Изобретение относится к производству строительных изделий из различных пеноматериалов, в том числе оно может использоваться для изготовления изделий из особо легких материалов - пенобетона марок ниже 300. пеноизола и других.
Уровень техники
Известен способ формования облегченных стеновых блоков (см. заявку на изобретение 94018353, опубл. 10.04.1996г., МПК В 28 В 1/50), включающий подготовку форм, загрузку в формы легкого пористого заполнителя, заливку пенобетонной смеси, выдержку времени и заглаживание фактурного слоя. Формование изделий осуществляют в кассетных формах, внутренние поверхности стенок которых выполнены с большой чистотой обработки.
Способ характеризуется высокой производительностью, полученной за счет изготовления нескольких изделий одновременно, и позволяет изготавливать облегченные блоки с низкой теплопроводностью и с обработанным фактурным слоем. Однако способ направлен на изготовление крупных стеновых изделий. которые готовы к употреблению и не подвергаются дальнейшему разделению на более мелкие изделия.
Наиболее близким по сущности к заявляемому способу решением, выбранным за прототип, является способ формования изделий из пенопластов (см. авторское свидетельство СССР 1516369, МПК В 29 С 6 7/20, опубл. 23.10.1989г., Бюл. 39). Способ, предназначенный, преимущественно, для материалов, обладающих достаточно высокими вязкопластичными характеристиками, включает заливку вспенивающейся композиции в форму, уплотнение формовочного материала за счет горизонтального перемещения одной из боковых стенок формы, опускание разделительных перегородок и вспенивание материала. После отвердения материала разделительные перегородки, содержащие у основания расширения с плавными линиями перехода, поднимают, при этом происходит уплотнение и заглаживание поверхности изделий. Размер расширений зависит от свойств пенопласта, его предрасположенности к деформации. Затем откидывают торцевую стенку и выталкивают изделия из формы. Разделительные перегородки установлены с зазором по отношению к одной из стенок формы, поэтому сформованные изделия соединены между собой по торцам перемычками в единый блок, что предохраняет изделия от деформации коробления при распалубке и позволяет хранить и транспортировать изделия блоками. Для дальнейшего использования достаточно надрезать перемычки, разделив блок на отдельные изделия. Таким образом, в вышеописанном способе разделение пенопластового блока на более мелкие изделия осуществляют при формовании изделий непосредственно в форме, оставляя лишь небольшие перемычки для сохранения связи между отдельными деталями.
Данный способ позволяет изготавливать блоки пенопластовых плит с армированной/упрочненной поверхностью изделия, полученной за счет уплотнения посредством разделительных перегородок. Однако при транспортировке изделий возможны повреждения наружных поверхностей, сколы или разломы блока особенно в местах перемычек. Для сохранения цельности блока в процессе транспортировки его к месту использования изделий или их хранения, т.е. для исключения разлома перемычек между изделиями, при котором, как правило, будут иметь место повреждения формы изделия, сколы или выкрашивание поверхности, необходимо дополнительно производить упаковку блока или закреплять изделия между собой каким-либо другим образом.
Известна многоместная форма для изготовления изделий из бетонных смесей (см. заявку на изобретение РФ 93017067, МПК В 28 В 7/24, опубл. 09.06.1995г. ). Форма содержит поддон, шарнирно закрепленные на нем продольные и торцовые борта и разделительные перегородки. Разделительные перегородки выполнены съемными и устанавливаются на продольных бортах. В собранном состоянии форма фиксируется замками. Форма характеризуется высокой производительностью и позволяет изготавливать сразу партию стеновых изделий из ячеистого бетона или газобетона.
Наличие съемных разделительных перегородок делает удобным процесс сборки и обслуживания формы и позволяет достаточно легко производить распалубку, исключая при этом повреждение изделий.
Однако в процессе формования изделий из пеноматериалов неизбежно налипание частиц пеноматериала на стенки формы. Для получения качественных изделий необходимо осуществлять очистку внутренних поверхностей стенок формы до определенной степени чистоты обработки, либо покрывать внутренние поверхности стенок формы специальной разделительной смазкой. Все это требует времени на подготовку формы к формованию изделий. Затраты трудовых и временных ресурсов можно сократить, если изготавливать крупные блоки с последующей распиловкой их на отдельные изделия. Однако при этом возникает проблема выкрашивания пеноматериала при распиловке и образование на торцах изделий сколов, что значительно ухудшает их качество.
Наиболее близкой по конструктивному решению к заявляемому устройству является форма для изготовления строительных изделий (см. авторское свидетельство СССР 1105315, МПК В 28 В 7/24, опубл.30.07,1984г., Бюл. 28). Форма содержит поддон, закрепленные на нем продольные и торцовые борта, формообразующие полотнища с фиксаторами их положения и механизмы натяжения. Формообразующие полотнища выполнены из стеклоткани и после натяжения образуют несколько отсеков/ячеек, в которые помещают сырьевую смесь для формования строительных изделий. В процессе формования изделий смесь сцепляется с формообразующими поверхностями. Для предотвращения извлечения формообразующих элементов вместе с изделиями при распалубке служат фиксаторы положения формообразующих полотнищ. Смонтированные на торцовых бортах механизмы натяжения полотнищ обеспечивают возможность полной бережной распалубки за счет снятия натяжения полотнищ и свободное извлечение изделий. Торцовые борта выполнены откидывающимися, что обеспечивает удобство сборки/разборки формы. За счет выполнения формообразующих полотнищ из стеклоткани уменьшается прилипание частиц сырьевой смеси к формообразующим поверхностям полотнищ, а следовательно, снижаются затраты на очистку последних и подготовку формы к работе.
Форма по авт. свид. 1105315 позволяет изготовить одновременно партию крупных строительных изделий, которые возможно далее разделить на более мелкие. Однако при их разделении поверхности изделий будут подвергаться выкрашиванию. Кроме того, для обеспечения сохранности поверхности изделий при дальнейшей транспортировке к местам использования и при хранении изделия необходимо упаковывать.
Сущность заявляемого изобретения
Заявляемым изобретением решается задача разработки способа изготовления изделий из пеноматериала, позволяющего не только получить качественные изделия методом изготовления одновременно блока изделий с последующим разделением блока на отдельные изделия, но и обеспечить сохранность качества формы и поверхности изделий при их дальнейшем хранении, транспортировке и использовании, а также решается задача разработки устройства. позволяющего реализовать этот способ. Одновременно решается задача предотвращения выкрашивания при разделении (разрезании или распиловке) блока на отдельные изделия.
Поставленная задача решается тем, что в способе изготовления изделий из пеноматериала, включающем заливку сырья в форму, формование блока изделий, распалубку формы и извлечение блока с последующим разделением его на отдельные изделия, согласно заявляемому изобретению перед заливкой сырья в форму по ее боковым формообразующим поверхностям укладывают листовой упаковочный материал, при этом часть листового упаковочного материала в местах стыковки элементов формы выводят за пределы внутреннего объема формы и фиксируют, после формования осуществляют расфиксацию упаковочного материала, вынимают блок изделий с элементами упаковочного материала и соединяют концы этих элементов в единую оболочку по периметру блока, разделение на отдельные изделия осуществляют, разрезая полученный блок вместе с оболочкой.
В заявляемом способе, в отличие от прототипа, разделение блока на отдельные изделия осуществляется после формования и извлечения готового блока из формы.
Армирование/упрочнение поверхности в предлагаемом решении происходит за счет листового упаковочного материала, укладывающегося по боковым формообразующим поверхностям формы с фиксацией его положения за пределами формующего объема. Во время заливки сырья и его последующего отвердевания происходит прилипание частиц материала к формообразующим поверхностям упаковочного материала, что позволяет после формования извлечь готовый блок изделий с элементами упаковочного материала, предварительно разрезанного вблизи мест фиксации, например в местах расположения стержневых опор. Затем соединяют углы элементов упаковочного материала в единую оболочку по периметру блока и получают готовый блок изделий с поверхностью, армированной за счет наличия оболочки из упаковочного материала. Последующее разделение блока на отдельные изделия осуществляют, разрезая полученный блок вместе с оболочкой.
Оболочка препятствует раскрашиванию материала при разделении (разрезании) блока на отдельные изделия, поверхность изделий получается качественная, соблюдается точность формы. Кроме того, оболочка предохраняет изделия от повреждений в процессе хранения и транспортировки.
Наиболее целесообразно производить разделение блока непосредственно на месте использования изделий.
При изучении известных технических решений в данной области техники не было выявлено решений, имеющих аналогичные отличительные признаки, направленные на решение поставленной задачи, что позволяет сделать вывод о соответствии заявляемого изобретения критериям "новизна" и "изобретательский уровень".
Листовой упаковочный материал может быть зафиксирован вокруг вертикально расположенных стержневых опор, смонтированных вблизи мест стыковки элементов формы, с внешней ее стороны.
Расфиксацию листового упаковочного материала осуществляют разрезанием листового упаковочного материала в местах расположения стержневых опор.
Изготовление одновременно блока изделий с последующим его разделением на изделия направлено на повышение производительности процесса производства, экономию временных и трудовых ресурсов, а производимая одновременно с формованием упаковка изделий сокращает время, необходимое на эту операцию в известном производстве.
Для повышения производительности возможно осуществление одновременного формования нескольких блоков изделий в многоместной форме, при этом листовой упаковочный материал располагают по внутреннему периметру каждого отсека формы.
В случае многоместной формы целесообразно натягивать листовой упаковочный материал единым полотнищем через все отсеки формы.
В качестве листового упаковочного материала может быть использован полиэтилен, ламинат, бумага или ткань. Использование в качестве листового упаковочного материала полиэтилена позволяет получить изделия с гидроизоляцией для строительных работ.
Предпочтительно после формования уплотнить полученный блок, прикладывая прессующее усилие равномерно по одной из боковых граней.
В частном случае применения способа возможно разделение полученного блока в оболочке на изделия методом распиловки.
Поставленная задача решается также благодаря тому, что в устройстве формования блока изделий из пеноматериала, содержащем образующие формующий объем основание и связанные с ним боковые стенки, размещенное внутри упомянутого объема гибкое полотнище и опорные элементы, фиксирующие его положение, согласно заявляемому изобретению боковые стенки выполнены подвижными относительно друг друга и стыкующимися между собой в рабочем состоянии, опорные элементы выполнены в виде вертикальных стержневых опор, размещенных за пределами формующего объема и вблизи линий стыковки боковых стенок, гибкое полотнище выполнено в виде листового упаковочного материала, уложенного по внутренним поверхностям боковых стенок с пропуском в зазоры между стенками и фиксацией вокруг стержневых опор.
Устройство характеризуется совокупностью отличительных от прототипа признаков, позволяющих реализовать заявляемый способ формования блока изделий из пеноматериала.
В отличие от прототипа в качестве гибкого полотнища используют листовой упаковочный материал, который укладывают по внутренним поверхностям боковых стенок с образованием формующего объема, пропуская в зазоры между раздвинутыми или полностью откинутыми боковыми стенками, и фиксируют его положение посредством вертикальных стержневых опор, огибая полотнище вокруг последних. Вертикальные стержневые опоры размещены за пределами формующего объема вблизи линий стыковки боковых стенок устройства. Вертикальные стержневые опоры могут быть жестко смонтированы на основании.
С целью обеспечения возможности монтажа боковые стенки выполняют в виде подвижных относительно друг друга стенок, стыкующихся между собой и рабочем состоянии, т.е. в состоянии готовности к заливке сырья и формованию. Фиксация положения боковых стенок в рабочем состоянии может осуществляться при помощи различных запорных устройств. Выполнение боковых стенок формы подвижными имеет место в решении по заявке на изобретение, РФ, 93017067, однако заявляемое решение характеризуется совокупностью отличительных признаков.
Предложенное устройство позволяет сформовать блок изделий из пеноматериала, упакованный в оболочку из листового упаковочного материала, для последующего разделения его на более мелкие изделия вместе с оболочкой, предотвращая тем самым выкрашивание поверхности изделий при распиловке.
Вышеизложенное подтверждает, что заявляемый способ и устройство формования блока изделий из пеноматериала направлены на решение одной задачи и соответствуют критерию "единства изобретения".
Вышеизложенная совокупность признаков позволяет получить дополнительный технический результат, а именно устранить проблему смазывания или зачистки внутренней формообразующей поверхности, так как листовой упаковочный материал защищает стенки формы от прилипания к ним частиц вспененного материала.
Предпочтительным является исполнение шарнирно-закрепленных на основании боковых подвижных стенок (откидывающиеся стенки). Возможны и другие технические решения исполнения стенок.
Одна из боковых стенок может быть установлена с возможностью возвратно-поступательного горизонтального перемещения внутри формы и с управлением от силового привода.
В устройстве для одновременного формования нескольких блоков изделий две оппозитно расположенные боковые стенки устройства выполняют составными из нескольких однотипных элементов. Упомянутые элементы содержат боковую формообразующую поверхность и свободно смонтированы на единой для каждой стенки оси с возможностью возвратно-поступательного перемещения вдоль нее. Подобное решение позволяет раздвигать элементы стенок до образования зазоров между последовательно расположенными элементами, необходимых для укладки гибкого полотнища. Устройство снабжено дополнительно вертикальными стержневыми опорами, установленными за пределами формующего объема и вблизи мест состыковки однотипных элементов боковых стенок в рабочем положении. Листовой упаковочный материал дополнительно пропускают в зазоры между однотипными элементами боковых стенок и фиксируют вокруг соответствующих им стержневых опор, чередуя при этом опоры оппозитных сторон таким образом, что упомянутый материал разделяет формующий объем на отдельные отсеки. При этом листовой упаковочный материал располагается по внутреннему периметру каждого полученного отсека.
Устройство может быть снабжено съемными перегородками, выполненными в виде пластин и установленными между слоями листового упаковочного материала, образующими стенки соседних отсеков.
В качестве листового упаковочного материала возможно использование полиэтилена, ламината, бумаги, ткани.
Заявляемое изобретение иллюстрируются чертежами, на которых изображены:
на фиг.1 - общий вид устройства с одним формующим объемом;
на фиг.2 - извлеченный блок изделий с элементами упаковочного материала, показаны линии разделения блока на изделия;
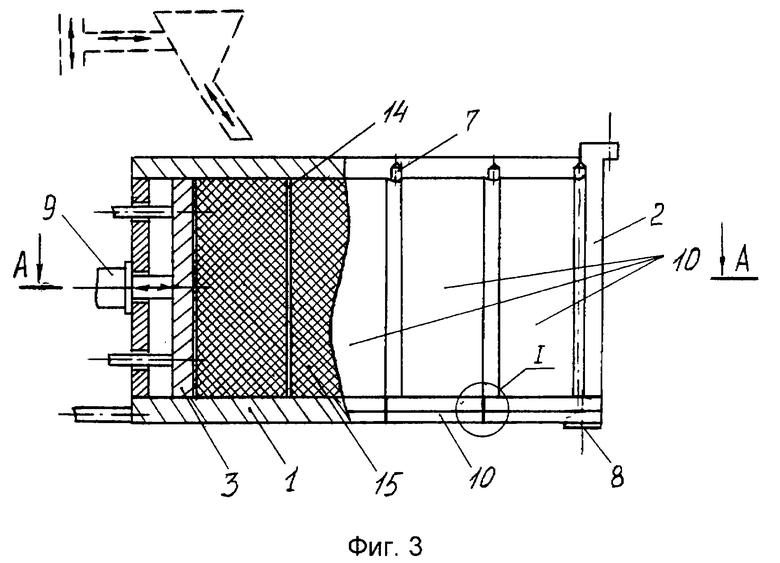
на фиг. 3 - устройство для одновременного формования нескольких блоков изделий;
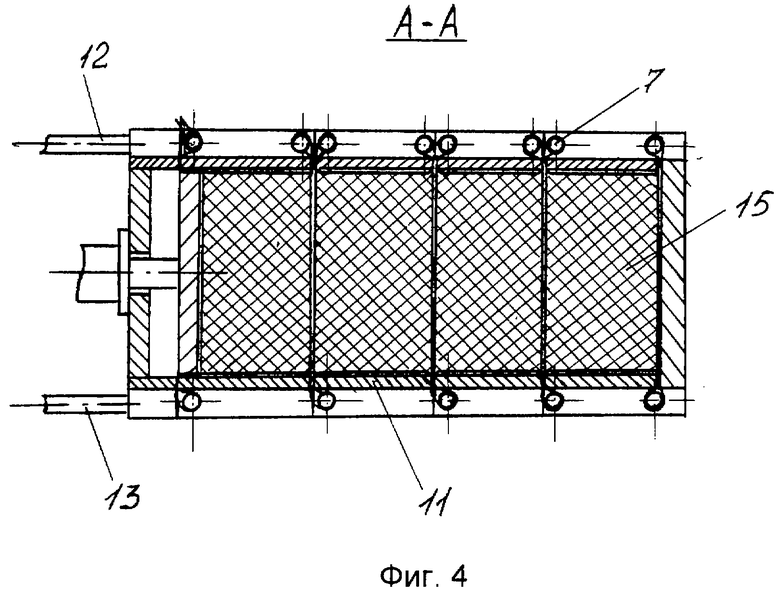
на фиг.4 - вид А-А с фиг.3 на устройство без крышки;
на фиг.5 представлен фрагмент I вида с фиг.3, увеличено и повернуто;
на фиг. 6 показана схема возможной установки листового упаковочного материала в случае одновременного формования нескольких блоков изделий.
Сведения, подтверждающие возможность осуществления изобретения
Заявляемый способ изготовления изделий из пеноматериала был реализован посредством заявляемого устройства.
Пример 1.
Устройство (см. фиг. 1) формования блока изделий из пеноматериала содержит основание 1, связанные с ним боковые стенки 2, 3, 4, 5, гибкое полотнище 6 и опорные элементы 7.
Боковые стенки 2-5 выполнены в виде подвижных относительно друг друга стенок, закрепленных посредством шарниров 8 на основании и стыкующихся между собой в собранном состоянии формы. Опорные элементы 7 выполнены в виде вертикальных стержневых опор, установленных на основании 1 вблизи линий стыковки боковых стенок 2-5. В качестве гибкого полотнища используют листовой упаковочный материал, а именно полиэтиленовую пленку.
Подготовку устройства к формованию осуществляют следующим образом.
Боковые стенки 2-5 раздвинуты или откинуты. Укладывают пленку 6, пропуская ее в зазоры между боковыми стенками 2-5, огибая вокруг вертикальных стержневых опор 7. Закрывают боковые стенки 2-5 и фиксируют их положение замками (на чертеже не показаны). Такое зафиксированное положение стенок является рабочим, т. е. при котором осуществляется формование. Устройство готово к работе.
В подготовленную форму заливают пеноматериал. Во время отвердевания частицы пеноматериала схватываются с поверхностью пленки 6. После набирания материалом достаточной прочности разрезают пленку 6 в местах расположения стержневых опор 7. Откидывают боковые стенки 2-5 и извлекают готовый блок изделий вместе с элементами 9 упаковочного материала, т.е. пленки. Подклеивают концы этих элементов в единую оболочку по периметру блока. Полученный блок в оболочке из полиэтилена хранят, транспортируют к месту использования. Разделение блока на отдельные изделия осуществляют, разрезая полученный блок вместе с оболочкой непосредственно на месте использования.
Пример 2.
Одновременное формование нескольких блоков изделий.
Устройство (см. фиг. 3 и 4) содержит основание 1, боковые стенки 2, 3, 4, 5, гибкое полотнище 6 и опорные элементы 7. Боковая стенка 2 закреплена на основании 1 при помощи шарниров 8. Боковая стенка 3 связана с силовым приводом 9, имеет возможность возвратно-поступательного горизонтального перемещения внутри формы и играет роль поршня. Боковые стенки 4 и 5 выполнены составными из однотипных элементов 10, содержащих боковую формообразующую поверхность 11. Элементы 10 смонтированы на осях 12 и 13 с возможностью возвратно-поступательного перемещения вдоль осей (см. фиг.5).
Подготовку устройства к формованию осуществляют следующим образом. Боковая стенка 2 открыта. Боковая стенка 3 находится в крайнем левом положении. Элементы 10 боковых стенок 4 и 5 раздвинуты относительно друг друга на некоторое расстояние, необходимое для установки гибкого полотнища 6. Укладывают пленку 6 по внутренним боковым формообразующим поверхностям, пропуская ее в зазоры, образованные между последовательно расположенными элементами боковых стенок, и огибая вокруг вертикальных стержневых опор 7. Чередуют опоры 7 таким образом, что формующий объем оказывается разделен на отдельные отсеки, при этом пленка 6 расположена по внутреннему периметру каждого полученного отсека (см. фиг.6). Между боковыми формообразующими поверхностями соседних отсеков формы, образованными полиэтиленовой пленкой, устанавливают пластины 14, выполняющие роль упрочняющих перегородок. Закрывают боковые стенки 2-5 и фиксируют их положение замками (на чертеже не показаны). Устройство готово к работе. Заливают пеноматериал в отсеки подготовленной формы. После набирания материалом некоторой прочности уплотняют сформованные блоки, перемещая боковую стенку 3 силовым приводом 9. Дальнейшую распалубку и извлечение готовых блоков, а также разделение их на отдельные изделия выполняют аналогично примеру 1.



Изобретение относится к производству строительных изделий из пеноматериалов. Технический результат - получение качественных изделий из пеноматериалов методом изготовления одновременно блока изделий с последующим разделением блока на отдельные детали, при этом решается задача предотвращения выкрашивания при разделении блока на отдельные изделия. Способ включает заливку сырья в форму, формование блока изделий, распалубку формы, извлечение блока и разделение его на отдельные изделия. Перед заливкой сырья в форму по ее боковым формообразующим поверхностям укладывают листовой упаковочный материал, при этом часть листового упаковочного материала в местах стыковки элементов формы выводят за пределы внутреннего объема формы и фиксируют, например, натягивая его вокруг вертикально расположенных с внешней стороны формы стержневых опор. После формования разрезают упаковочный материал в местах фиксации, вынимают блок изделий с элементами упаковочного материала и соединяют концы этих элементов в единую оболочку по периметру блока. Разделение блока на отдельные изделия осуществляют, разрезая полученный блок вместе с оболочкой. Устройство содержит образующие формующий объем основание и связанные с ним боковые стенки, размещенное внутри упомянутого объема гибкое полотнище и опорные элементы, фиксирующие его положение, боковые стенки выполнены в виде подвижных относительно друг друга стенок, стыкующихся между собой в рабочем состоянии, опорные элементы выполнены в виде вертикальных стержневых опор, размещенных за пределами формующего объема и вблизи линий стыковки боковых стенок. Гибкое полотнище уложено по внутренним поверхностям боковых стенок, раздвинутых на величину зазора, и пропущено в зазоры между стенками и вокруг стержневых опор. 2 с. и 14 з.п.ф-лы, 6 ил.
| Устройство для формования изделий из пенопластов | 1987 |
|
SU1516369A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ БЕТОНА | 1992 |
|
RU2078750C1 |
| СПОСОБ И МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ ПЛИТ ПЕНОПОЛИУРЕТАНА | 1991 |
|
RU2106253C1 |
| Способ изготовления ячеистобетонных изделий и форма для его изготовления | 1988 |
|
SU1518125A1 |
| FR 2071050 A, 17.09.1971. | |||

