Изобретение относится к различным отраслям промышленности: химической, промышленности строительных материалов, сельскохозяйственному производству и может быть использовано для гранулирования различных порошкообразных материалов, в частности комбикормов.
Известен экструдер для приготовления гранул, содержащий цилиндр, снабженный загрузочной воронкой и разгрузочным отверстием, вращающийся внутри него шнек, состоящий из отдельных букс, между которыми установлены парозапорные шайбы, на верхней части цилиндра за парозапорными шайбами установлены влагорегулирующие устройства, в полостях которых расположены змеевики, связанные с системой подачи хладагента, и поддон для конденсата (см. АС СССР 1646536, 1991 г.) - аналог. Недостатками известного решения являются как низкая производительность, так и сложность конструктивного выполнения.
Наиболее близким решением по технической сущности и достигаемому эффекту является пресс-валковый экструдер, содержащий корпус, на наружной поверхности которого расположены загрузочный бункер и устройство подогрева прессуемой массы, а внутри установлены шнек, матрица и на неподвижных эксцентриковых осях, закрепленных на корпусе, - прессующие валки (см. книгу "Прессы пищевых и кормовых производств" под редакцией А.Я. Соколова, М., Машиностроение, 1973, стр. 266, рис. 149) - прототип.
Недостатками известного решения являются низкая плотность гранул (их уплотнение производят шнеком и валками), большие габариты (установка шнека и матрицы выполнены на разных валах), низкие условия эксплуатации всего агрегата за счет повышенного износа прессующей поверхности рабочих органов, в том числе сложность демонтажа матрицы и отсутствие возможности подогрева материала внутри корпуса для эксплуатации пресса в любое время года.
Задачей изобретения является повышение плотности гранул прессуемого материала, снижение габаритных размеров устройства, в том числе улучшение условий эксплуатации агрегата за счет увеличения межремонтного периода, а также обеспечение возможности эксплуатации агрегата в любое время года.
Для достижения поставленной задачи известный пресс-валковый экструдер, содержащий корпус, на наружной поверхности которого расположены загрузочный бункер, устройство подогрева прессуемой массы, нож для резки гранул, а внутри установлены шнек, матрица и на неподвижных эксцентриковых осях, закрепленных на корпусе, - прессующие валки, снабжен конической насадкой, выполненной в виде двух конусообразных втулок, расположенных одна в другой с образованием сужающегося канала в сторону матрицы, и установленной на выходе из шнека таким образом, что внешняя втулка жестко закреплена на стенке корпуса, а внутренняя также жестко - на валу. При этом прессующие валки выполнены с эксцентриситетом и упругими рабочими поверхностями, а матрица установлена на валу шнека за конической насадкой.
Устройство подогрева прессуемой массы может быть выполнено в виде огибающего без зазора шнековую часть корпуса бандажа, состоящего из наборных изолирующих элементов, внутри которых расположены нагреватели.
Матрица может быть выполнена из съемных дугообразных элементов, жестко закрепленных между собой.
Неподвижные эксцентриковые оси прессующих валков могут быть снабжены высокочастотными вибраторами.
Эксцентриситет прессующих валков может составлять не более 0,05 Д, где Д - диаметр прессующего валка.
Выполнение конической насадки предлагаемой конструкции обеспечивает дополнительное уплотнение прессуемой массы и удаление из нее газообразной фазы.
Выполнение прессующих валков с эксцентриситетом и упругими рабочими поверхностями обеспечивает постоянный контакт прессующих валков с матрицей и выдержку прессуемого материала под давлением, что снижает упругие деформации спрессованных гранул и повышает их качество (исключает образование перепрессовочных трещин и сколов).
Установка матрицы на валу шнека за конической насадкой позволяет значительно уменьшить габаритные размеры устройства, улучшить качество спрессованных гранул и повысить производительность агрегата.
Выполнение устройства подогрева прессуемой массы в виде огибающего без зазора шнековую часть корпуса бандажа, состоящего из наборных изолирующих элементов, внутри которых расположены нагреватели, позволяет эксплуатировать агрегат в любое время года за счет подогрева материала в зимний период.
Изготовление матрицы из съемных дугообразных элементов, закрепленных между собой, упрощает ее изготовление (не используется громоздкая оснастка) и условия эксплуатации, увеличивается межремонтный период, т.к. при ремонте матрицы возможна замена отдельных изношенных съемных дугообразных элементов, а не всей матрицы.
Снабжение неподвижных эксцентриковых осей прессующих валков высокочастотными вибраторами, позволяет интенсифицировать процесс формования прессуемой массы и снизить сопротивления при прессовании гранул, не снижая их плотности.
Выполнение прессующих валков с эксцентриситетом, не превышающим 0,05 Д, где Д - диаметр прессующего валка, позволяет дополнительно улучшить качество формования за счет создания кратковременной импульсной нагрузки и лучших условий захвата материала. Если эксцентриситет больше 0,05 Д, то возможно увеличение сопротивления при вращении прессующих валков и ухудшение условий продавливания прессуемого материала через отверстия матрицы.
Сопоставительный анализ с прототипом показывает, что пресс-валковый экструдер снабжен конической насадкой, выполненной в виде двух конусообразных втулок, расположенных одна в другой с образованием сужающегося канала в сторону матрицы, и установленной на выходе из шнека таким образом, что внешняя втулка жестко закреплена на стенке корпуса, а внутренняя также жестко - на валу, прессующие валки выполнены с эксцентриситетом и упругими рабочими поверхностями, при этом матрица установлена на валу шнека за конической насадкой, следовательно заявляемое решение соответствует критерию "новизна".
Признаки, отличающие заявляемое решение от прототипа, при изучении патентно-технической литературы не выявлены, что позволяет сделать вывод о соответствии заявляемого решения критерию "изобретательский уровень".
Предлагаемый пресс-валковый экструдер показан на схеме.
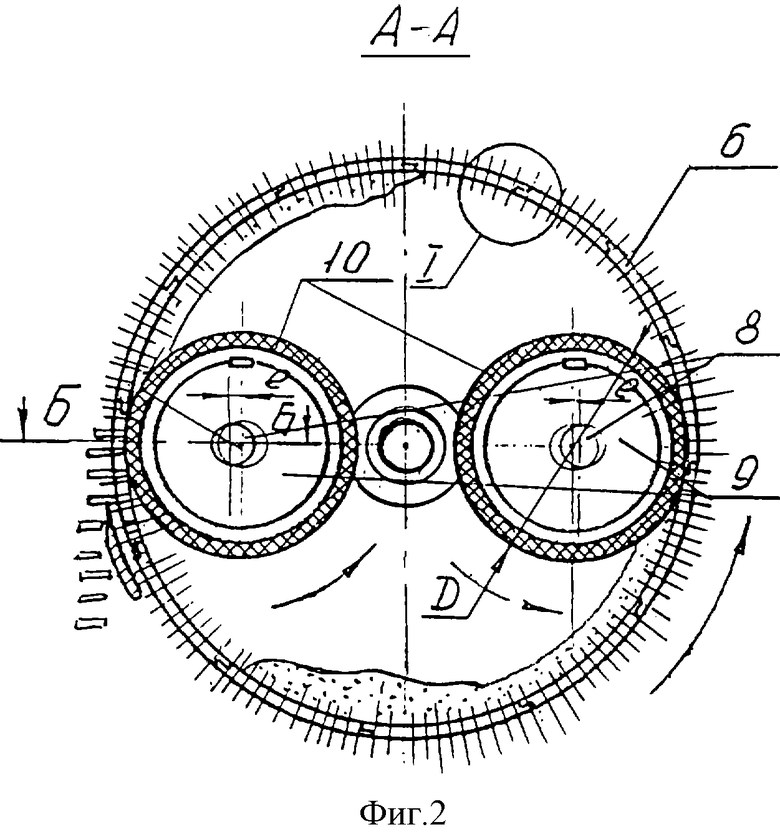
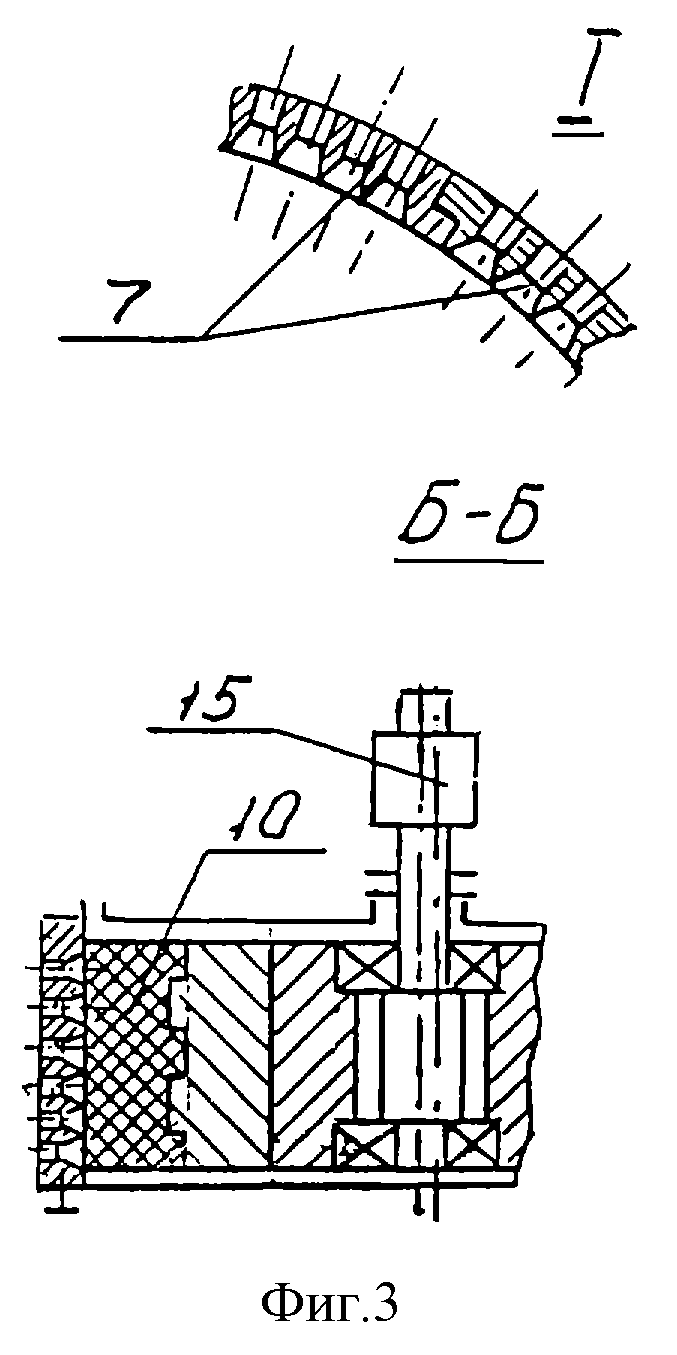
На фиг. 1 показан общий вид, на фиг.2 - разрез А-А на фиг.1, на фиг.3 - разрез Б-Б на фиг.2. Устройство содержит корпус 1, на наружной поверхности которого расположены загрузочный бункер 2 и устройство подогрева 3, выполненное, например, в виде штуцера подвода с вентилем, а для достижения более полного подогрева прессуемой массы внутри корпуса в любое время года, устройство подогрева может быть выполнено в виде, огибающего без зазора шнековую часть корпуса бандажа, состоящего из наборных изолирующих элементов 4, внутри которых расположены нагреватели. Внутри корпуса 1 на валу шнека 5 установлена матрица 6, выполненная, например, в виде обечайки, а для улучшения условий эксплуатации, матрица 6 может быть выполнена из съемных дугообразных элементов 7, закрепленных между собой, например болтовыми соединениями. На неподвижных эксцентриковых осях 8 установлены прессующие валки 9, выполненные с упругой рабочей поверхностью 10, которые установлены эксцентрично. При этом желательно, чтобы эксцентриситет не превышал 0,05 Д, где Д - диаметр валка. Пресс-валковый экструдер снабжен конической насадкой, выполненной в виде двух конусообразных втулок 11 и 12, расположенных одна в другой с образованием сужающегося канала 13 в сторону матрицы 6. Экспериментально установлено, что наиболее оптимальными углами конусообразующих являются 11-17o. Внешняя втулка 11 жестко, например сваркой, закреплена на стенке корпуса 1, а внутренняя 12 также жестко, например сваркой - на валу. Для срезания готовых гранул на стенке корпуса 1 установлен нож 14. Неподвижные эксцентриковые оси 8 прессующих валков 9 могут быть снабжены высокочастотными вибраторами 15, установленными, например, консольно. Наличие вибраторов дополнительно увеличивает подвижность массы, что приводит к улучшению продавливания прессуемой массы через отверстия матрицы.
Заявляемое устройство работает следующим образом. Подготовленный к формованию порошкообразный материал через загрузочный бункер 2 подают во внутрь корпуса 1 на вращающийся шнек 5. Шнек 5 перемешивает прессуемую массу и транспортирует в зону сужающегося канала. Нагревательным устройством 3 прессуемую массу нагревают до температуры парообразования, что повышает пластические свойства материала и плотность формуемых гранул. Прессуемую массу с требуемой температурой шнеком 5 продавливают через сужающийся канал 13, образованный конусообразными втулками 11 и 12. При перемещении прессуемой массы по сужающемуся каналу 13 она предуплотняется и скребками подается во внутреннее пространство матрицы 6. Матрица 6 вращает прижатые к ней эксцентрично установленные прессующие валки 9 с упругой рабочей поверхностью, которые захватывают прессуемую массу и продавливают ее через отверстие матрицы 6. Упругая поверхность валков обеспечивает надежный захват материала, и постоянный контакт валков с матрицей через прессуемую массу, а это приводит к увеличению межремонтного периода прессующих органов. Совместное воздействие упругой поверхности и эксцентриситета валков увеличивает подвижность массы и дополнительно уплотняет ее при продавливании через отверстия матрицы. Вибрационное воздействие на прессующие валки снижает сопротивление продавливания массы через отверстия и улучшает качество гранул. Матрица может быть выполнена из съемных элементов, которые закреплены между собой, например болтами, что позволяет в случае износа части матрицы, заменить износившуюся часть, не производя демонтажа всей матрицы. Если устройство подогрева выполнено в виде огибающего без зазора шнековую часть корпуса бандажа, состоящего из набора изолирующих элементов, выполненных например из керамики, внутри которых расположены нагреватели, например тены, спирали и т.п., то это позволяет производить более качественный прогрев всей прессуемой массы в самом агрегате в любой период времени, особенно в зимний. Полученные гранулы срезаются ножом 14 и подаются в технологическую линию для их дальнейшей обработки. После чего цикл повторяется.
Подпрессовка формовочной массы шнеком 5 в сужающемся канале 13, а также окончательное продавливание материала через отверстия матрицы 6 позволяют получать гранулы более высокой плотности и лучшего качества.
Таким образом, предлагаемое решение обеспечивает повышение плотности гранул с улучшением их качества, снижение габаритных размеров устройства, в том числе упрощение изготовления матрицы, состоящей из съемных элементов, и улучшение условий эксплуатации агрегата за счет увеличения межремонтного периода, а также возможности эксплуатации агрегата в любое время года за счет подогрева материала в зимний период.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВАЛЬЦОВЫЙ ПРЕСС ДЛЯ БРИКЕТИРОВАНИЯ ПОРОШКООБРАЗНЫХ МАТЕРИАЛОВ | 2001 |
|
RU2204486C2 |
| ПРЕСС-ВАЛКОВЫЙ АГРЕГАТ | 1998 |
|
RU2133673C1 |
| РОТОРНО-ЦЕНТРОБЕЖНЫЙ ИЗМЕЛЬЧИТЕЛЬ | 2002 |
|
RU2204437C1 |
| ПРЕСС-ВАЛКОВЫЙ ИЗМЕЛЬЧИТЕЛЬ | 1996 |
|
RU2116129C1 |
| ДЕЗИНТЕГРАТОР | 1999 |
|
RU2168361C2 |
| ВИХРЕ-АКУСТИЧЕСКИЙ КЛАССИФИКАТОР | 2000 |
|
RU2171720C2 |
| ЗАПЕЧНОЙ ТЕПЛООБМЕННИК ВРАЩАЮЩЕЙСЯ ПЕЧИ | 2000 |
|
RU2171438C2 |
| ДИФФУЗИОННАЯ ГАЗОВАЯ ГОРЕЛКА | 2001 |
|
RU2187043C1 |
| ШАРОВАЯ МЕЛЬНИЦА | 1999 |
|
RU2168362C2 |
| ВИХРЕАКУСТИЧЕСКИЙ ДИСПЕРГАТОР | 2003 |
|
RU2226432C1 |
Изобретение относится к различным отраслям промышленности: химической, промышленности строительных материалов, сельскохозяйственному производству и может быть использовано для гранулирования различных порошкообразных материалов, в частности комбикормов. Пресс-валковый экструдер содержит корпус, на наружной поверхности которого расположены загрузочный бункер, устройство подогрева прессуемой массы и нож для резки гранул. Внутри корпуса установлены шнек, матрица и прессующие валки, установленные на неподвижных эксцентриковых осях, закрепленных на корпусе. Экструдер снабжен конической насадкой, выполненной в виде двух конусообразных втулок, расположенных одна в другой с образованием сужающегося в сторону матрицы канала. Насадка установлена на выходе шнека таким образом, что внешняя втулка жестко закреплена на стенке корпуса, а внутренняя - жестко закреплена на валу. Прессующие валки выполнены с эксцентриситетом и упругими рабочими поверхностями. Матрица установлена на валу шнека за конической насадкой. Изобретение обеспечивает повышение плотности гранул прессуемого материала, снижение габаритных размеров устройства. 4 з.п. ф-лы, 3 ил.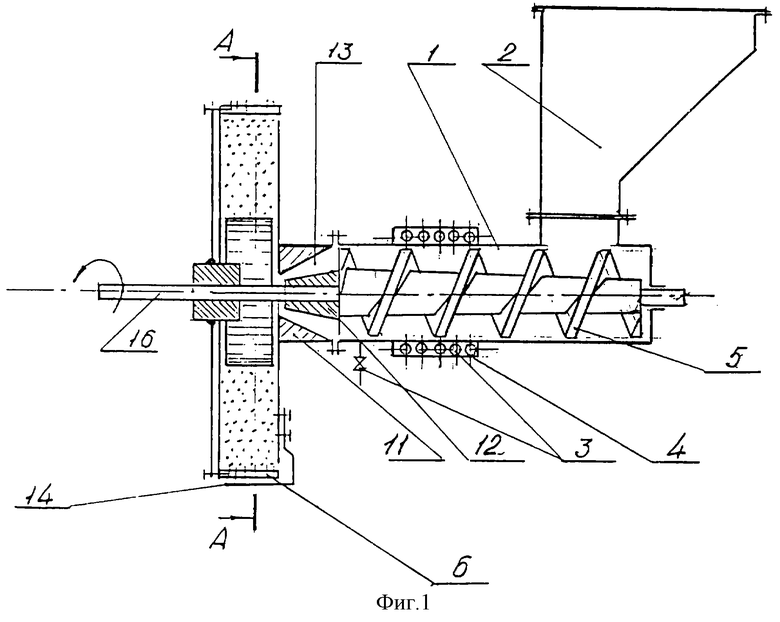
| УСИЛИВАЮЩИЙ АГЕНТ ДЛЯ ТЕРАПИИ ВЫСОКОИНТЕНСИВНЫМ СФОКУСИРОВАННЫМ УЛЬТРАЗВУКОМ И ЕГО ПРИМЕНЕНИЕ | 2005 |
|
RU2359701C2 |
| US 3511190 А, 12.05.1970 | |||
| GB 1333069 А, 06.11.1968 | |||
| СПОСОБ ПЛАСТИФИКАЦИИ АЦЕТАТНЫХ ВОЛОКОН | 0 |
|
SU238147A1 |
| Устройство для формования гранул из глинистого материала | 1978 |
|
SU727204A1 |

