Изобретение относится к области гальваностегии и может быть использовано при нанесении размерного высококачественного покрытия на плоские изделия, преимущественно ограниченные цилиндрическими поверхностями.
Известен способ получения износостойкого покрытия, при котором на наружную поверхность вращаемой в растворе детали электролитическим путем наносят покрытие и его пластически деформируют прижимом в виде вращаемого ролика /а.с. СССР 795845, МКИ В 23 Р 1/18, C 25 D 5/48, 1979 г./.
Известен способ электролитического нанесения покрытия на внутреннюю поверхность осесимметричного изделия, при котором аноды размещают и вращают в полости соосно изделию, на внутренней поверхности которого из раствора осаждают материал покрытия и пластически деформируют прижимами /патент США 3751346, МКИ В 23 Р 1/00, 1/02; С 23 В 5/56; нац. кл. 204-26, 1973 г./.
Эти способы не обеспечивают нанесение покрытия на плоские изделия.
Наиболее близким техническим решением является способ электролитического нанесения покрытия на изделия с поверхностью двойной кривизны, в частности плоской, при котором осаждение материала из раствора при пропускании технологического тока через анод ведут непрерывно по мере возвратно-поступательного перемещения вдоль изделия одновременно с его пластической деформацией прижимами при их возвратно-поступательном перемещении с амплитудой "а" поперек изделия эквидистантно форме поверхности изделия /пат. RU 2156836, МКИ7 С 25 D 5/22, 1998 г./.
Однако это изобретение невозможно применить для нанесения покрытия на плоские изделия, преимущественно ограниченные цилиндрическими поверхностями.
Технический результат: расширение технологических возможностей и улучшение качества покрытия на плоских изделиях, ограниченных цилиндрическими поверхностями, за счет улучшения условий осаждения материала из раствора на плоских изделиях и гарантированного пластического деформирования осадка на всей ширине изделия. Указанный технический результат достигается за счет того, что в способе электролитического нанесения покрытия на плоские изделия, ограниченные цилиндрическими поверхностями, включающего непрерывное осаждение материала из раствора при пропускании технологического тока через анод и его пластическое деформирование прижимами при возвратно-поступательном перемещении поперек изделия, анод располагают параллельно изделию, которое постоянно вращают вокруг оси, перпендикулярной аноду, а, по крайней мере, одному из прижимов амплитуду "а" возвратно-поступательного перемещения выбирают из условия
а>b,
где а - амплитуда возвратно-поступательного перемещения прижима, мм;
b - ширина изделия, мм.
Размещение анода параллельно плоскому изделию, которое постоянно вращают вокруг оси, перпендикулярной аноду, и выбор амплитуды "а" возвратно-поступательного перемещения прижимов поперек изделия большей ширины изделия позволяют осуществлять нанесение высококачественного размерного покрытия, например хромового, электролитическим методом не только по плоскости изделия, но и на переходных участках от плоскости к цилиндрическим поверхностям (например, на фасках). Сочетание данных приемов позволяет на плоских изделиях, ограниченных цилиндрическими поверхностями, получать покрытия с заданной толщиной, величиной шероховатости 0,04-0,02 мкм, с регулируемыми остаточными напряжениями без сетки трещин по покрытию, исключающими необходимость применения финишной и суперфинишной механической обработки покрытия.
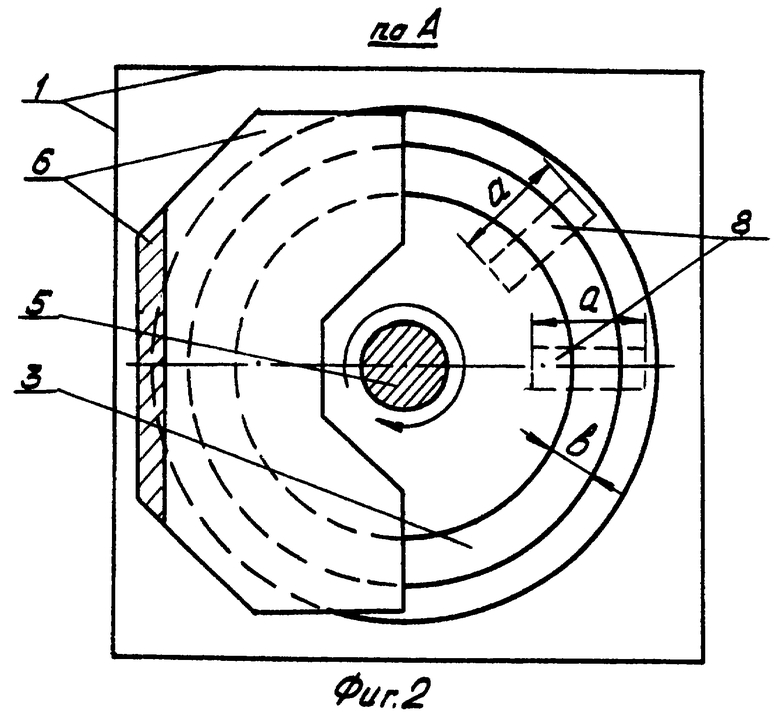
На фиг. 1 представлена принципиальная схема устройства (вид сбоку); на фиг.2 - вид по А.
Специализированное оборудование для осуществления заявляемого способа включает ванну 1 с раствором 2, в котором размещено изделие 3 на ложементе 4, закрепленном на переходной втулке 5, ось которой перпендикулярна аноду 6, параллельному плоскому изделию 3, а в свободном от анода 6 пространстве над изделием установлен, по крайней мере, один прижим 7. Осаждение материала при пропускании технологического тока через анод 6, параллельный изделию 3, и его пластическое деформирование прижимом 7 производят непрерывно при вращении изделия 3 посредством переходной втулки 5, ось которой перпендикулярна аноду 6, в то же самое время, по крайней мере, одному из прижимов 7 сообщают амплитуду 8 возвратно-поступательного перемещения поперек изделия 3, выбранную из условия: а>b, где а - амплитуда 8 возвратно-поступательного перемещения прижима 7, мм, b - ширина изделия 3, мм.
В экспериментальном порядке предлагаемый способ был проверен при осаждении хрома на плоские поверхности кольца из стали 30ХГСНА. Размеры кольца: наружный диаметр - 114 мм, внутренний диаметр - 95 мм, толщина кольца - 12 мм. Непараллельность плоскостей - не более 0,005. Кольцо было расположено в ванне на ложементе, закрепленном на переходной втулке, ось которой была перпендикулярной аноду, установленному параллельно плоскому кольцу. С противоположной стороны от анода были установлены два прижима, амплитуда возвратно-поступательного перемещения которых поперек изделия составляла 25 мм. Было нанесено хромовое покрытие на 5 кольцах с фасками 1•45o и 5 кольцах с круглыми (радиус округления - 0,5 мм) кромками. Толщину хромового покрытия варьировали от 30 до 100 мкм. Во всех случаях получено равномерное, твердое, мелкозернистое, блестящее, без трещин покрытие как по плоскостям колец, так и на их кромках с шероховатостью 0,04-0,02 мкм. Дефекты отсутствуют.
Изобретение относится к области машиностроения, конкретно к электролитическому нанесению покрытий на плоские изделия. Способ электролитического нанесения покрытия на плоские изделия, ограниченные цилиндрическими поверхностями, включает непрерывное осаждение материала из раствора при пропускании технологического тока через анод и его пластическое деформирование прижимами при возвратно-поступательном перемещении с амплитудой "а" поперек изделия, причем анод располагают параллельно изделию, которое постоянно вращают вокруг оси, перпендикулярной аноду, а, по крайней мере, одному из прижимов амплитуду возвратно-поступательного перемещения выбирают из условия а>b, где а - амплитуда возвратно-поступательного перемещения прижима, мм; b - ширина изделия, мм. Использование изобретения обеспечивает расширение технологических возможностей и улучшение качества покрытия на плоских изделиях. 2 ил.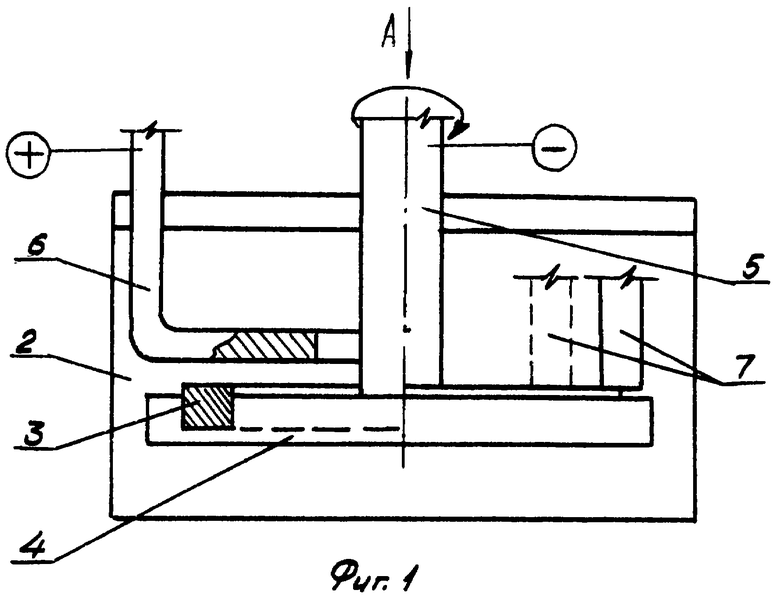
Способ электролитического нанесения покрытия на плоские изделия, преимущественно ограниченные цилиндрическими поверхностями, включающий непрерывное осаждение материала из раствора при пропускании технологического тока через анод и его пластическое деформирование прижимами при возвратно-поступательном перемещении с амплитудой "а" поперек изделия, отличающийся тем, что анод располагают параллельно изделию, которое постоянно вращают вокруг оси, перпендикулярной аноду, а, по крайней мере, одному из прижимов амплитуду возвратно-поступательного перемещения выбирают из условия
а>b,
где а - амплитуда возвратно-поступательного перемещения прижима, мм;
b - ширина изделия, мм.
| СПОСОБ ЭЛЕКТРОЛИТИЧЕСКОГО НАНЕСЕНИЯ ПОКРЫТИЯ НА ИЗДЕЛИЯ С ПОВЕРХНОСТЬЮ ДВОЙНОЙ КРИВИЗНЫ | 1998 |
|
RU2156836C1 |
| СПОСОБ РАЗМЕРНОГО ХРОМИРОВАНИЯ ДЕТАЛЕЙ | 0 |
|
SU231989A1 |
| Способ хромирования | 1978 |
|
SU875888A1 |
| Способ получения износостойкогопОКРыТия | 1979 |
|
SU795845A1 |
| US 4176015, 27.11.1979. | |||

