Изобретение относится к термической обработке металлов, в частности к водомасляным закалочным средствам для поверхностной или объемной закалки стальных изделий.
Известна закалочная среда, представляющая собой эмульсию масла в воде, содержащая эмульсол следующего состава, мас.%:
0,2%-ный полиакриламид гидролизованный с 0,13% NaOH - 5-10
Алкилсульфат натрия - 3-5
Минеральное масло И-20А - Остальное
при этом концентрация эмульсола в воде составляет 10-35% по массе [1].
Недостатки закалочной среды состоят в том, что при температуре 80oС она теряет устойчивость. На поверхности нагретого до температуры закалки стального изделия происходит разложение эмульсии, ее охлаждающие свойства нестабильны. Это ухудшает качество закаливаемых изделий, приводит к появлению пятнистой твердости и потере стабильности закалочной среды.
Известна также закалочная среда следующего состава, мас.%:
Эмульсол - 3,0-7,0
Гексаметилентетрамин - 1,0-2,0
Тринатрийфосфат - 1,0-2,0
Вода - Остальное
причем эмульсол, введенный в состав закалочной среды, представляет собой смесь минеральных масел И-20, дистиллятного 20, галлового масла и триэтаноламина [2].
Недостаток данной закалочной среды состоит в том, что повышение температуры эмульсии, особенно при объемной закалке крупногабаритных стальных изделий, ведет к расслоению эмульсии, потере ее стабильности, что сопровождается ухудшением качества закаливаемых изделий.
Наиболее близкой по свойствам и достигаемым результатам к предлагаемой закалочной жидкости является закалочная среда, содержащая по массе 1-15% эмульсола, 0,055-0,100% бензотриазола, остальное - вода, причем используемый эмульсол ЭП-29 представляет собой смесь минеральных масел И-20 и дистиллятного 20, триэтаноламинового мыла и полиэтиленгликолевого эфира стеариновой кислоты [3] - прототип.
Недостатки закалочной среды известного состава состоят в том, что на поверхности разогретых под закалку стальных изделий происходит интенсивное разложение эмульсии на масло и воду. Это приводит к формированию неравномерной твердости и трещинообразованию изделий, в особенности из инструментальных сталей, искажению формы изделий, потере стабильности эксплуатационных свойств закалочной среды.
Техническая задача, решаемая изобретением, состоит в повышении качества закаливаемых изделий и стабилизации эксплуатационных свойств закалочной жидкости.
Для решения поставленной технической задачи в закалочной жидкости, содержащей эмульсол и воду, эмульсол имеет следующий состав, мас.%:
Кислота олеиновая - 9-14
Триэтаноламин - 4-9
Эмульгатор ОК - 6-9
Этаноламиды ТР - 5-8
Синтанол АЛМ-10 - 0-4
Масло индустриальное И-12А - Остальное
при этом концентрация эмульсола в воде составляет по массе 2-10%.
Закалочная жидкость предложенного состава, помимо решения поставленной технической задачи, позволяет также уменьшить коррозию закаливаемых изделий, жидкость легко утилизируется после использования методом химического или электрокоагуляционного разложения на масляную фазу и оборотную воду со степенью очистки 99,97%. Масляная фаза в дальнейшем сжигается вместе с мазутом или используется для смазки опалубок при производстве железобетонных конструкций.
Сущность изобретения состоит в следующем. Закалочная жидкость должна обеспечивать оптимальные скорости охлаждения в температурных интервалах мартенситного и перлитного превращений закаливаемых стальных изделий, сохранять устойчивость при разогреве и восстанавливать дисперсность капель масляной фазы после контакта с раскаленным металлом. Такие свойства закалочной жидкости обеспечиваются введением в состав эмульсола на основе минерального масла И-12А олеиновой кислоты, триэтаноламина, эмульгатора ОК, этаноламидов ТР, синтанола АЛМ-10 при указанных концентрациях. Олеиновая кислота с триэтаноламином является в предложенной композиции поверхностно-активным веществом, уменьшающим силы поверхностного натяжения масляной фазы, что способствует измельчению капель масла в воде, повышает стабильность эмульсии. Даже после перегрева эмульсии эти компоненты обеспечивают полное восстановление ее дисперсности, масляная фаза из смеси не выделяется.
Эмульгатор ОК представляет из себя смесь продуктов взаимодействия олеиновой кислоты и триэтаноламина, состоящую из эфиров, амидов и триэтаноламиновых солей олеиновой кислоты. Он поддерживает заданную дисперсность масляной фазы в течение длительного времени хранения и эксплуатации эмульсии на основе минерального масла И-12А, повышает стабильность теплофизических свойств закалочной жидкости.
Этаноламиды ТР на основе рапсового масла способствуют снижению коррозии закаливаемых изделий, облегчают последующее обезвреживание отработанной эмульсии.
Синтанол АЛМ-10 представляет из себя смесь полиоксиэтиленгликолевых эфиров синтетических жирных спиртов фракции C12-C14. Он введен в состав эмульсола для того, чтобы повысить равномерность охлаждения закаливаемых изделий, полностью исключить пятнистую твердость и трещинообразование, связанные с температурными градиентами.
Экспериментально установлено, что при концентрации эмульсола в закалочной жидкости менее 2% не исключено искажение формы и образование трещин на закаливаемых изделиях, особенно в случаях объемной закалки инструментальных сталей. Увеличение концентрации эмульсола более 10% не позволяет обеспечить максимально возможную твердость закаленных изделий и приводит к перерасходу эмульсола, что нецелесообразно.
Снижение концентрации кислоты олеиновой менее 9% или триэтаноламина менее 4% дестабилизирует эмульсию, разложившаяся эмульсия не восстанавливает полностью своих стабильности и свойств. В результате ухудшается качество закаливаемых изделий. Увеличение концентрации кислоты олеиновой более 14% или триэтаноламина более 9% приводит к ухудшению охлаждающих свойств эмульсии и качества изделий.
Уменьшение содержания эмульгатора ОК в эмульсоле менее 6% приводит к расслоению эмульсии при ее хранении и эксплуатации. Увеличение содержания эмульгатора ОК более 9% не ведет к дальнейшему повышению качества закаливаемых изделий, а лишь увеличивает его расход, что нецелесообразно.
Снижение концентрации этаноламидов ТР менее 5% способствует увеличению коррозии закаливаемых изделий, затрудняет утилизацию отработанной эмульсии. Увеличение их концентрации в эмульсоле более 8% приводит к ухудшению охлаждающей способности эмульсии, потере твердости и снижению качества закаливаемых изделий.
Увеличение содержания синтанола АЛМ-10 более 4% ухудшает охлаждающую способность эмульсии, что сопровождается потерей твердости изделий при объемной закалке. В случае использования эмульсии для поверхностной закалки синтанол АЛМ-10 в состав эмульсола можно не вводить. Затраты на закалочную жидкость при этом снижаются.
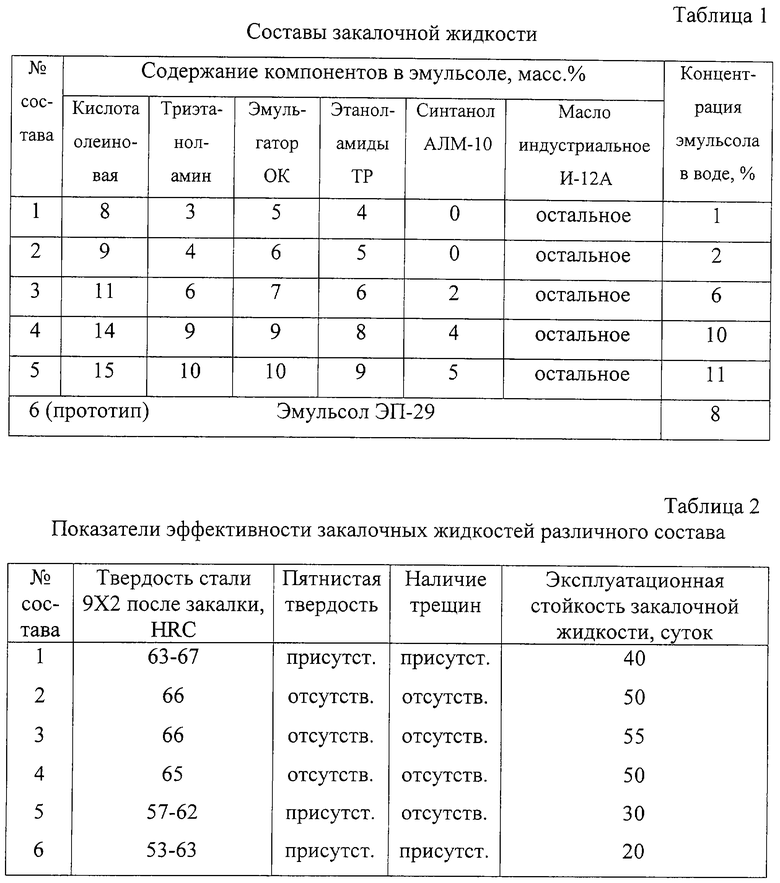
В табл. 1 даны различные варианты составов закалочной жидкости, а в табл.2 - показатели качества закаливаемых изделий и стойкости закалочной жидкости.
Из табл. 1 и 2 следует, что при использовании предложенной закалочной жидкости (составы 2-4) достигается повышение качества закаливаемых изделий и стабилизация эксплуатационных свойств закалочной жидкости: наиболее высокая и постоянная твердость, отсутствие пятнистой твердости и трещин, максимальная эксплуатационная стойкость. При запредельных значениях заявленных параметров (составы 1 и 5) и при использовании закалочной жидкости - прототипа свойства закаливаемых изделий и стабильность эксплуатационных свойств ухудшаются.
Технико-экономические преимущества закалочной жидкости предложенного состава состоят в том, что она обладает повышенной устойчивостью при нагревании, самовосстанавливается после разложения. За счет этого ее теплофизические свойства в процессе закалки не изменяются, благодаря чему достигается высокая и равномерная твердость без пятен и трещинообразования. Эксплуатационная стойкость предложенной закалочной жидкости максимальна.
В качестве базового объекта при определении эффективности закалочной жидкости принята закалочная жидкость - прототип. Использование изобретения обеспечит повышение рентабельности производства закаленных изделий из инструментальных сталей на 5-7%.
Источники информации
1. Авт. св. СССР 1541285, МПК С 21 D 1/60, 1990 г.
2. Авт. св. СССР 1157084, МПК С 21 D 1/60, 1985 г.
3. Патент Российской Федерации 2025507, МПК С 21 D 1/60, 1994 г. - прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СМАЗКИ И ОХЛАЖДЕНИЯ ВАЛКОВ | 2000 |
|
RU2177383C1 |
| СПОСОБ ОХЛАЖДЕНИЯ ИНСТРУМЕНТА | 2001 |
|
RU2192951C2 |
| СРЕДСТВО ДЛЯ ЗАМАСЛИВАНИЯ ШЕРСТИ, ШЕРСТЯНЫХ И СМЕШАННЫХ ВОЛОКОН (ВАРИАНТЫ) | 2004 |
|
RU2279500C2 |
| ЭМУЛЬСОЛ ДЛЯ ПРИГОТОВЛЕНИЯ ВОДОСМЕШИВАЕМОЙ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ | 2001 |
|
RU2201435C2 |
| ЭМУЛЬГАТОР ДЛЯ ОБРАЗОВАНИЯ ЭМУЛЬСИЙ ТИПА "ВОДА В МАСЛЕ" | 1995 |
|
RU2106189C1 |
| ЭМУЛЬСИОННЫЙ ВЗРЫВЧАТЫЙ СОСТАВ ТИПА "ВОДА В МАСЛЕ" | 1995 |
|
RU2110506C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЭМУЛЬСОЛА ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 1998 |
|
RU2133261C1 |
| ВОДОСМЕШИВАЕМАЯ СМАЗОЧНО-ОХЛАЖДАЮЩАЯ ЖИДКОСТЬ | 2004 |
|
RU2266948C1 |
| ЗАМАСЛИВАТЕЛЬ ДЛЯ ШЕРСТЯНОГО ВОЛОКНА | 2004 |
|
RU2259432C1 |
| Эмульсол для закалочной эмульсии | 1988 |
|
SU1541285A1 |
Изобретение относится к термической обработке металлов, в частности к водомасляным закалочным средствам для поверхностной или объемной закалки стальных изделий. Технический результат изобретения состоит в повышении качества закаливаемых изделий и стабилизации эксплуатационных свойств закалочной жидкости. Закалочная жидкость содержит эмульсол и воду. Эмульсол имеет следующий состав, мас.%: кислота олеиновая 9-14; триэтаноламин 4-9; эмульгатор ОК 6-9; этаноламиды ТР 5-8; синтанол АЛМ-10 0-4; масло индустриальное И-12А - остальное, при этом концентрация эмульсола в воде составляет по массе 2-10%. 2 табл.
Закалочная жидкость, содержащая эмульсол и воду, отличающаяся тем,что эмульсол имеет следующий состав, мас.%:
Кислота олеиновая - 9-14
Триэтаноламин - 4-9
Эмульгатор ОК - 6-9
Этаноламиды ТР - 5-8
Синтанол АЛМ-10 - Не более 4
Масло индустриальное И-12А - Остальное
при этом концентрация эмульсола в воде составляет по массе 2-10%.
| ЗАКАЛОЧНАЯ СРЕДА | 1992 |
|
RU2025507C1 |
| СМАЗОЧНО-ОХЛАЖДАЮЩАЯ ЖИДКОСТЬ ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 1990 |
|
RU2021334C1 |
| КОНЦЕНТРАТ ВОДОЭМУЛЬСИОННОЙ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 1998 |
|
RU2137816C1 |
| ЭНТЕЛИС С.Г | |||
| и др | |||
| Смазочно-охлаждающие технологические средства для обработки металлов резанием | |||
| Справочник | |||
| - М.: Машиностроение, 1986, с.75, 296-300. | |||

