(54) ИНДУКЦИОННАЯ ПЕЧЬ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для разливки металла | 1981 |
|
SU1014650A1 |
| Устройство для заливки металла | 1979 |
|
SU854587A1 |
| Устройство для периодической разливки металла | 1981 |
|
SU956143A1 |
| Устройство для разливки металла | 1986 |
|
SU1388181A1 |
| Устройство для дозирования жидкого металла | 1979 |
|
SU928804A1 |
| Электромагнитный дозатор жидкого металла | 1980 |
|
SU925547A1 |
| Устройство для порционной разливкиМЕТАллА | 1977 |
|
SU660342A1 |
| Устройство для заливки форм | 1981 |
|
SU954435A1 |
| Индукционная канальная плавильно-раздаточная печь | 1978 |
|
SU713216A1 |
| Индукционная печь | 1971 |
|
SU515926A1 |
1
Изобретение относится к металлурггии и, в частности к иццукционньм плавильным печам.
Известна конструкция индукционной канальной печи, состоящая из тигля, канала, имеющего Ш-образную форму, индуктора и электромагнита. Разлйвка металла производится по металло проводу, который устанавливается в тигель печи на центральный участок Ш-образного канала ГП.
Недостатком известной печи является то, что слив металла из тигля осуществляется по металлопройоду, стойкость которого в среде жидкого металла, особенно в чугуне и стали, весьма низкая. Это обуславливает большой расход огнеупорных материалов и дополнительных средств на изготовление металлсэтроводов.
Кроме того, при эксплуатации печи за металлопроводом требуется определенный уход.
Цель изобретения - упрощение конструкции и улучшение экЬглуатациониьпс характеристик.
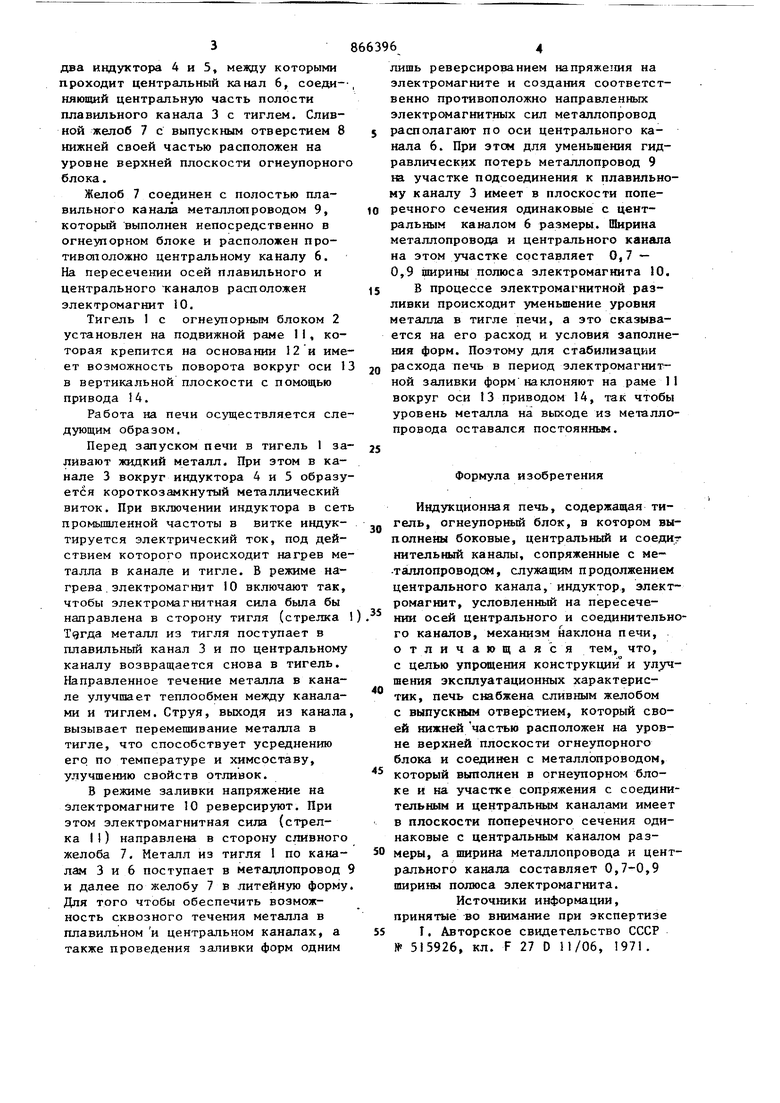
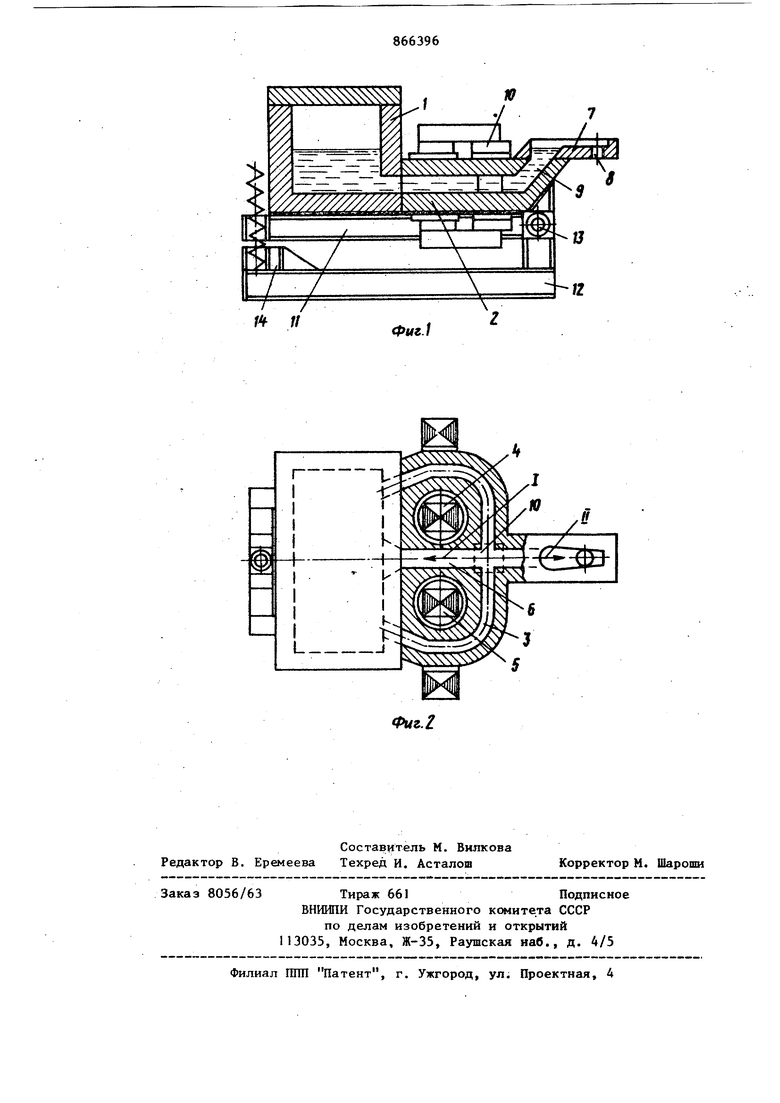
Поставлениая цель дос тгается за счет того, чтр печь снабжена сливиьы желобом с эьпусккым отверстием, который своей ицжней частые расположен на уровне верхней плоскости огнеупорного блока и соединен с металлоараводом, который вьполнен в огнеtoупорном блоке и на участке.сопряжения с соединительным и центральным каналами имеет в плоскости поперечного сечения одинаковые с центральным каналом размеры, а ширина металлопроISвода и центрального канала составляет 0,7-0,9 ширины полюса электромагнита. .На фиг. I дана схема индукционной печи, вид сбоку) на фиг. 2 - то же, вид .сверху.
Индукционная печь состоит из тигля I, к боковой стенке которого прикреплен огнеупорный блок 2 с плавильным каналом 3. Этот канал охватьюает 3 два индуктора 4 и 5, между которыми проходит центральный канал 6, соединяющий центральную часть полости плавильного канала 3 с тиглем. Сливной желоб 7 с выпускным отверстием 8 нижней своей частью расположен на уровне верхней плоскости огнеупорног блока. Желоб 7 соединен с полостью плавильного канала металлопроводом 9, который выполнен непосредственно в огнеупорном блоке и расположен противоположно центральному каналу 6. На пересечении осей плавильного и центрального тсаналов расположен электромагнит 10. Тигель 1 с огнеупорным блоком 2 установлен на подвижной раме 11, которая крепится на основании 12 и име ет возможность поворота вокруг оси 1 в вертикальной плоскости с помощью привода 4. Работа на печи осуществляется сле дующим образом. Перед запуском печи в тигель 1 за ливают жидкий металл. При этом в канале 3 вокруг индуктора 4 и 5 образу ется короткозамкнутый металлический виток. При включении индуктора в сет промышленной частоты в витке индуктируется электрический ток, под действием которого происходит нагрев ме талла в канале и тигле. В режиме нагрева . электромагнит 10 включают так, чтобы электромагнитная сила была бы направлена в сторону тигля (стрелка Тдгда металл из тигля поступает в плавильный канал 3 и по центральному каналу возвращается снова в тигель. Направленное течение металла в канале улучшает теплообмен между каналами и тиглем. Струя, выходя из канала вызывает перемешивание металла в тигле, что способствует усреднению его по температуре и химсоставу, улучшению свойств отливок. В режиме заливки напряжение на электромагните 10 реверсируют. При этом электромагнитная сила (стрелка II) направлена в сторону сливного желоба 7. Металл из тигля 1 по каналам 3 и 6 поступает в метадлопровод и далее по желобу 7 в литейную форму Для того чтобы обеспечить возможность сквозного течения металла в плавильном и центральном каналах, а также проведения заливки форм одним 6 лишь реверсированием напряжения на электромагните и создания соответственно противоположно направленных электромагнитных сил метаплопровод располагают по оси центрального канала 6. При этом для уменьшения гидравлических потерь метаплопровод 9 на участке подсоединения к плавильному каналу 3 имеет в плоскости поперечного сечения одинаковые с центральным каналом 6 размеры. Ширина металлопровода и центрального канала на этом участке составляет 0,7 - 0,9 ширины полюса электромагнита 10. В процессе электромагнитной разливки происходит уменьшение уровня металла в тигле печи, а это сказывается на его расход и условия заполнения форм. Поэтому для стабилизации расхода печь в период электромагнитной заливки форм наклоняют на раме 11 вокруг оси 13 приводом 14, так чтобы уровень металла на выходе из металлопровода оставался постоянным. Формула изобретения Индукционная печь, содержащая тигель, огнеупорный блок, в котором выполнены боковые, центральный и соеди нительный каналы, сопряженные с металлопроводом, служащим продолжением центрального канала, индуктор, электромагнит, условленный на пересечеН1Ш осей центрального и соединительного каналов, механизм наклона печи, отличающаяся тем, что, с целью упрощения конструкции и улучшения эксплуатационных характеристик, печь снабжена сливным желобом с выпускным отверстием, который своей нижней частью расположен на уровне верхней плоскости огнеупорного блока и соединен с металлопроводом, который выполнен в огнеупорном блоке и на участке сопряжения с соединительным и центральным каналами имеет в плоскости поперечного сечения одинаковые с центральным каналом размеры, а ширина металлопровода и центрального канала составляет 0,7-0,9 ширины полюса электромагнита. Источники информации, принятые во внимание при экспертизе I. Авторское свидетельство СССР № 515926, кл. F 27 О П/06, 1971.
SSS 777fTii
Г{
Ю
Фиг.1
Фиг. I
