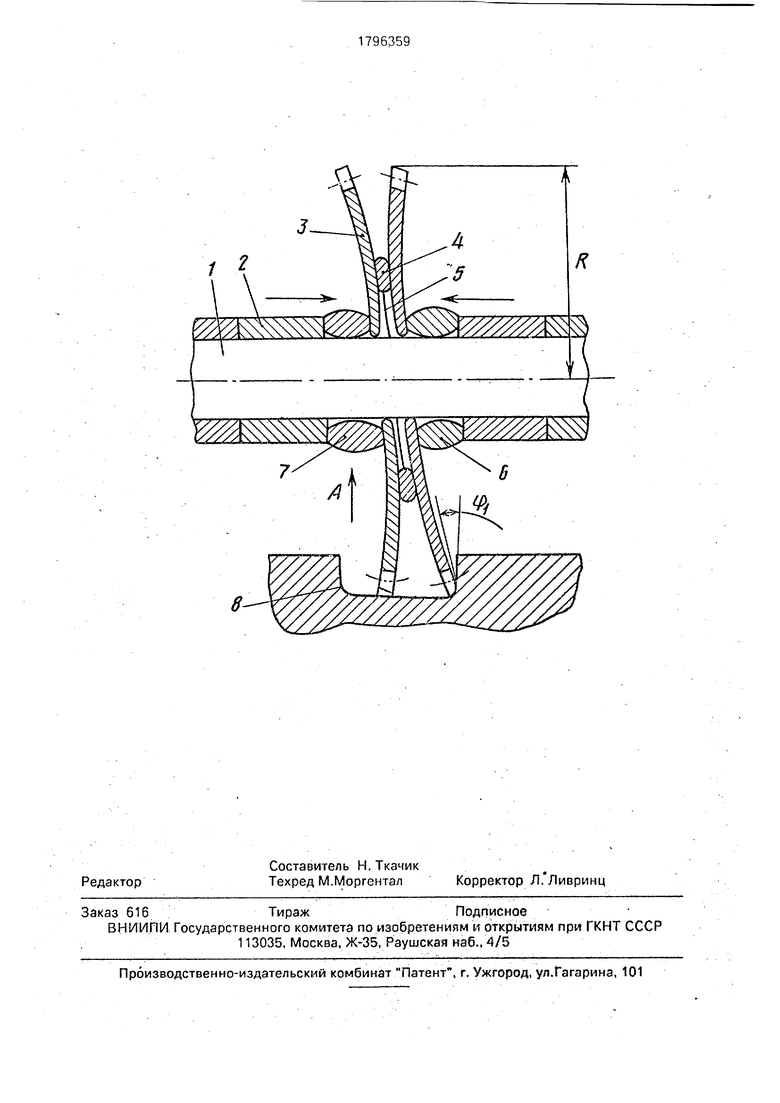
На чертеже представлен общий вид набора фрез.
Инструмент для обработки пазов содержит фрезерную оправку 1 с набором проставочных колец 2, между которыми установлен набор из двух дисковых фрез (пил) 3, посадочные поверхности которых выполнены с образующими по дуге окружности. Между фрезами 3 на оправке 1 установлена распорная прокладка 4, имеющая периферийную часть с поперечным сечением в форме эллипса, большая ось которого расположена в плоскости симметрии прокладки. Средняя часть прокладки 4 выполнена в виде диска 5, толщина которого меньше величины меньшей оси эллипса, а диаметр больше диаметра проставочных зажимных колец 2. Между проставочными кольцами 2 и набором дисковых фрез 3 с двух сторон установлены проставочные зажимные кольца 6 и 7 с криволинейными образующими. Торцы колец, предназначенные для взаимодействия с торцами фрез, выполнены под углами к оси оправки 1, равными по направлению и величине, которая пропорциональна величине расстояния между обращенными друг к другу торцами фрез и величине их диаметра.
Работа предлагаемого инструмента заключается в следующем.
Настраивают набор дисковых фрез для обработки пазов 8, ширину которых можно регулировать в большом диапазоне размеров в результате изменения величины угла наклона фрез путем замены сменных зажимных колец 6 и 7. Регулирование допуска на размер по ширине производят в резульел
С
vi о о со ел о
тате выпучивания дисков при сжатии фрез, При этом ширина развода набора фрез увеличивается, а по боковым сторонам режущих зубьев образуются вспомогательные углы в плане р.
Величину угла наклона изменяют в результате установки сменных зажимных колец 6 и 7,......
При изменении угла наклона фрез 3 последние проскальзывают закругленными поверхностями отверстия на фрезерной оправке 1. Такое же проскальзывание с изменением контактных площадок имеет место между торцами фрез 3 и кольцевой распорной прокладкой 4.
При изменении положения зажимных колец на 180° угол наклона набора фрез изменяется на противоположный такой же величины. Величина угла наклона фрез перекрывает расстояние между выпуклыми торцами режущих зубьев, и для гарантирования этого перекрытия, обеспечивающего исключение непрореза посредине обрабатываемого паза, величину угла наклона фрез выбирают в прямо пропорциональной зависимости их наружного диаметра и расстояния по периферии между выпуклыми торцами режущих зубьев. Чем больше угол наклона дисковых фрез, тем больше развод режущей части при фрезеровке пазов, С увеличением диаметра фрез увеличивается развод фрез при данном угле наклона. С увеличением расстояния по периферии между выпуклыми торцами фрез для обеспечения перекрытия этого расстояния в процессе фрезеровки угол наклона фрез данного диаметра следует увеличить.
При сжатии приставочных колец 2 из-за наличия распорной прокладки 4 происходит выпучивание фрез 3, а периферийная режущая часть при этом смещается в осевом направлений с увеличением расстояния между торцами режущих зубьев. В процессе фрезерования пазов в изделии устраняется трение боковых сторон фрез из-за того, что по режущим зубьям образуется положительный вспомогательный угол в плане р.
и
При этом боковые стороны зубьев фрезы не соприкасаются с поверхностью изделия, а резание при формообразовании паза происходит периферийной частью режущих
5 зубьев.
С увеличением усилия сжатия проста- вочных колец 2 центральные части дисков сближаются, а периферийные режущие части расходятся, т.е. радиус выпучивания
Ю уменьшается. Таким образом, сжатием про- ставочных колец 2 производится регулирование величины развода фрез и соответственно регулированные ширины обрабатываемого паза. Так как при сжатии
15 фрез изменяется расстояние между выпуклыми торцами режущих зубьев, то это изменение следует учитывать при регулировании наклона фрез с обеспечением перекрытия расстояния между выпуклыми торцами ре20 жущих зубьев.
В результате такой установки фрез одновременно с чистовой обработкой боковых поверхностей обеспечивается возможность образования фасок с двух сторон паза, с
25
помощью которых устраняется концентрация напряжений по месту перехода боковых поверхностей в донную, часть.
Формула.изобретен-и я
Набор фрез для обработки боковых сто- рбн пазов по авт. св. № 1756034, о т л и ч а- го щи и с я тем, что, с целью расширения технологических возможностей за счет изменения ширины обрабатываемых пазов
при установке фрез под различным углом к оси оправки, поверхности посадочных отверстий фрез выполнены с образующими по дуге окружности, а цилиндрические поверхности простановочных зажимных колец с
криволинейными образующими, при этом торцы колец, предназначенные для взаимодействия с торцами фрез, выполнены под углами к оси оправки, равными по направлению и величине, которая пропорциональна величине расстояния между обращенными друг к другу торцами фрез и величине их диаметра.

| название | год | авторы | номер документа |
|---|---|---|---|
| Набор фрез для обработки боковых сторон пазов | 1989 |
|
SU1756034A1 |
| СПОСОБ ФРЕЗЕРОВАНИЯ ПАЗОВ | 2001 |
|
RU2207223C2 |
| ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ПАЗОВ ФРЕЗЕРОВАНИЕМ | 2001 |
|
RU2207226C2 |
| СПОСОБ ОБРАБОТКИ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС ДИСКОВЫМ ЛЕЗВИЙНЫМ ИНСТРУМЕНТОМ | 2018 |
|
RU2677553C1 |
| СПОСОБ ФРЕЗЕРОВАНИЯ КОЛЬЦЕВЫХ КАНАВОК ПЕРЕМЕННОГО ПРОФИЛЯ | 2001 |
|
RU2210467C2 |
| СПОСОБ ОБРАБОТКИ ОСЕРАДИАЛЬНЫХ ВНУТРЕННИХ ЗАКРЫТЫХ ВЫТОЧЕК В ЗАГОТОВКАХ КОЛЕЦ | 2005 |
|
RU2314182C2 |
| Способ торцевого фрезерования | 1936 |
|
SU52250A1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ПЛОСКИХ ЗУБЧАТЫХ КОЛЕС | 2011 |
|
RU2518818C2 |
| СПОСОБ ЗУБОФРЕЗЕРОВАНИЯ | 2011 |
|
RU2469824C2 |
| Способ обработки зубьев зубчатых колес дисковым лезвийным инструментом | 2021 |
|
RU2763831C1 |
Использование: металлорежущий инструмент, в частности чистовое фрезерование пазов. Сущность изобретения: набор содержит фрезерную оправку с набором проставочных колец, между которыми установлен набор из двух дисковых.фрез, посадочные поверхности которых выполнены с образующими по дуге окружности. Цилиндрические поверхности проставочных зажимных колец выполнены с криволинейными образующими и установлены между проставоч- ными кольцами и набором дисковых фрез. Торцы зажимных колец, предназначенные для взаимодействия с торцами фрез, выполнены под углами к оси оправки, равными по направлению и величине, которая пропорциональна величине расстояния между обращенными друг к другу торцами фрез и величине их диаметра. 1 ил.
| Набор фрез для обработки боковых сторон пазов | 1989 |
|
SU1756034A1 |
| кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
