Изобретение относится к области нанесения электролитических покрытий с одновременным механическим воздействием на осаждаемый слой, в частности к устройствам для нанесения покрытия, например хромового, на наружную или внутреннюю поверхность тел вращения.
Известна головка для электрохимикомеханической обработки, содержащей электрод-корпус, в продольных пазах которого размещены держатели с шарнирно закрепленными на них брусками и разжимной механизм с упругим разжимом, держатели выполнены в виде дугообразных несущих элементов, шарнирно установленных в электроде-корпусе, а бруски расположены в их центрах симметрии /а.с. СССР 1146155, В 23 Н 7/22, 1983/.
Недостаток заключается в том, что применяемые шлифовальные бруски образуют абразивную и хромовую (при осаждении хрома) пыль, которую необходимо удалить из зоны покрытия протоком электролита, с последующей очисткой удаленного из реагентной зоны электролита.
Известно устройство для нанесения гальванопокрытий на внутренние поверхности цилиндрических деталей, которое снабжено сглаживающим узлом, содержащим держатель с закрепленным в нем рабочим инструментом /а.с. СССР 1737029, С 25 D 17/00, 1989/.
Недостаток - возможность нанесения покрытия только на внутреннюю поверхность цилиндрических деталей.
Наиболее близким техническим решением является устройство для хромирования наружных поверхностей, в котором в качестве прижима применен минералокерамический элемент, выполненный в виде набора брусков, смонтированных на штанге посредством пластинчатых пружин, при этом каждый брусок шарнирно установлен в индивидуальном держателе, закрепленном на конце пластинчатой пружины /а.с. СССР 1148907, С 25 D 17/00, 1983/.
Недостаток - возможность нанесения покрытия только на наружную поверхность, а также - очень сложная конструкция устройства, недостаточная точность и однозначность при настройке минералокерамических брусков на рабочее усилие прижатия, что снижает надежность его в работе и, следовательно, качество покрытия.
Технический результат: расширение технологических возможностей и улучшение качества покрытия как на внутренней и наружной поверхностях осесимметричных изделий, так и на изделиях с поверхностью двойной кривизны, в частности плоских. Указанный технический результат достигается за счет того, что прижим для электролитического нанесения покрытия, содержащий держатель, минералокерамический брусок, дополнительно содержит полый корпус с торцевыми отверстиями с расположенными в его полости с возможностью перемещения вдоль ее оси бруском с заплечиками, пружиной и крышкой с возможностью регулирования ее положения относительно полости корпуса, а корпус размещен в отверстии держателя, причем ось корпуса перпендикулярна продольной оси держателя. Кроме того, в боковых стенках полого корпуса дополнительно выполнены щелевые отверстия параллельно оси корпуса.
Выполнение прижима в виде отдельного узла - полого корпуса, содержащего минералокерамический брусок, пружину и крышку с возможностью регулирования ее положения относительно полости корпуса, - значительно расширяет технологические возможности устройств для электролитического нанесения покрытий при размещении корпуса в отверстии держателя перпендикулярно его продольной оси. Это решение упрощает конструкцию устройств для нанесения покрытия как на наружную, так и на внутреннюю поверхности осесимметричных деталей либо на детали с поверхностью двойной кривизны, в частности плоские. Возможность перемещения корпуса в отверстии держателя расширяет номенклатуру обрабатываемых деталей на одном и том же устройстве, а независимая от конструкции устройств настройка усилия прижатия минералокерамического бруска к обрабатываемой поверхности путем регламентируемого сжатия подвижной крышкой пружины в полости корпуса гарантирует расчетный режим давления при обработке осадка, следовательно, обеспечивает стабильность качества покрытия. В зависимости от типа обрабатываемой поверхности минералокерамический брусок может выполняться либо цилиндрической формы с заплечиками, либо плоской формы с заплечиками. В последнем случае для упрощения сборки и повышения надежности прижима в боковых стенках полого корпуса выполняют дополнительно щелевые отверстия параллельно оси корпуса, по ширине равные толщине минералокерамического бруска.
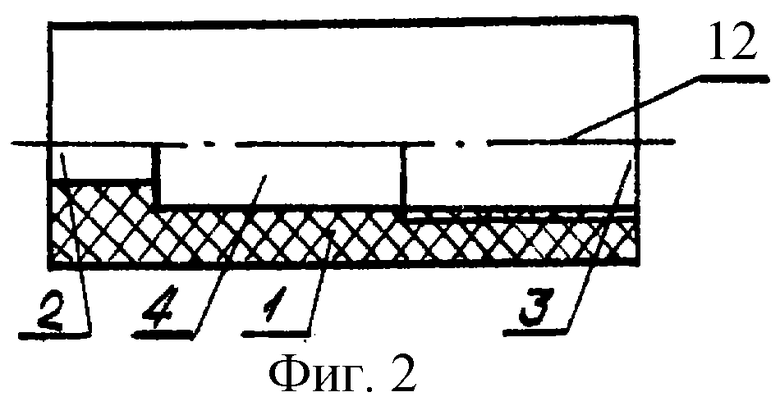
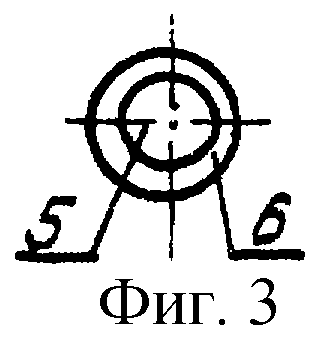
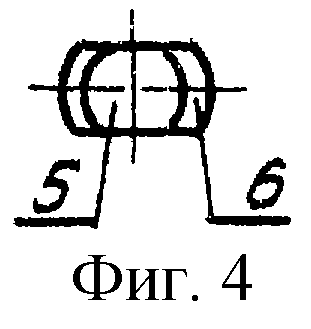
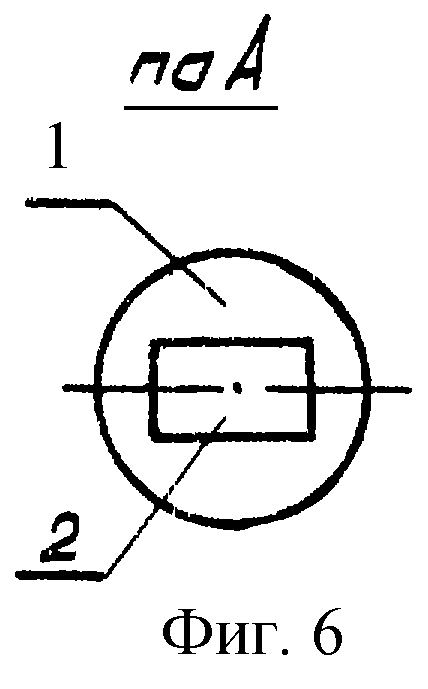
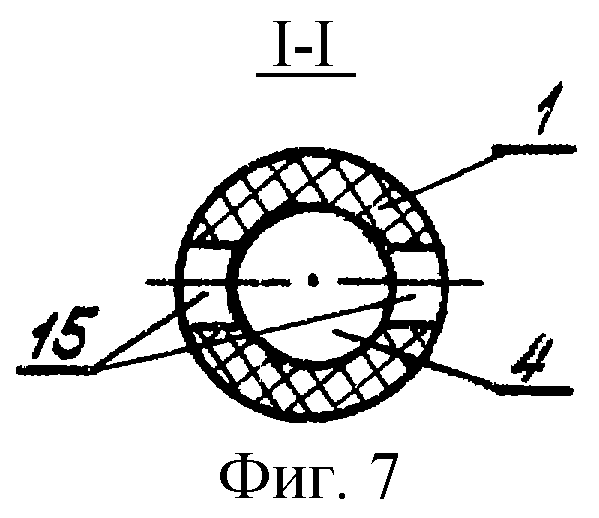
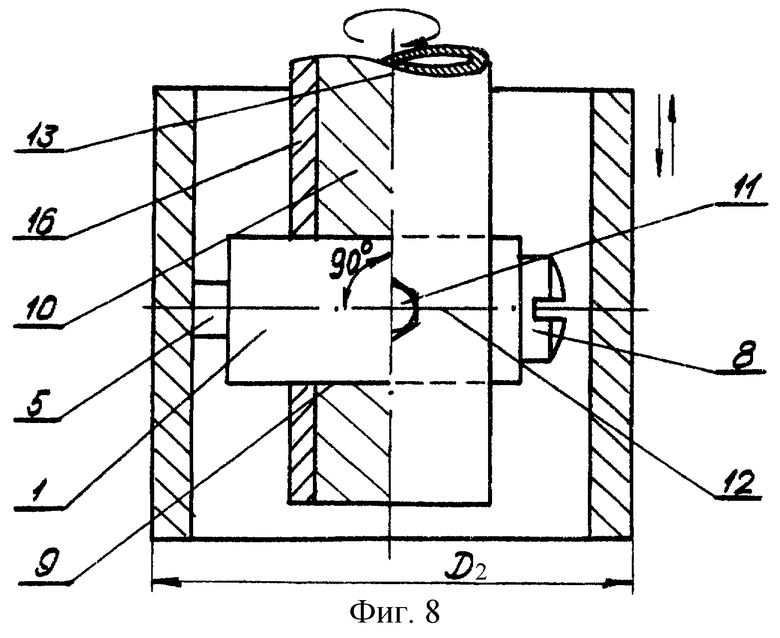
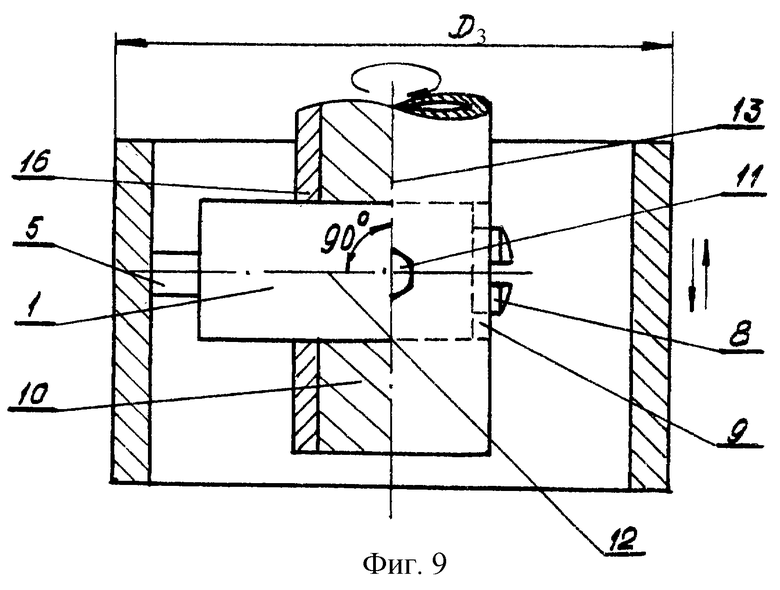
На фиг.1 представлена конструкция прижима при обработке наружной поверхности осесимметричной детали (диаметром D1); на фиг.2 - полый корпус прижима; на фиг.3 - минералокерамический брусок цилиндрической формы; на фиг.4 - минералокерамический брусок плоской формы; на фиг.5 - прижим с щелевыми отверстиями на боковой поверхности; на фиг.6 - вид А на фиг.5; на фиг.7 - сечение 1-1 на фиг.5; на фиг.8 и 9 - расположение прижимов при покрытии внутренней поверхности осесимметричных деталей разных диаметров (D3>D2).
Прижим выполнен в виде корпуса 1 с торцевыми отверстиями 2 и 3, в полости 4 которого расположены минералокерамический брусок 5 с заплечиками 6, пружина 7 и крышка 8, размещенного в отверстии 9 держателя 10 и зафиксированного винтом 11, при этом ось 12 корпуса 1 перпендикулярна продольной оси 13 держателя 10. Кроме того, в боковых стенках 14 корпуса 1 выполнены щелевые отверстия 15 параллельно оси 12 корпуса 1. При нанесении покрытия на внутреннюю поверхность изделия корпус 1 располагается в отверстии 9 держателя 10 и анода 16.
Перед покрытием, например хромированием, наружной поверхности осесимметричных деталей (фиг.1, здесь и далее покрываемая деталь и прижим, контактирующий с деталью, рассматриваются вне ванны с электролитом) в корпусе 1 посредством сжатия на требуемую величину пружины 7 крышкой 8 в полости 4 относительно торцевого отверстия 3 корпуса 1 прижимают минералокерамический брусок 5 заплечиками 6 к торцевому отверстию 2 корпуса 1, тем самым регламентируя давление при пластической деформации покрытия. Собранный прижим устанавливают в отверстии 9 держателя 10 в заданном положении, фиксируя его винтом 11. В связи с тем что ось 12 корпуса 1 перпендикулярна продольной оси держателя 13, параллельной покрываемой детали, давление минералокерамического бруска 5 передается нормально к обрабатываемой поверхности, обеспечивая заданную степень пластической деформации осаждаемого покрытия. Собранный прижим устанавливают в отверстии 9 держателя 10 (применительно к нанесению покрытия на наружную поверхность осесимметричной детали или на изделия с плоской поверхностью) или в отверстии 9 держателя 10 и анода 16 (применительно к нанесению покрытия на внутреннюю поверхность см. фиг.8, 9) на заданную величину и фиксируют его положение относительно держателя 10 винтом 11.
В экспериментальном порядке предлагаемый прижим был проверен при нанесении хромового покрытия как на наружную, так и на внутреннюю поверхности осесимметричных деталей, а также на плоские поверхности колец. Толщина наносимого твердого хрома варьировалась от 0,015 до 1,250 мм для деталей типа штоков, от 0,050 до 0,250 мм - для внутренней поверхности цилиндров, от 0,030 до 0,120 мм - для плоских колец. Во всех опытах было получено равномерное, твердое, мелкозернистое, блестящее, без трещин покрытие с шероховатостью 0,05-0,02 мкм. Хромовое покрытие получали в заранее задаваемый размер, тем самым исключая необходимость применения финишной и суперфинишной механической обработки покрытия. Во всех опытах получали хромовое покрытие без дефектов.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОЛИТИЧЕСКОГО НАНЕСЕНИЯ ПОКРЫТИЯ | 2005 |
|
RU2281991C1 |
| СПОСОБ ЭЛЕКТРОЛИТИЧЕСКОГО НАНЕСЕНИЯ ПОКРЫТИЯ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ПОЛОГО ИЗДЕЛИЯ | 2004 |
|
RU2282683C1 |
| СПОСОБ ЭЛЕКТРОЛИТИЧЕСКОГО НАНЕСЕНИЯ ПОКРЫТИЯ НА ПЛОСКИЕ ИЗДЕЛИЯ | 2002 |
|
RU2207410C1 |
| СПОСОБ ЭЛЕКТРОЛИТИЧЕСКОГО НАНЕСЕНИЯ ПОКРЫТИЯ | 2004 |
|
RU2280107C2 |
| Устройство для хромирования наружных поверхностей | 1983 |
|
SU1148907A1 |
| Устройство для хромирования наружных поверхностей деталей | 1990 |
|
SU1737030A1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОЛИТИЧЕСКОГО НАНЕСЕНИЯ ПОКРЫТИЯ | 2002 |
|
RU2242542C2 |
| СПОСОБ ЭЛЕКТРОЛИТИЧЕСКОГО НАНЕСЕНИЯ ПОКРЫТИЯ НА ИЗДЕЛИЯ С ПОВЕРХНОСТЬЮ ДВОЙНОЙ КРИВИЗНЫ | 1998 |
|
RU2156836C1 |
| СПОСОБ ЭЛЕКТРОЛИТИЧЕСКОГО НАНЕСЕНИЯ ПОКРЫТИЯ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ПОЛОГО ИЗДЕЛИЯ | 1998 |
|
RU2156837C1 |
| Установка для восстановления и упрочнения валов | 1989 |
|
SU1673647A1 |

Изобретение относится к области машиностроения, конкретно к электролитическому нанесению покрытий. Прижим для электролитического нанесения покрытия содержит держатель, минералокерамический брусок, а также полый корпус с торцевыми отверстиями, с расположенными в его полости с возможностью перемещения вдоль ее оси бруском с заплечиками, пружиной и крышкой с возможностью регулирования ее положения относительно полости корпуса, при этом корпус размещен в отверстии держателя, ось корпуса перпендикулярна продольной оси держателя, а в боковых стенках полого корпуса дополнительно выполнены щелевые отверстия параллельно продольной оси корпуса. Использование изобретения обеспечивает расширение технологических возможностей и улучшение качества покрытия. 1 з.п. ф-лы, 9 ил.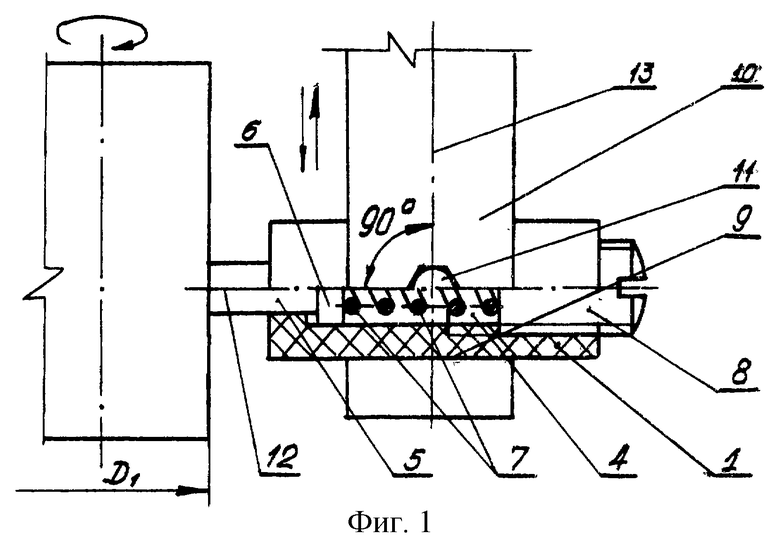
| Устройство для хромирования наружных поверхностей | 1983 |
|
SU1148907A1 |
| Устройство для нанесения гальванопокрытий на цилиндрические детали | 1989 |
|
SU1737029A1 |
| Анод для установок электролитического натирания | 1972 |
|
SU449112A1 |
| Способ электрохимического нанесения покрытий на поверхности сложнопрофильных изделий | 1987 |
|
SU1638216A1 |
| SU 1138040 A, 30.01.1985 | |||
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО НАНЕСЕНИЯ ПОКРЫТИЙ НАТИРАНИЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2139371C1 |

