Изобретение относится к области металлургии, преимущественно к обработке металлов давлением, в частности к способам изготовления листовых полуфабрикатов из титановых сплавов с субмикрокристаллической структурой, пригодных для низкотемпературной сверхпластической деформации при производстве деталей в автомобилестроении, двигателестроении, а также сложнопрофильных конструкций аэрокосмического назначения.
Реализация технологий изготовления деталей сложной конфигурации, использующих явление сверхпластичности, в значительной степени снижает трудоемкость и повышает коэффициент использования металла. В то же время относительно высокие температуры проявления сверхпластичности в промышленных полуфабрикатах из титановых сплавов ведут к необходимости изготовления технологической оснастки из дорогостоящих жаропрочных материалов и защиты титанового сплава от интенсивного окисления. Между тем, температурные условия сверхпластичности в значительной мере определяются размером зерен в материале. Существенное (на 150-200oС) снижение температуры и повышение скорости сверхпластической деформации достигается формированием в титановых сплавах микроструктуры с размером зерен в десятые доли микрометра, называемой субмикрокристаллической (СМК).
Эффект низкотемпературной сверхпластичности листовых полуфабрикатов из титановых сплавов с СМК структурой может быть использован при сверхпластической формовке деталей сложной формы и в совмещенных процессах сверхпластической формовки и диффузионного соединения (СПФ/ДС), в частности при изготовлении многослойных ячеистых конструкций. Снижение температуры осуществления этих технологических процессов улучшает их экономические показатели вследствие удешевления и повышения стойкости технологической оснастки, а также получения более качественного твердофазного соединения при СПФ/ДС из-за уменьшения газонасыщения соединяемых поверхностей конструкции. Кроме того, СМК структура оказывает благоприятное влияние на формирование твердофазного соединения благодаря большему развитию при сверхпластической деформации зернограничного проскальзывания и, вследствие этого, ускоренному залечиванию пор в зоне соединения. Дополнительно сохранение субмикрокристаллического состояния, наряду с экономичностью процесса, обеспечивает повышение качества за счет наиболее полной реализации уникального комплекса механических свойств СМК материала, в частности повышенных прочностных и усталостных характеристик, в самой конструкции.
Известен способ изготовления листовых полуфабрикатов (промышленных листов) из титановых сплавов, применяемых для сверхпластической деформации [1], включающий горячую прокатку сляба в β- и (α+β)-области, теплую прокатку горячекатаного подката и последующую горячую пакетную прокатку листов в (α+β)-области. Изготовленные по данному способу листы из титанового сплава Ti-6Al-4V (ВТ6) имеют однородную глобулярную микроструктуру с размером зерен α-фазы в пределах 3-4 мкм и определенной долей базисной компоненты текстуры в плоскости листа. Прочностные и пластические характеристики листов имеют высокий уровень в сочетании с допустимой величиной плоскостной анизотропии.
Однако листы с таким размером зерен пригодны для сверхпластической деформации при температурах не ниже 875-900oС [2], что является недостатком данного способа.
За прототип предлагаемого изобретения принят способ изготовления листовых полуфабрикатов из двухфазных титановых сплавов [3] посредством прокатки при температуре начала деформации на 400-550oС ниже температуры полиморфного превращения со скоростью 10-4-10-2 с-1 и степенью деформации 5-15% с последующим проведением отжига при температуре на 400-550oС ниже температуры полиморфного превращения и повторением этого цикла обработки до достижения суммарной степени деформации 75-95%. В способе предполагается для подготовки структуры материала перед прокаткой подвергать заготовку обработке в β- и (α+β)-области путем проведения термической обработки или дополнительной дробной деформации. Последующие циклы прокатки и отжига при указанных режимах позволяют формировать в полуфабрикатах мелкозернистую структуру, обеспечивающую повышение их механических и технологических свойств. В частности, для титанового сплава ВТ6 отмечается снижение температуры проявления эффекта сверхпластичности до 700oС.
Недостатки данного способа следующие. Прокатке подвергается заготовка, имеющая после предварительной β- или (α+β)-обработки соответственно крупнозернистую пластинчатую или частично рекристаллизованную глобулярно-пластинчатую структуру. При теплой прокатке по указанным в способе термомеханическим режимам процессы рекристаллизации и глобуляризации структуры по сечению листового полуфабриката развивается неравномерно и не полностью. В результате получаемые полуфабрикаты имеют неоднородную микроструктуру, что является недопустимым в листах для дальнейшей сверхпластической деформации.
В описании данного способа приведены результаты механических испытаний только для образцов, вырезанных из листа сплава ВТ6 вдоль прокатки, а поперек прокатки - отсутствуют. Однако очевидно, что несмотря на удовлетворительные показатели сверхпластичности при температуре 700oС, микроструктурная неоднородность и, соответственно, неоднородность текстуры по сечению листа будут приводить к анизотропии механических свойств и пониженной способности листа к глубокой вытяжке при сверхпластической деформации [4].
Задачей изобретения является создание способа изготовления листовых полуфабрикатов из титановых сплавов с однородной субмикрокристаллической структурой (размер зерен менее 1 мкм), пригодных для низкотемпературной сверхпластической деформации.
Поставленная задача решается способом изготовления листовых полуфабрикатов из титановых сплавов, пригодных для низкотемпературной сверхпластической деформации, включающим предварительную обработку заготовки, прокатку при температурах ниже температуры полиморфного превращения (tпп) и отжиг, отличающимся тем, что предварительную обработку ведут на структуру с субмикронным размером зерен, прокатку начинают от температуры, выбранной в интервале tпп-(150-500)oC, регламентируемой требуемым субмикронным размером зерен в готовом полуфабрикате.
Поставленная задача решается также, если:
- предварительную обработку заготовки на структуру с субмикронным размером зерен осуществляют деформацией при температуре ниже tпп на 150-500oС;
- перед деформацией заготовку нагревают до температуры на 10-50oС выше tпп и охлаждают до комнатной температуры со скоростью не менее 0,5oС/с;
- прокатку осуществляют в изотермических условиях;
- прокатку осуществляют со скоростью деформации в интервале 10-4-100 с-1;
- прокатку ведут за несколько проходов с частными обжатиями 5-20%;
- после достижения суммарной степени деформации 40-65% осуществляют промежуточный отжиг при температуре ниже tпп на 150-500oС;
- после достижения суммарной степени деформации 40-65% осуществляют изменение направления прокатки на 90o;
- после каждого прохода осуществляют изменение направления прокатки на 90o.
Сущность изобретения заключается в следующем. В полуфабрикатах из титановых сплавов, в том числе листовых, формирование глобулярной мелкозернистой структуры происходит в ходе (α+β)-деформации, т.е. при температурах ниже tпп. Причем со снижением температуры деформации уменьшается размер рекристаллизованных зерен. Формирование микроструктуры с размером зерен менее 1 мкм наблюдается при температурах деформации ниже (0,4-0,5)Тпл, где Тпл - температура плавления материала в градусах Кельвина. При снижении температуры увеличивается степень деформации, необходимая для полной рекристаллизации сплава, поэтому для получения во всем объеме заготовки однородной рекристаллизованной структуры при пониженных температурах обработки требуются большие по величине пластические деформации. Осуществление интенсивной и равномерной пластической деформации материала по сечению заготовки для получения однородной субмикрокристаллической структуры в листовом полуфабрикате посредством только прокатки не представляется возможным. В этой связи в предлагаемом способе для изготовления листовых полуфабрикатов с высокой однородностью микроструктуры и субмикронным размером зерен в качестве исходной заготовки под прокатку используется заготовка с предварительно подготовленной другими методами обработки давлением СМК структурой. Причем прокатка осуществляется до необходимой толщины полуфабриката.
В предлагаемом способе прокатку предварительно обработанной заготовки на структуру с субмикронным размером зерен осуществляют в интервале температур существования СМК структуры материала. Причем прокатку начинают от температуры, выбранной в интервале tпп-(150-500)oC. Верхняя граница температурного интервала прокатки регламентируется требуемым субмикронным размером зерен в готовом листовом полуфабрикате. Это означает, что в процессе прокатки либо сохраняется исходная микроструктура предварительно обработанной заготовки, либо она несколько измельчается или укрупняется в пределах субмикронного диапазона до требуемого размера зерен в готовом полуфабрикате. Нижняя граница температурного интервала прокатки ограничена технологической пластичностью обрабатываемого СМК материала.
Сущность изобретения дополнительно развивается и уточняется при использовании следующих приемов.
Предварительную обработку заготовки на структуру с субмикронным размером зерен осуществляют посредством деформации, температурный интервал которой определяется из зависимости размера рекристаллизованных зерен обрабатываемого материала от температуры деформации. Для формирования в титановых сплавах различного химического состава структуры с субмикронным размером зерен деформацию осуществляют при температурах ниже tпп на 150-500oС, соответствующих температурам деформации ниже (0,4-0,5)Тпл. Для равномерной проработки микроструктуры по сечению заготовки и получения однородной СМК структуры используют различные варианты интенсивной деформационной обработки:
- многостороннюю деформацию, включающую совокупность операций осадки и протяжки со сменой оси заготовки;
- равноканальное угловое прессование;
- комбинированное нагружение, сочетающее осадку или растяжение с кручением.
Для повышения однородности формирования СМК структуры заготовку перед деформацией подвергают термической обработке, включающей нагрев в β-области с последующим ускоренным охлаждением. Это приводит к образованию тонкодисперсной β-превращенной структуры, которая при последующих нагреве и теплой интенсивной деформации трансформируется в однородную СМК структуру. Температуру нагрева в β-области выбирают на 10-50oС выше температуры tпп обрабатываемого сплава. Значительное превышение температуры нагрева выше tпп не целесообразно из-за происходящего в однофазной области роста β-зерен, что негативно влияет на однородность последующей (α+β)-деформации. Для существенного повышения дисперсности β-превращенной структуры заготовку охлаждают со скоростью не менее 0,5oС/с. С точки зрения технологической целесообразности охлаждение заготовки проводят до комнатной температуры.
Для уменьшения подстуживания заготовки в процессе прокатки в неизотермических условиях используют подогрев валков или осуществляют прокатку заготовки в оболочке из материала, имеющего при температуре деформации близкие к обрабатываемому сплаву прочностные и пластические свойства. В случае подогрева валков до температуры деформации прокатка осуществляется в изотермических условиях.
Прокатку заготовки, предварительно обработанной на СМК структуру, осуществляют со скоростью деформации в интервале 10-4-100 с-1, который является оптимальным для достижения поставленной задачи. Использование скорости деформации меньше нижнего предела нецелесообразно из-за увеличения длительности прокатки до необходимой толщины полуфабриката, а при скоростях деформации выше верхнего предела существенно снижается технологическая пластичность прокатываемого материала.
Из-за ограниченной технологической пластичности обрабатываемого материала при пониженных температурах прокатку до необходимой толщины полуфабриката проводят за несколько проходов с частными обжатиями 5-20%, причем после достижения суммарной степени деформации 40-65% осуществляют промежуточный отжиг при температуре ниже tпп на 150-500oС. Температурные границы отжига обусловлены требуемым размером зерен в полуфабрикате и необходимостью развития в структуре материала процессов возврата для достижения необходимой технологической пластичности и осуществления дальнейшей прокатки.
Наряду с однородностью микроструктуры и высокими показателями сверхпластичности важной характеристикой листовых полуфабрикатов для сверхпластической деформации является величина плоскостной анизотропии механических свойств, которая определяется кристаллографической текстурой. Для титановых сплавов изотропность механических характеристик в плоскости листа обеспечивается созданием базисной текстуры [4], которая формируется при применении продольно-поперечной теплой прокатки. Для получения кристаллографической текстуры базисного типа прокатку осуществляют с изменением направления прокатки на 90o либо после суммарной степени деформации 40-65%, либо после каждого прохода. Выбор того или другого варианта прокатки определяется размерами изготовляемого листового полуфабриката, прокатного оборудования и способом прокатки. В случае применения пакетной прокатки набора тонких листов, помещенных в оболочку, для упрощения технологического цикла используют вначале прокатку в одном направлении с суммарной степенью деформации 40-65%, проводят промежуточный отжиг, приготовление нового пакета и последующую прокатку в поперечном направлении относительно предыдущего цикла прокатки. При использовании карточной прокатки отдельных листов прокатку осуществляют с изменением направления прокатки после каждого прохода.
При анализе уровня техники по патентным и научно-техническим источникам информации, касающихся способов изготовления листовых полуфабрикатов из титановых сплавов с мелкозернистой структурой, пригодных для сверхпластической деформации, не был обнаружен способ, характеризующийся признаками, идентичными всем существенным признакам заявляемого изобретения. Следовательно, заявляемое изобретение соответствует условию "новизна".
При анализе отличительных признаков было выявлено, что заявленное изобретение не вытекает явным образом из известного уровня техники. Впервые предложен подход для получения листовых полуфабрикатов с СМК структурой из труднодеформируемых титановых сплавов, обеспечивающий в совокупности их высокие показатели сверхпластичности при пониженных температурах деформации, высокий уровень прочностных и усталостных характеристик при комнатной температуре, изотропность механических свойств в плоскости прокатки. Перечисленные основополагающие признаки изобретения являются новыми и неочевидными. Следовательно, заявляемое изобретение соответствует условию "изобретательский уровень".
Изобретение иллюстрируется следующим графическими материалами.
Фиг.1. Микроструктура заготовки под прокатку из сплава ВТ6.
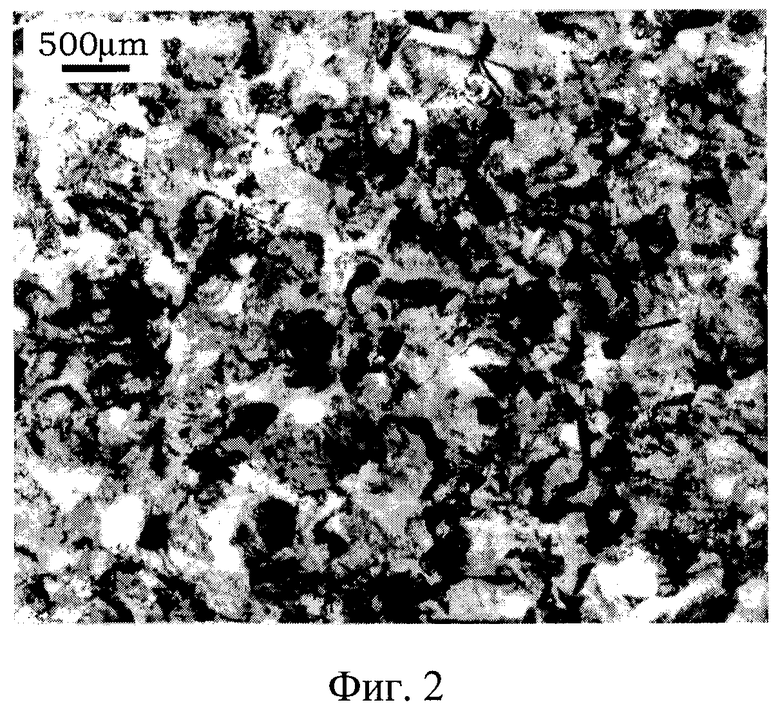
Фиг.2. Микроструктура листа толщиной 1 мм из сплава ВТ6.
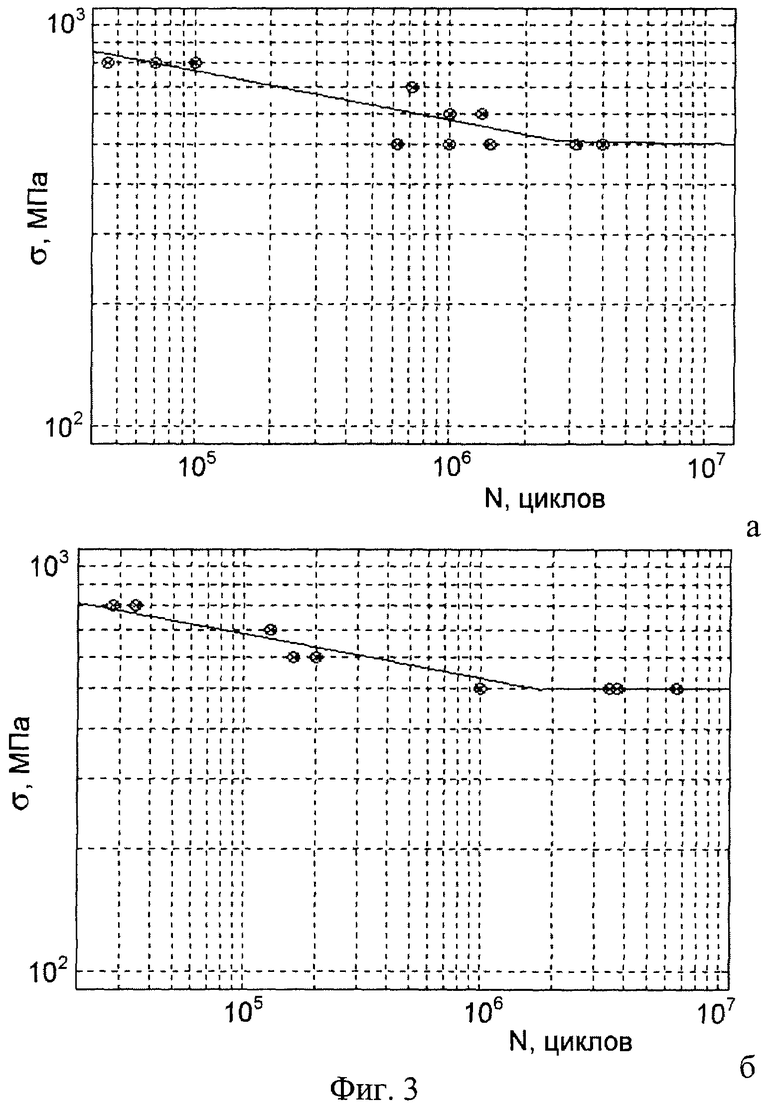
Фиг.3. Кривые усталости для образцов, вырезанных из СМК листа сплава ВТ6 под углом к направлению прокатки (а) 0o и (б) 90o.
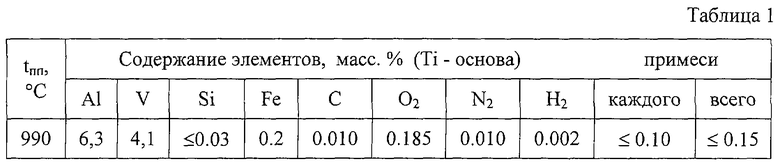
Возможность осуществления изобретения поясняется примерами. Обработке подвергался промышленный пруток диаметром 200 мм из (α+β)-титанового сплава ВТ6, температура полиморфного превращения tпп и химический состав которого приведены в табл.1. Примеры даны на изготовление листовой карточки толщиной 1 мм и размером зерен, равным 0,4-0,6 мкм. Предложенные примеры не исчерпывают возможностей способа в отношении изготовления листовых полуфабрикатов различной толщины, с более крупным или более мелким размером зерен из данного сплава, а также других титановых сплавов.
Пример 1.
Предварительную обработку для получения в заготовке под прокатку структуры с субмикронньм размером зерен осуществляли теплой деформацией по схеме многократной осадки-протяжки при термомеханических режимах, обеспечивающих достижение в объеме заготовки больших пластических деформаций и формирование однородной СМК структуры. Для этого отрезанную из прутка заготовку длиной 120 мм нагревали до температуры 1010oС и охлаждали до комнатной температуры в водной среде, обеспечивая охлаждение заготовки со скоростью не менее 0,5oС/с. Затем осуществляли многократную деформацию термообработанной заготовки в условиях, близких к изотермическим, за четыре этапа со снижением температуры деформации от этапа к этапу в интервале 800-650oС. Температуре деформации 650oС для сплава ВТ6 соответствует размер рекристаллизованных зерен 0,5 мкм. Для деформирования использовали гидравлический пресс, оснащенный изотермическим блоком с нагреваемыми до температуры деформации плоскими бойками. Проведение деформации по схеме осадки-протяжки, в результате которой заготовка в конце каждого этапа приобретала приблизительно цилиндрическую форму, позволяло многократно повторять циклы деформирования. На заключительной стадии предварительной обработки заготовка подвергалась осадке до толщины 25 мм. При выбранных термомеханических режимах во всем объеме заготовки формировалась однородная СМК структура с размером зерен 0,5 мкм (фиг.1).
Экспериментом было установлено, что при нагреве материала с полученной СМК структурой до температуры выше 720oС происходит интенсивный рост зерен до микронных размеров, а при температурах ниже 550oС существенно снижается пластичность материала. Для изготовления листа с размером зерен 0,5 мкм была выбрана температура нагрева и прокатки заготовки с СМК структурой, составляющая 650oС, что на 340oС ниже tпп сплава.
Для проведения прокатки из предварительно обработанной заготовки вырезали карточку толщиной 8 мм и размерами в плане 100х100 мм2. Заготовку под прокатку нагревали в печи электросопротивления до температуры 650oС. Прокатку проводили на стане, валки которого подогревались до 350-400oС. Скорость вращения валков выбирали из условия обеспечения в очаге деформации скорости деформации 10-2 с-1 при величине обжатия 10% за проход. После каждого прохода заготовку подогревали в печи до температуры 650oС и изменяли направление прокатки на 90o. После достижения суммарной степени деформации 50% проводили промежуточный отжиг при температуре 650oС в течение 1 ч. Дальнейшую прокатку до получения листовой карточки толщиной 1 мм также проводили с изменением направления прокатки при каждом проходе, проведением отжига при достижении общего обжатия 40-65%.
В процессе прокатки в листовом полуфабрикате сохранялась однородная микроструктура с субмикронным размером зерен (фиг.2) и наблюдалось формирование базисной кристаллографической текстуры.
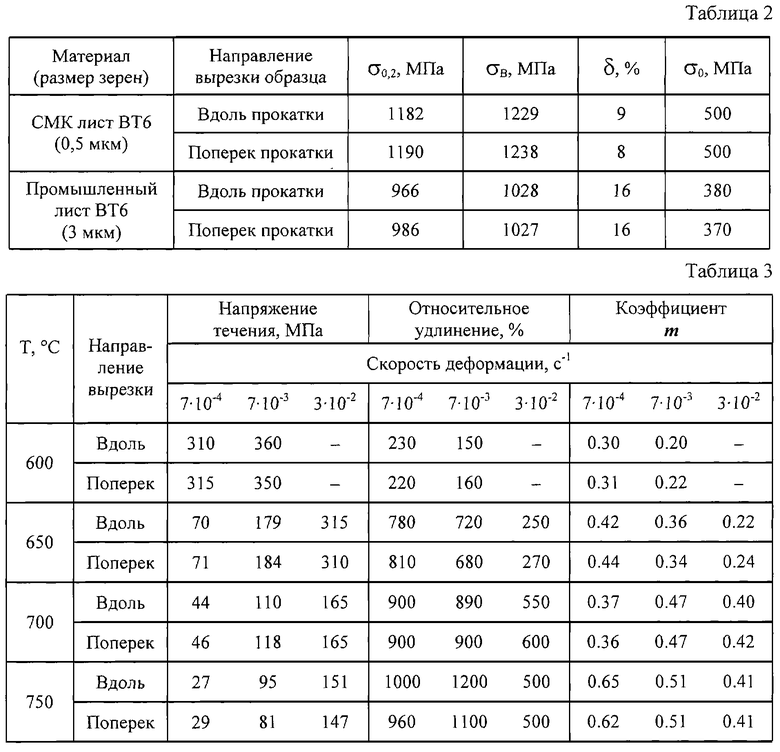
Для оценки механических свойств листа с СМК структурой (размер зерен 0,5 мкм) были вырезаны образцы вдоль и поперек направления прокатки на заключительном проходе и проведены испытания на растяжение. В табл.2 и 3 представлены, соответственно при комнатной и повышенных температурах, результаты испытаний СМК листа и для сравнения промышленного листа сплава ВТ6 с мелкозернистой структурой (размер зерен 3 мкм).
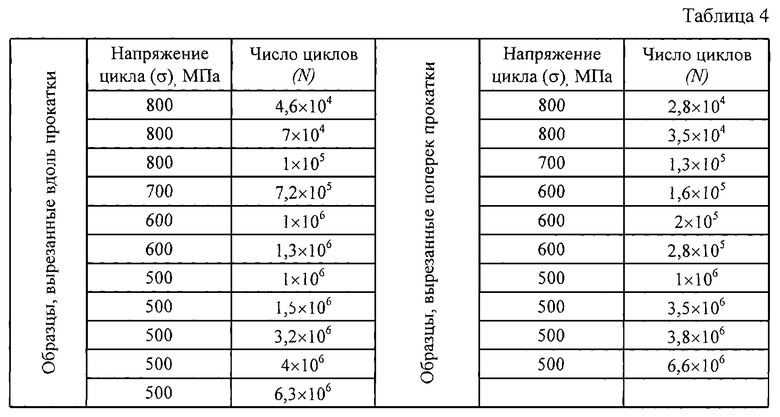
Для оценки предела выносливости на многоцикловую усталость проводили испытания образцов на электродинамическом стенде при их консольном креплении и пульсирующем виде нагружения. Результаты испытаний - значения числа циклов N до образования трещины при амплитуде напряжения цикла σ - приведены в табл.4 и на фиг.3.
Как следует из полученных данных, механические свойства СМК листа сплава ВТ6 при всех температурах испытаний слабо зависят от направления вырезки образца, что свидетельствует об их изотропности в плоскости прокатки листа. Полученные результаты также свидетельствуют о повышенных на 20% прочностных и 30% усталостных свойствах СМК листа, в сравнении с промышленным листом. Испытания при повышенных температурах показали высокие характеристики сверхпластичности СМК листа в температурном интервале 650-750oС, что значительно ниже интервала температур 875-925oС, типичного для сверхпластической деформации промышленных листов с размером зерен 2-5 мкм.
Таким образом, результаты исследования структуры и механических свойств позволяют заключить, что листовой полуфабрикат из титанового сплава, изготовленный по предлагаемому способу, имеет однородную СМК (размер зерен 0,5 мкм) структуру, проявляет низкотемпературную сверхпластичность, имеет высокий уровень прочности и сопротивления усталости в сочетании с изотропностью механических свойств при комнатной и повышенной температурах.
Пример 2.
Для изготовления листа с размером зерен 0,6 мкм под прокатку использовали карточку толщиной 8 мм, вырезанную из предварительно обработанной заготовки, полученной в примере 1, с однородной структурой и размером зерен 0,5 мкм. Размеру зерен 0,6 мкм для сплава ВТ6 соответствует температура деформации 675oС. Карточную заготовку нагревали до температуры 675oС, что на 25oС выше температуры заключительного этапа деформации исходной заготовки, и прокатывали на подогретых до 400-450oС валках со скоростью деформации 10-3 с-1 и обжатием 10% за проход. После каждого прохода заготовку подогревали в печи до температуры 675oС. До достижения общей деформации 50% (толщины листа 4 мм) прокатку заготовки осуществляли без изменения направления прокатки. Далее, проведя промежуточный отжиг при температуре 675oС и изменив направление прокатки на 90o, вели прокатку без изменения ее направления после каждого прохода до достижения общей деформации 50% (толщины листа 2 мм). Затем, вновь проведя промежуточный отжиг и изменив направление прокатки, получили листовую карточку толщиной 1 мм. Исследования показали, что так же, как в примере 1, полученный лист имеет однородную субмикрокристаллическую структуру с базисной компонентой текстуры. Вследствие повышения температуры нагрева и прокатки до 675oС размер зерен составлял 0,6 мкм.
Пример 3.
Для изготовления листа с размером зерен 0,4 мкм под прокатку использовали карточку толщиной 8 мм, вырезанную из предварительно обработанной заготовки, полученной в примере 1, с однородной структурой и размером зерен 0,5 мкм. Размеру рекристаллизованных зерен 0,4 мкм для сплава ВТ6 соответствует температура деформации 630oС. Карточную заготовку нагревали в проходной печи до температуры 630oС и проводили прокатку в изотермических условиях на стане, валки которого были нагреты также до 630oС. Прокатку вели со скоростью деформации 10-4 c-1 и величиной обжатия за проход 20% до получения листовой карточки толщиной примерно 1 мм. Причем прокатку проводили без проведения промежуточных отжигов, но с изменением ее направления на 90o после суммарной деформации 65%.
Пример 4.
Аналогичен примеру 1, за исключением того, что предварительную обработку для получения в заготовке под прокатку СМК структуры осуществляли посредством двухкомпонентного нагружения, сочетающим осадку с одновременным кручением. Исходную заготовку диаметром 100 и длиной 300 мм, вырезанную из прутка и подвергнутую термической обработке (нагрев 1010oС, охлаждение в воде), деформировали в изотермических условиях за два этапа при температурах 750 и 650oС на специализированном раскатном стане СРД-800. После деформирования и создания однородной СМК структуры с размером зерен 0,5 мкм заготовку осаживали на прессе по образующей до толщины 25 мм, вырезали из нее карточку толщиной 8 мм и прокатывали ее до толщины 1 мм.
Пример 5.
Аналогичен примеру 1, за исключением того, что предварительную обработку для получения в заготовке под прокатку СМК структуры осуществляли равноканальным угловым прессованием. Исходную заготовку диаметром 20 и длиной 100 мм вырезали из прутка, подвергали термической обработке (нагрев 1010oС, охлаждение в воде) и многоцикловому изотермическому прессованию при температурах 650-600oС в технологической оснастке, размещенной на гидравлическом прессе. После окончания углового прессования СМК заготовку осаживали по образующей до толщины 10 мм, механически обрабатывали до получения пластины сечением 8х28 мм2, длиной 85 мм, и прокатывали в полосу толщиной 1 мм.
Источники информации, принятые во внимание
1. Зайцев А.В. Разработка и исследование технологии изготовления листов из легированных титановых сплавов, применяемых для сверхпластической деформации. - Технология легких сплавов, 2001, 1, с.55-59.
2. Кайбышев О.А. Сверхпластичность промышленных сплавов. М.: Металлургия, 1984. 264 с.
3. Патент РФ 2058418, МКИ C 22 F 1/18. Опубл. 20.04.96, Бюл. 11.
4. Анизотропия физических свойств металлов / Адамеску Р.А., Гельд П.В., Митюшов Е.А. М.: Металлургия, 1985. 136 с.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПОЛУФАБРИКАТА ИЗ ТИТАНОВОГО СПЛАВА | 2006 |
|
RU2320771C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВЫХ ПОЛУФАБРИКАТОВ ИЗ ТЕХНИЧЕСКОГО ТИТАНА | 2002 |
|
RU2224046C1 |
| СПОСОБ ОБРАБОТКИ ЗАГОТОВОК, ПРЕИМУЩЕСТВЕННО КРУПНОГАБАРИТНЫХ, ИЗ (α+β)-ТИТАНОВЫХ СПЛАВОВ | 2001 |
|
RU2196189C2 |
| СПОСОБ ОБРАБОТКИ ТИТАНОВЫХ СПЛАВОВ | 1996 |
|
RU2134308C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧКИ | 2008 |
|
RU2380185C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПОЛУФАБРИКАТА ИЗ СПЛАВА НА ОСНОВЕ НИКЕЛЯ ТИПА INCONEL 718 | 2004 |
|
RU2269589C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКИХ ЛИСТОВ ИЗ ВЫСОКОПРОЧНЫХ ТИТАНОВЫХ СПЛАВОВ | 2003 |
|
RU2250806C1 |
| МЕТОД ПОЛУЧЕНИЯ ПОЛУФАБРИКАТОВ ИЗ МЕТАЛЛОВ И СПЛАВОВ ПСЕВДОПОРОШКОВОЙ МЕТАЛЛУРГИЕЙ | 2001 |
|
RU2208063C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИСТОВ ИЗ ТИТАНОВОГО СПЛАВА Ti-6Al-4V | 2008 |
|
RU2381296C1 |
| СПОСОБ ПОЛУЧЕНИЯ СВЕРХПЛАСТИЧНЫХ ЛИСТОВ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ СИСТЕМЫ АЛЮМИНИЙ-МАГНИЙ-ЛИТИЙ | 2007 |
|
RU2345173C1 |
Изобретение относится к области металлургии, преимущественно к обработке металлов давлением, в частности к способам изготовления листовых полуфабрикатов из титановых сплавов с однородной субмикрокристаллической структурой с размером зерен менее 1 мкм. Предложен способ изготовления листовых полуфабрикатов из титановых сплавов, пригодных для низкотемпературной сверхпластической деформации, включающий предварительную обработку заготовки, прокатку при температурах ниже температуры полиморфного превращения tпп и отжиг, при этом предварительную обработку ведут на структуру с субмикронным размером зерен, прокатку начинают от температуры, выбранной в интервале tпп-150÷500oС, регламентируемой требуемым субмикронным размером зерен в готовом полуфабрикате. Предварительную обработку заготовки осуществляют посредством различных вариантов пластической деформации. Техническим результатом является достижение высоких показателей сверхпластичности при пониженных температурах деформации, изотропности механических свойств в плоскости прокатки, а также высокого уровня прочностных и усталостных характеристик при комнатной температуре. 8 з.п.ф-лы, 3 ил., 4 табл.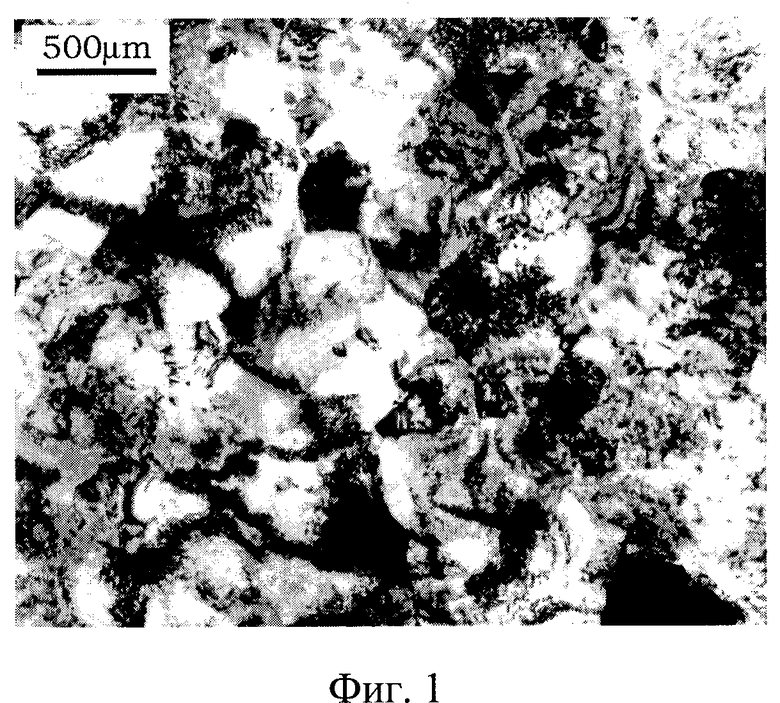
| RU 2058418 C1, 20.04.1996 | |||
| СПОСОБ ПОЛУЧЕНИЯ ПРУТКОВ И ПОЛОС ИЗ ТЕХНИЧЕСКОГО ТИТАНА | 2000 |
|
RU2175994C2 |
| Устройство для передвижения локомотивов | 1953 |
|
SU100887A1 |
| US 3481799, 02.12.1969. | |||

