сл
с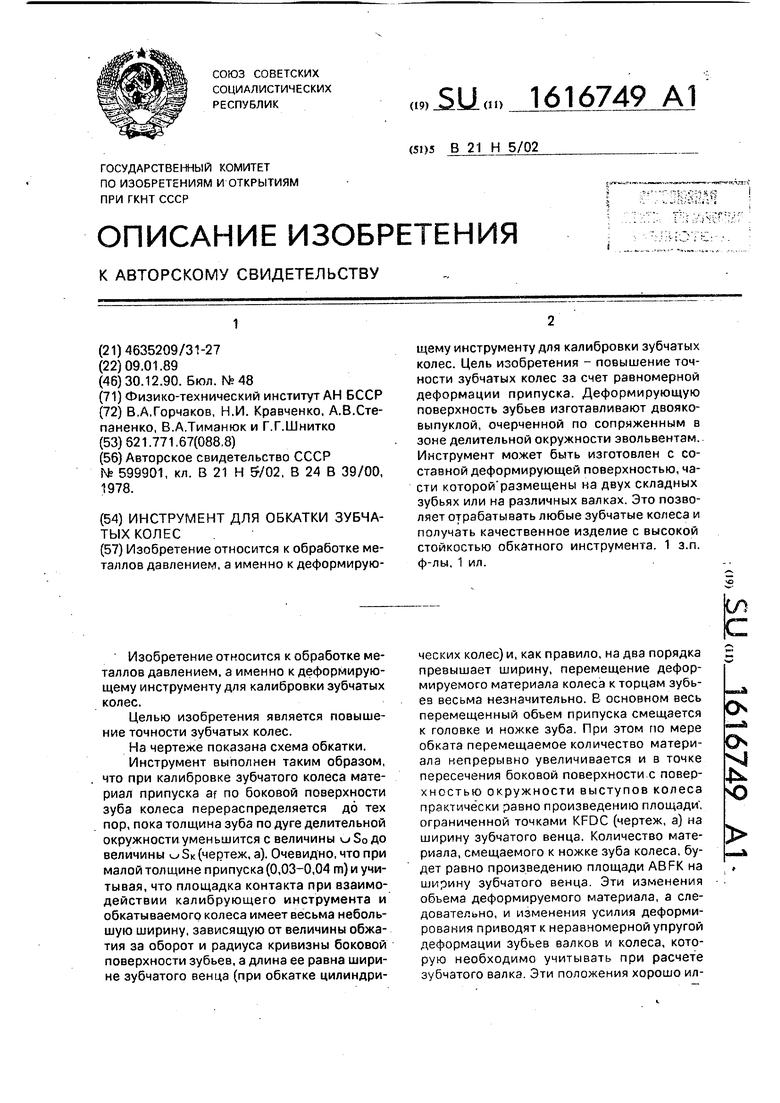

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБКАТКИ СО СКОЛЬЖЕНИЕМ ДЛЯ ИЗГОТОВЛЕНИЯ КОНИЧЕСКИХ ШЕСТЕРНЕЙ | 2014 |
|
RU2645808C2 |
| СПОСОБ ЗУБОНАРЕЗАНИЯ ЦИЛИНДРИЧЕСКИХ КОЛЕС С МОДИФИЦИРОВАННЫМ ПРОФИЛЕМ ЗУБЬЕВ | 2012 |
|
RU2527109C1 |
| СПОСОБ ОБРАЗОВАНИЯ ЗУБЧАТЫХ ПЕРЕДАЧ ДВУХПОЗИЦИОННЫМ ОБКАТОМ | 2009 |
|
RU2412026C2 |
| Зубчатый редуктор | 1990 |
|
SU1728551A2 |
| СПОСОБ НАРЕЗАНИЯ КОНИЧЕСКИХ КОЛЕС | 1991 |
|
RU2043186C1 |
| СПОСОБ ЗУБОНАРЕЗАНИЯ ЦИЛИНДРИЧЕСКИХ КОЛЕС | 2011 |
|
RU2471593C2 |
| СПОСОБ ЧИСТОВОЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 1989 |
|
RU2029663C1 |
| РЕЗЦОВАЯ ГОЛОВКА И СПОСОБ НАРЕЗАНИЯ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС С КРУГОВЫМИ ЗУБЬЯМИ | 2010 |
|
RU2444420C2 |
| СПОСОБ ОБКАТЫВАНИЯ ПРЯМОЗУБЫХ ЗУБЧАТЫХ КОЛЕС | 2006 |
|
RU2332290C1 |
| СПОСОБ НАРЕЗАНИЯ КРУГОВЫХ ЗУБЬЕВ КОНИЧЕСКИХ КОЛЕС | 1995 |
|
RU2106939C1 |

Изобретение относится к обработке металлов давлением, а именно к деформирующему инструменту для калибровки зубчатых колес. Цель изобретения - повышение точности зубчатых колес за счет равномерной деформации припуска. Деформирующую поверхность зубьев изготавливают двояковыпуклой, очерченной по сопряженным в зоне делительной окружности эвольвентами. Инструмент может быть изготовлен с составной деформирующей поверхностью, части которой размещены на двух складных зубьях или на различных валках. Это позволяет отрабатывать любые зубчатые колеса и получить качественное изделие с высокой стойкостью обкатного инструмента. 1 з.п. ф-лы, 1 ил.
Изобретение относится к обработке металлов давлением, а именно к деформирующему инструменту для калибровки зубчатых колес.
Целью изобретения является повышение точности зубчатых колес.
На чертеже показана схема обкатки.
Инструмент выполнен таким образом, что при калибровке зубчатого колеса материал припуска аг по боковой поверхности зуба колеса перераспределяется до тех пор, пока толщина зуба по дуге делительной окружности уменьшится с величины So до величины (чертеж, а). Очевидно, что при малой толщине припуска (0,03-0,04 т) и учитывая, что площадка контакта при взаимодействии калибрующего инструмента и обкатываемого колеса имеет весьма небольшую ширину, зависящую от величины обжатия за оборот и радиуса кривизны боковой поверхности зубьев, а длина ее равна ширине зубчатого венца (при обкатке цилиндрических колес) и, как правило, на два порядка превышает ширину, перемещение деформируемого материала колеса к торцам зубьев весьма незначительно. В основном весь перемещенный обьем припуска смещается к головке и ножке зуба. При этом по мере обката перемещаемое количество материала непрерывно увеличивается и в точке пересечения боковой поверхности.с поверхностью окружности выступов колеса практически равно произведению площади; ограниченной точками KFDC (чертеж, а) на ширину зубчатого венца. Количество материала, смещаемого к ножке зуба колеса, будет равно произведению площади ABFK на ширину зубчатого венца. Эти изменения объема деформируемого материала, а следовательно, и изменения усилия деформирования приводят к неравномерной упругой деформации зубьев валков и колеса, которую необходимо учитывать при расчете зубчатого валка. Эти положения хорошо ило о
ю
люстрируются результатами экспериментов. Расчет зубьев валков проводили на основе анализа точности колес после обкатки.
Практически суммарная упругая деформация зубьев колес и зубчатого валка в крайних точках боковой поверхности зуба, колеса и деформирующей поверхности зуба равна величине припуска аг.
При обработке колеса не модифицированными зубчатыми валками вместо эволь- вентного профиля Эк (кривая BFD), который должен быть получен, на колесе образуется профиль, ограниченный эвольвентами EF и FC (чертеж, а), при этом максимальная величина отклонения равна at. Исходя из проведенного анализа геометрических параметров колес после обкатки, деформирующий профиль зубьев валка следует модифицировать таким образом, чтобы он при обкатке колес, изготовленных из материала, н е вы- зывающего его деформацию (например, свинца), образовывал зуб, ограниченный эвольвентами ВКи KD. Производящий контур инструмента для изготовления зубчатого валка должен иметь вид, показанный на чертеже, б. Углы производящего .контура для головки и для ножки зуба валка рассчитывали по следующим зависимостям:
УЬ т -z cosa,(1).
Frb ± гь . Л- 1000 , (2) bf V а
где гь - теоретический радиус основной ок- ружности, мм:
niz cos а - tg arccos
a головки - arccos
mz cos a + tg arccos
o. ножки - arccos
где k - коэффициент, учитывающий механические свойства материала и величину об- жатия за один проход, определяемый экспериментально и равный,0,8-1,25.
В случае, когда возникают затруднения при изготовлении зубчатых валков с зубьями, имеющими сложный профиль боковой поверхности, с целью упрощения формы зубьев деформирующую поверхность выполняют составной, части которой, имеющие различный угол производящего контура, располагают на соседних зубьях
m - модуль, мм;
г - числа зубьев обкатываемого колеса; а- угол нормального исходного контура, град;
Frb - отклонение радиуса основной ок ружности от теоретического значения, мм;
аг - припуск под финишную обработку по боковой поверхности зуба, замеренный по нормали к поверхности, мм;
bf - длина боковой поверхности зуба, определенная по диаграмме эвольвентоме- ра, MMJ
V b , va - масштаб по осям ординат и абсцисс при замере по диаграмме эвольвен- томера.
Необходимый для рассчета радиус основной окружности валка определим из зависимости
Ггь mz cos а / 1 ± bf V а
(3)
По известным в теории зубчатых зацеп лений зависимостям определим bf:
bf tg arccos
z cos a
z+2(ha+X1 -Ay)
(4)
где ha - коэффициент высоты головки исходного корпуса обкатываемого колеса;
XI - коэффициент смещения обкатываемого колеса;
Ау- коэффициент уравнительного сме щения.
Угол производящего контура головки и ножки зубьев валков определим из зависимости (3) после подстановки (4):
ai
z cos a
s
z+2(ha+X1 -Ay)
mz
k;
Jif
cos a
z-b2(ha -bxi-Av)
или при четном количестве валков на раз личных валках. В этом случае зубчатые валки устанавливают таким образом, чтобы зуб .одного из зубчатых валков находился тив зуба другого валка с отличающимся от первого зуба углом профиля.
При обкате колес с четным числом зубьев и в том случае, когда изготовить Зубчатые валки со сложномодифицированным профилем (профиль двояковыпуклый) представляет определенные трудности, с целью повышения качества и точности обкатки, а
также с целью упрощения изготовления калибрующих валков каждый валок имеет различный профиль зубьев, причем количество валков преимущественно должно быть четным. Это вызвано тем, что при нечетном количестве зубьев валка невозможно выполнить условие, при котором соседние зубья должны иметь различный угол производящего контура, а условие качественного обката таково, что число зубьев валка не должно быть кратным числу зубьев обкатываемого колэса.
Таким образом, боковая поверхность зубьев зубчатых валков может быть образована двумя эвольвентами, сопряженными в зоне делительной окружности, имеющими каждая свою основную окружность (чертеж, а), или боковые поверхности соседних зубьев каждого валка имеют различный угол профиля (чертеж в).
При обкатке зубчатого колеса ножка зуба валка оформляет головку зуба обкатываемого колеса, а головка зуба - ножку зуба колеса. Благодаря тому, что зуб зубчатого валка в поперечном сечении в зоне делительной окружности имеет как бы впадину, образующуюся при сопряжении эвольвент, очерчивающих головку и ножку зуба, при обкатке деформируемый металл, перемещаясь к ножке и головке зуба, вызывает деформацию зуба зубчатого валка, и в результате суммарной деформации зубьев валков и упругого последействия материала обкатываемого колеса, боковая поверхность зубьев колеса имеет профиль, соответствующий стандартному, с отклонениями в 5-7 раз меньше, чем до обкатки.
Рассмотрим обкат зубчатых колес инструментом, в котором угловая коррекция зуба проведена по всей высоте на соседних зубьях и которые установлены таким образом, что зуб одного зубчатого валка расположен напротив зуба другого валка, имеющего угол профиля, отличный от угла профиля зуба первого валка. Вследствие кинематики процесса и величины коэффициента перекрытия колесо боковой поверхностью головки зуба при обкате контактирует с деформирующей поверхностью ножки зу5 ба валка, имеющего больший угол профиля, а поверхность ножки зуба колеса при обкатке контактирует с деформирующей поверхностью головки зуба валка, имеющего меньший угол профиля. При этом не участ0 вуют в процессе обката боковые поверхности головки зуба валка с большим углом профиля и ножки зуба валка с меньшим углом профиля, т.е. исправляющая способность обката остается такой же, как и при
5 обкате валками с двояковыпуклой деформирующей поверхностью зубьев.
Таким образом, обкатка зубчатых колес модифицированным обкатным инструментом приводит к существенному повышению
0 точности и позволяет отказаться от дорогостоящей операции зубошевингования. По отношению к прототипу и другим известным решениям предложенным инструментом для обкатки возможно обрабатывать
5 любые цилиндрические зубчатые колеса и- получать качественное изделие с высокой стойкостью обкатного инструмента.
30
Формула изобретения
точности зубчатых колес за счет равномер- ной деформации припуска, деформирующая поверхность в поперечном сечении выполнена двояковыпуклой и очерчена по направляющей, образованной двумя сопряженными между собой в зоне делительной окружности эвольвентами.
нечетных зуВьев
профиль
четных
зубьев
| Инструмент для калибровки зубчатых колес | 1976 |
|
SU599901A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
