Изобретение относится к оборудованию для снаряжательного производства и может быть использовано при автоматизации процесса снаряжения корпусов боеприпасов взрывчатыми веществами (ВВ) методом заливки с размещением особо опасных операций в железобетонных кабинах.
Процесс снаряжения методом заливки имеет три особо опасные операции: приготовление смеси ВВ, наполнение корпуса и отрыв технологических воронок после кристаллизации ВВ. Причем указанные технологические операции разделены временным интервалом, который обусловлен продолжительным "выстоем", необходимым для кристаллизации ВВ, находящегося в корпусе боеприпаса.
Наиболее близким аналогом является автоматизированная линия снаряжения корпусов боеприпасов методом заливки, известная из патента RU 2167135 С1, С 06 В 21/00, 20.05.2001.
Недостатком данной линии является неполное обеспечение безопасности процесса снаряжения корпусов методом заливки.
Задачей настоящего изобретения является обеспечение безопасности процесса снаряжения корпусов методом заливки за счет нахождения в кабине минимальной допустимой нормы ВВ. Причем часть ВВ находится на спутнике под автоматом отрыва технологических воронок, а остальное ВВ - в автомате наполнения, между которыми установлен бронещит.
Конструктивные особенности элементов заявляемой автоматизированной линии, их взаимное расположение и наличие связей между ними позволяют особо опасные операции выполнять в кабине одновременно, а процесс кристаллизации ВВ в корпусах боеприпасов осуществлять вне кабины на обратной ветви горизонтально-замкнутого спутникового транспортера, что позволяет обеспечить нахождение в кабине допустимой нормы ВВ.
Для достижения указанного технического результата автоматизированная линия снаряжения корпусов содержит горизонтально-замкнутый спутниковый транспортер с параллельными направляющими, на которых установлены с возможностью перемещения спутники, крайние концы направляющих соединены перекладывающими механизмами, образуя прямую и обратную ветви, между которыми перпендикулярно направляющим расположена трасса с разрывом, на которой установлена с возможностью возвратно-поступательного перемещения платформа, на которой расположены участки направляющих транспортера.
Указанная выше платформа позволяет нести на себе в кабину одновременно два спутника с разных ветвей транспортера, т.е. на одном из спутников подаются пустые корпуса боеприпасов с технологическими воронками под автомат наполнения, а на другом спутнике - корпуса боеприпасов с закристаллизовавшимся ВВ под автомат отрыва технологических воронок, изолированный бронещитом от автомата наполнения. Указанные автоматы расположены в кабине на трассе с разрывом. Расстояние между автоматом наполнения и автоматом отрыва технологических воронок равно расстоянию между направляющими транспортера. Обратная ветвь транспортера выполнена длиной, равной или большей суммарной длине спутников с корпусами, наполненными ВВ и находящимися на кристаллизации.
Предлагаемая автоматизированная линия представлена на фиг.1-11.
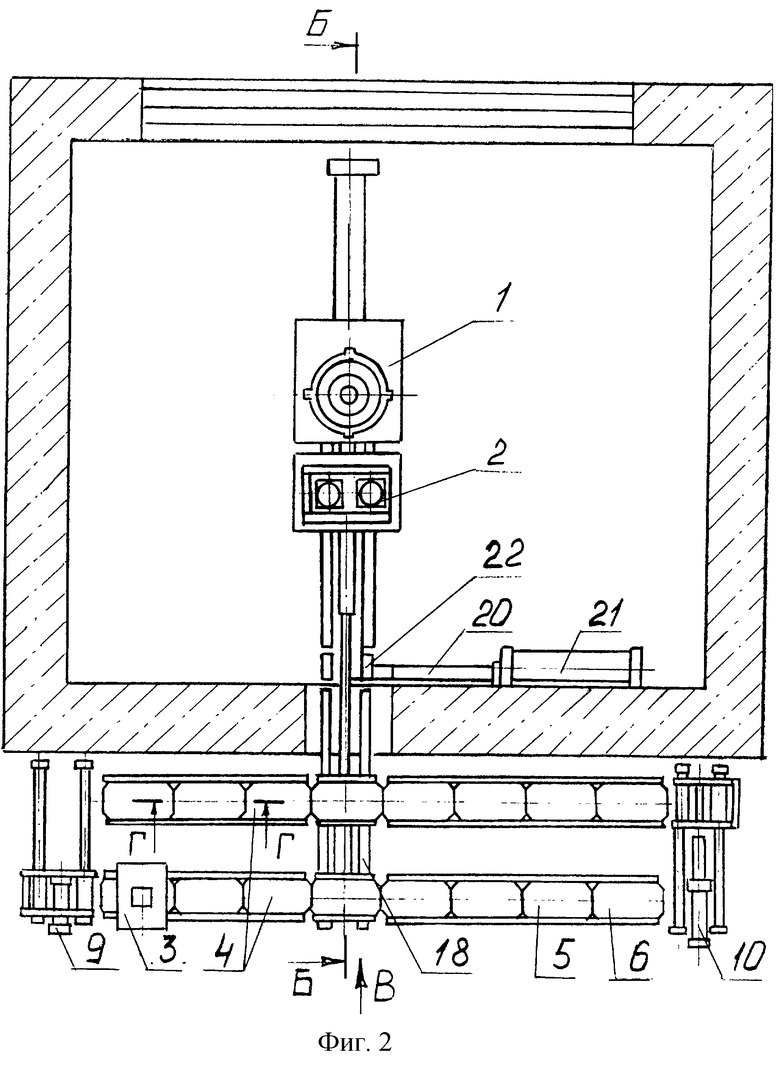
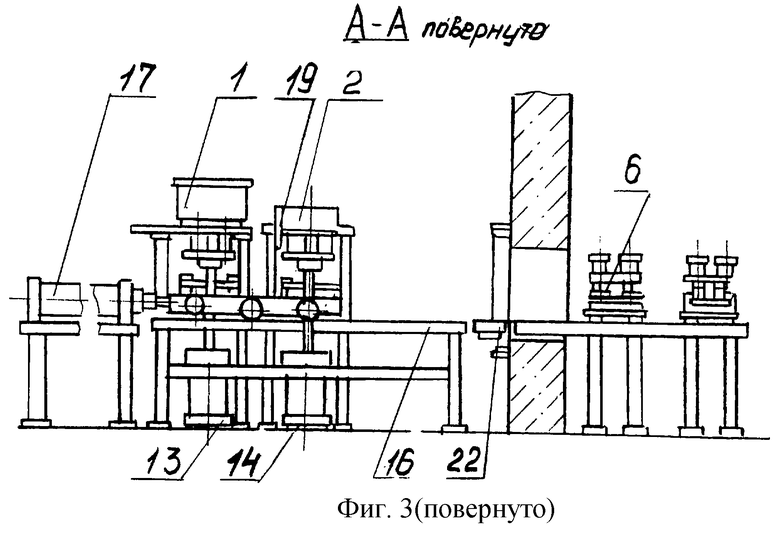
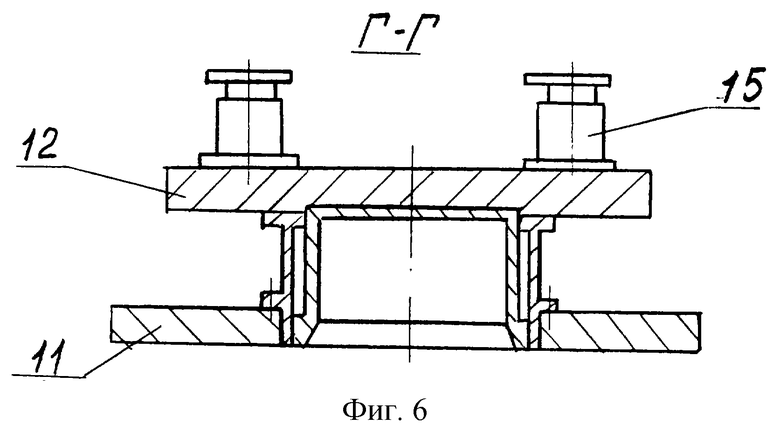
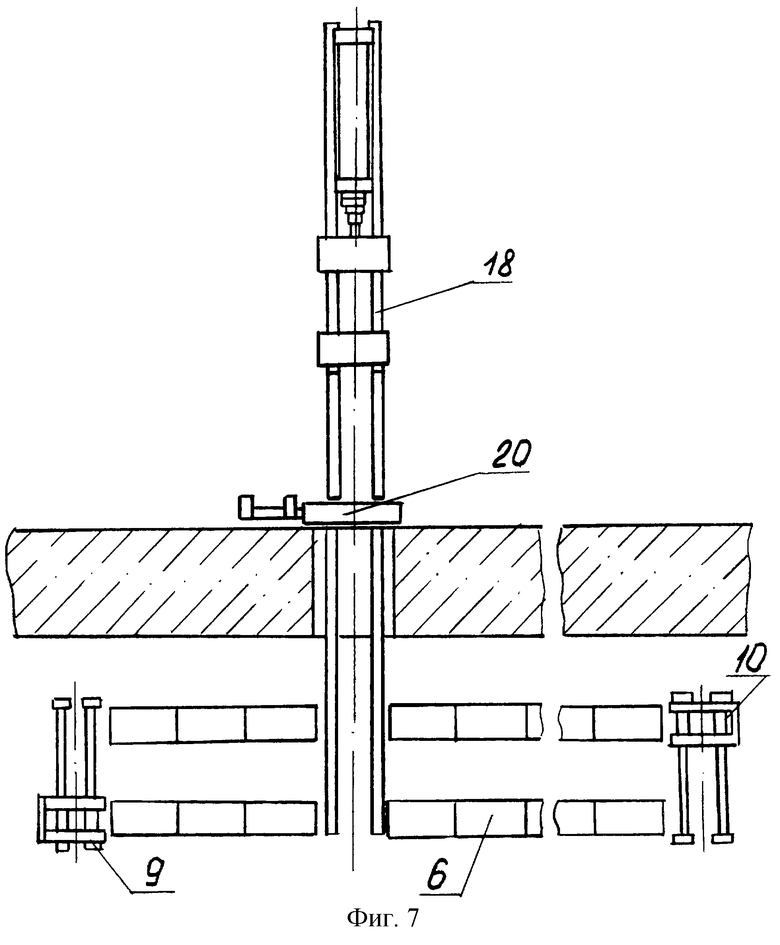
На фиг.1 изображена автоматизированная линия в плане при закрытом шиберном проеме и платформе, расположенной в кабине; на фиг.2 - при открытом шиберном проеме и платформе, расположенной вне кабины; на фиг.3 - сечение А-А на фиг. 1; на фиг.4 - сечение Б-Б на фиг.2; на фиг.5 - вид В на фиг.2; на фиг.6 - сечение Г-Г на фиг.2; на фиг.7-11 - схемы работы линии.
Автоматизированная линия снаряжения корпусов боеприпасов методом заливки содержит автомат 1 наполнения, автомат 2 отрыва технологических воронок, автомат 3 контроля сборки технологических воронок, горизонтально-замкнутый спутниковый транспортер, состоящий из прямой и обратной ветвей 4 и 5 соответственно, которые расположены на расстоянии друг от друга и каждая из которых образована двумя параллельными направляющими, на которых установлены спутники 6 с возможностью перемещения по ним от пневмоприводов 7 и 8 и с возможностью перемещения с одной параллельной направляющей на другую перекладывающими механизмами 9 и 10 с платформами. Причем обратная ветвь 5 выполнена длиной, равной или большей суммарной длине спутников 6 с корпусами боеприпасов, наполненными ВВ и находящимися на позиции кристаллизации ("выстоя").
Спутник 6 состоит из нижней плиты 11, которая выполнена с возможностью перемещения по направляющим транспортера, и верхней плиты 12, которая выполнена с возможностью вертикального перемещения пневмоприводами 13 или 14 на позициях наполнения или отрыва технологических воронок, на которой установлены ложементы 15 для размещения в них корпусов боеприпасов.
Между прямой и обратной ветвями 4 и 5 транспортера перпендикулярно направляющим расположена трасса 16, на которой с возможностью возвратно-поступательного перемещения от пневмопривода 17 установлена платформа 18, на которой расположены параллельные участки направляющих для спутников 6, расстояние между которыми равно расстоянию между параллельными направляющими транспортера.
Автомат 1 наполнения и автомат 2 отрыва технологических воронок расположены в кабине на трассе 16 также на расстоянии, равном расстоянию между параллельными направляющими транспортера, и отделены друг от друга бронещитом 19.
Трасса 16 выполнена с разрывом в месте пересечения с шиберным устройством, состоящим из бронеплиты 20, перемещаемой посредством пневмопривода 21 и на которой расположены вставки 22 трассы 16 с возможностью совмещения с трассой 16 при открытом шиберном проеме.
Для непрерывного технологического процесса количество спутников, находящихся вне кабины на "выстое" на обратной ветви 5 транспортера, зависит от времени, необходимого для полной кристаллизации ВВ в наполненном корпусе боеприпаса, и, соответственно, обратная ветвь 5 транспортера выполнена длиной, равной или большей суммарной длине спутников с наполненными корпусами боеприпасов, находящихся на кристаллизации.
Автоматизированная линия снаряжения боеприпасов методом заливки работает следующим образом.
В исходном положении платформа 18 (фиг.3, 7) с двумя спутниками 6 (фиг. 7) находится в кабине под автоматами 1 и 2, верхняя плита 12 (фиг.6) спутников 6 опущена, шиберный проем закрыт бронеплитой 20 (фиг.7).
Платформы перекладывающих механизмов 9 и 10 расположены напротив соответствующих направляющих транспортера (фиг.2).
Верхняя плита спутника, находящегося под автоматом 1 наполнения, перемещается вверх пневмоприводом 13, корпуса поджимаются к разливочным головкам автомата 1 наполнения и наполняются ВВ, а верхняя плита спутника, находящегося под автоматом 2 отрыва технологических воронок, перемещается вверх в случае, если на ней находятся корпуса с закристаллизовавшимся ВВ, которые поджимаются к автомату 2, срывающим технологические воронки.
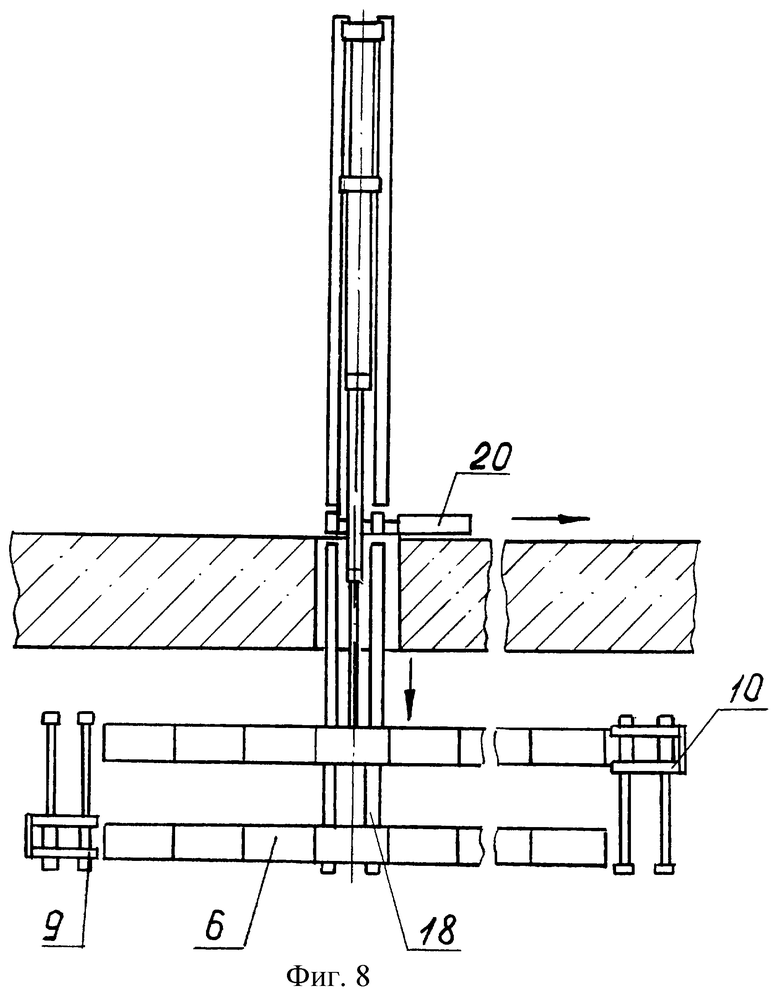
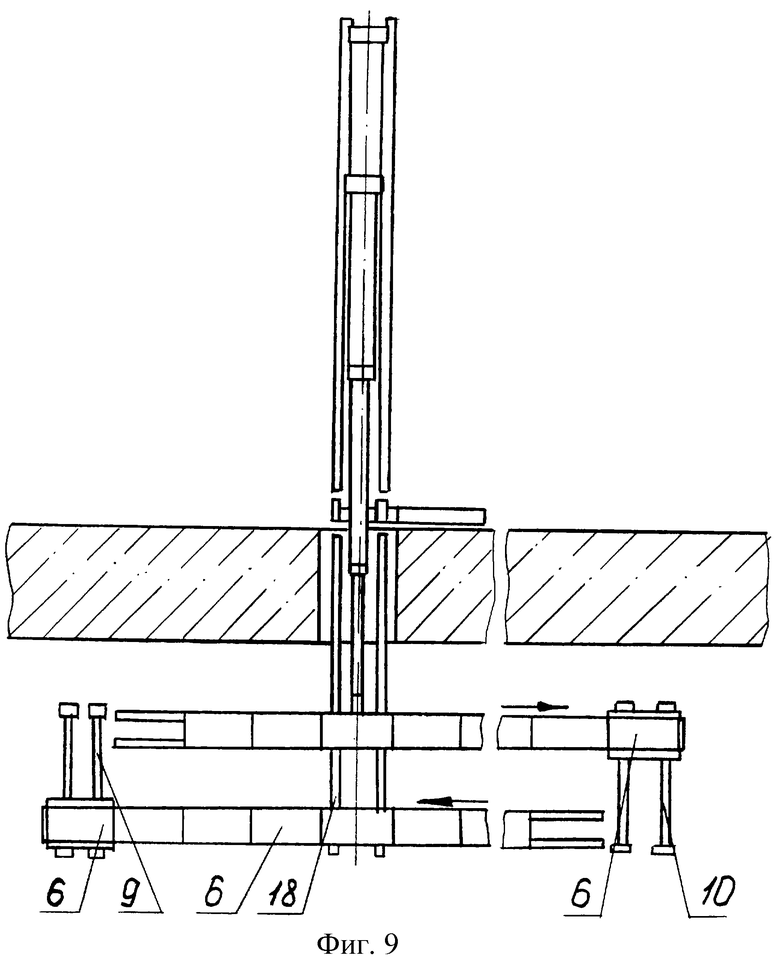
Шиберный проем открывается перемещением бронеплиты 20 пневмоприводом 21, и вставки 22 совмещаются с трассой 16 (фиг.3, 4, 8). Платформа 18 перемещается из кабины по трассе 16 пневмоприводом 17 (фиг.3) до совмещения участков направляющих, находящихся на ней, с направляющими транспортера (фиг. 8). Спутники перемещаются с направляющих транспортера (фиг.9) пневмоприводами 7 и 8 (фиг.5, 9) на платформы перекладывающих механизмов 10 и 9, соответственно.
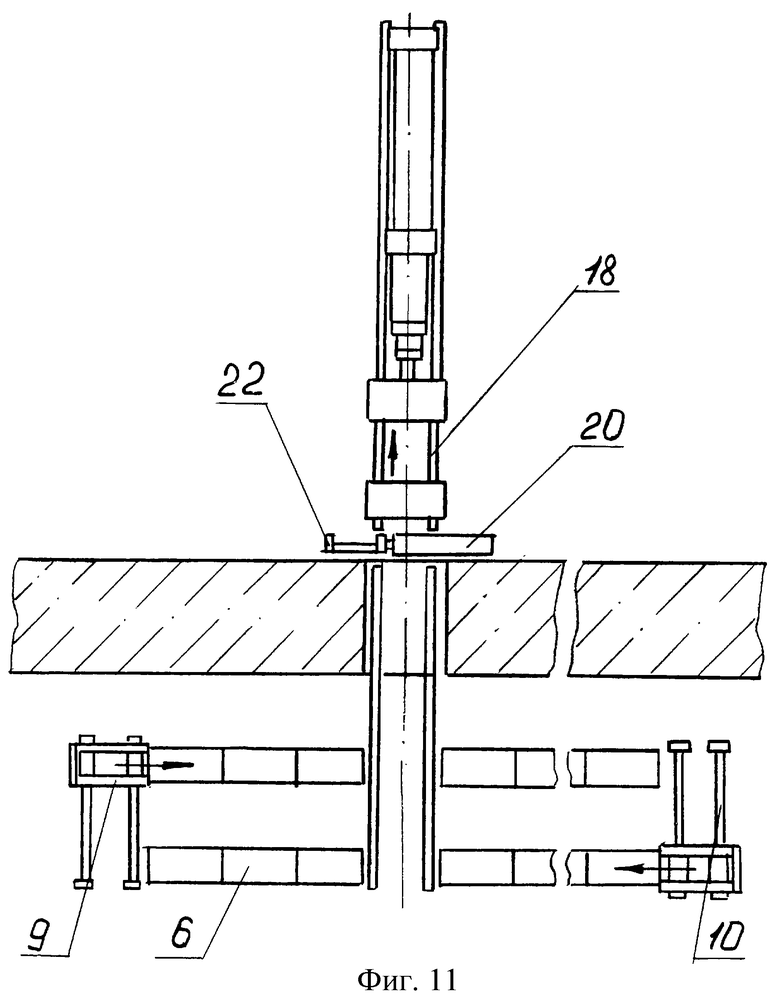
Одновременно с платформы 18 один спутник с наполненными корпусами перемещается на обратную ветвь 5 для кристаллизации ВВ и на его место с прямой ветви 4 перемещается спутник с пустыми корпусами, на которых установлены технологические воронки, прошедшие контроль сборки на автомате 3. А с другого спутника снимаются корпуса, с которых сорваны технологические воронки, и он перемещается на прямую ветвь 4, где устанавливаются корпуса с технологическими воронками, и спутник перемещается под автомат 3. На освободившееся место на платформе 18 с обратной ветви 5 перемещается спутник с корпусами, в которых ВВ закристаллизовалось. Платформа 18 перемещается в кабину под автоматы 1, 2 (фиг.10), шиберный проем закрывается. Одновременно перемещаются спутники с платформ перекладывающих механизмов 9 и 10 (фиг.11) на свободные участки направляющих прямой и обратной ветвей 4 и 5. Таким образом автоматизированную линию переводят в исходное положение, и цикл повторяется.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ПРЕССОВАНИЯ | 2001 |
|
RU2207953C2 |
| ПЛАВИТЕЛЬ | 2001 |
|
RU2202762C2 |
| УСТРОЙСТВО ДЛЯ ГРУППОВОГО СНАРЯЖЕНИЯ КОРПУСОВ БОЕПРИПАСОВ МЕТОДОМ ЗАЛИВКИ | 2001 |
|
RU2192617C1 |
| УСТАНОВКА ДЛЯ ПРЕССОВАНИЯ | 2003 |
|
RU2242365C2 |
| УСТРОЙСТВО ДЛЯ НАПОЛНЕНИЯ ГРУППЫ ИЗДЕЛИЙ ЗАЛИВКОЙ РАСПЛАВОМ ВЗРЫВЧАТОГО ВЕЩЕСТВА | 2005 |
|
RU2294912C1 |
| СПОСОБ СНАРЯЖЕНИЯ ВЗРЫВНОГО УСТРОЙСТВА ВЗРЫВЧАТЫМ ПЛАСТИЗОЛЬНЫМ ВЕЩЕСТВОМ | 2011 |
|
RU2471140C1 |
| БОЕВАЯ ЧАСТЬ | 2006 |
|
RU2311607C1 |
| СПОСОБ АВТОМАТИЗИРОВАННОЙ ДЕМИЛИТАРИЗАЦИИ БОЕПРИПАСОВ | 2004 |
|
RU2274826C1 |
| Инструмент для заливки корпусов боеприпасов | 1969 |
|
SU1841252A1 |
| ПЕЧЬ ДЛЯ УНИЧТОЖЕНИЯ СНАРЯЖЕНИЯ БОЕЗАРЯДОВ СЖИГАНИЕМ | 2010 |
|
RU2445549C1 |



Изобретение относится к оборудованию для снаряжательного производства и может быть использовано при автоматизации процесса снаряжения корпусов боеприпасов взрывчатыми веществами методом заливки с размещением особо опасных операций в железобетонных кабинах. Автоматизированная линия снаряжения корпусов методом заливки содержит автомат наполнения, автомат отрыва технологических воронок, автомат контроля сборки технологических воронок, автомат контроля сборки технологических воронок и горизонтально-замкнутый спутниковый транспортер с параллельными направляющими, на которых установлены спутники. Крайние концы направляющих соединены перекладывающими механизмами, образуя прямую и обратную ветви, между которыми расположена трасса с разрывом, на которой установлена с возможностью возвратно-поступательного перемещения платформа, на которой расположены участки направляющих транспортера и которая кинематически связана с механизмом подачи спутников в кабину с шиберным устройством. Автомат наполнения и автомат отрыва технологических воронок установлены в кабине на трассе, между которыми расположен бронещит. Автомат контроля сборки технологических воронок установлен на прямой ветви транспортера, обратная ветвь которого выполнена длиной, равной или большей суммарной длине спутников с корпусами боеприпасов, наполненными взрывчатым веществом и находящимися на позиции кристаллизации. Техническим результатом настоящего изобретения является обеспечение безопасности процесса снаряжения корпусов методом заливки. 11 ил.
Автоматизированная линия снаряжения корпусов боеприпасов методом заливки, отличающаяся тем, что она имеет горизонтально-замкнутый спутниковый транспортер с параллельными направляющими, на которых установлены с возможностью перемещения спутники, крайние концы направляющих соединены перекладывающими механизмами, образуя прямую и обратную ветви, между которыми перпендикулярно направляющим расположена трасса с разрывом, на которой установлена с возможностью возвратно-поступательного перемещения платформа, на которой расположены участки направляющих транспортера и которая кинематически связана с механизмом подачи спутников в кабину с шиберным устройством, на бронеплите которого неподвижно закреплены вставки трассы, которые установлены с возможностью совмещения с трассой при открытом шиберном проеме, автомат наполнения корпусов боеприпасов и автомат отрыва технологических воронок, между которыми установлен бронещит и которые расположены в кабине на трассе на расстоянии между собой, равном расстоянию между параллельными направляющими транспортера, и автомат контроля сборки технологических воронок, который установлен на прямой ветви транспортера, обратная ветвь которого выполнена длиной, равной или большей суммарной длине спутников с корпусами боеприпасов, наполненными взрывчатым веществом и находящимися на позиции кристаллизации.
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАРЯДОВ ИЗ СМЕСЕВОГО ТВЕРДОГО ТОПЛИВА | 1999 |
|
RU2167135C2 |
| US 3562364, 09.02.1971. | |||

