Прототипы:
1. I. K. Baxter "Effective Film Temperature Control for Vacuum Web Coaters" Proceedings of 35-th Annual Conference, Society of Vacuum Coaters, 1992, pp. 106-109.
2. Европейский патент 0311302 B1. Valdya A. W., Walea J.S., Woolley R.A. Apparatus and Method for the Production of a Coating on a Web.(1987).
3. Американский патент 3414048. W. Rall and others. Contact Drum and Method for Heat Exchange with Travelling Strip. (1967).
4. Американский патент 4451501. M. Nagao and others, Method of Making a Magnetic Recording Medium (1984).
Настоящее изобретение относится к вакуумному напылению на рулонные материалы и может использоваться для изготовления функциональных покрытий при производстве электронных компонентов, магнитных носителей записывающих устройств или декоративных покрытий в различных областях техники.
Целью данного изобретения является повышение производительности нанесения покрытия, что становится возможным при увеличении тепловых потерь пленки во время напыления.
Технология полунепрерывного процесса получения вакуумных покрытий на рулонных материалах описана, например, в работе I.K. Baxter "Effective Film Temperature Control for Vacuum Web Coaters" Proceedings of 35-th Annual Conference, Society of Vacuum Coaters, 1992, pp. 106-109. Полимерная пленка в этом устройстве перематывается с подающего ролика при помощи вращающегося барабана на приемный ролик. Вращающийся барабан расположен над источником испарения и охлаждается водой.
Материал подложки во время напыления испытывает очень большую тепловую нагрузку из-за конденсации напыляемого материала и излучения испарителя, возрастающих при повышении скорости напыления. Производительность процесса лимитируется термическим разрушением полимерной пленки, которое проявляется в появлении складок и участков с остаточной пластической деформацией. Если покрывать лавсановую пленку толщиной 20 мкм слоем лития толщиной 1 мкм, то тепловое разрушение наступает при линейной скорости более 0,2 м/мин. Тепловое сопротивление зазора между барабаном и пленкой играет важную роль при возникновении перепада температур между пленкой и барабаном.
Американский патент 3414048 предлагает устройство для нанесения вакуумных покрытий на металлическую ленту с подачей балластного газа между пленкой и барабаном. Газ поступает во внутреннюю полость барабана и с помощью клапанов, имеющих толкатели, выступающие над поверхностью барабана, попадает в пространство между барабаном и лентой. Это устройство из-за большого числа клапанов не обеспечивает надежной работы. Газ, освобождающийся при перемотке ленты из пространства между лентой и барабаном, вызывая повышение давления, препятствует направленному испарению материала покрытия на ленту.
Американский патент 4451501 предлагает способ изготовления магнитной записывающей среды, в котором гибкая подложка движется вдоль изогнутой закрепленной направляющей. Направляющая может совершать колебательное движение для снижения силы трения. Этот способ не годится для нанесения покрытий с большой производительностью, т.к. зазор между пленкой и барабаном имеет большое тепловое сопротивление. Необходимость применения дополнительного механизма, обеспечивающего колебательное движение направляющей, усложняет устройство.
Европейский патент 0311302 В1 описывает устройство и способ изготовления вакуумных покрытий на рулонных материалах, в котором балластный газ подается в пространство между пленкой и барабаном через сопла или пористые элементы. Для снижения газовой нагрузки высоковакуумных насосов в патенте предлагается разделить вакуумную камеру на две секции при помощи экранов. В секции, где расположен испаритель, давление не должно превышать 10-2 Па, а в другой, для эффективного охлаждения пленки барабаном, давление должно быть не менее 103 Па. В связи с большими размерами камеры (барабан диаметром 1,5 м и шириной 0,73 м) и трудностью обеспечить зазор менее 1 мм между вращающимся барабаном и неподвижным экраном при разности давлений 103 Па для получения в испарительной камере давления 10-2 Па потребуется насос с быстротой откачки около 50 тысяч литров в секунду, что экономически неэффективно.
Анализ существующих патентов показал, что в них с целью улучшения охлаждения пленки и повышения производительности имеются предложения по вводу балластного газа в пространство между пленкой и барабаном. Однако в этих предложениях не предусмотрены меры по ограничению возникающего при этом перетекания балластного газа в высоковакуумную камеру. Дополнительная нагрузка высоковакуумных насосов, появляющаяся по этой причине, приводит к повышению давления в испарителе и выходу его из строя. Опыт применения этого способа показывает, что без дополнительных мер по ограничению перетекания балластного газа нельзя повысить его давление в камере между пленкой и барабаном выше 100-200 Па, что недостаточно для эффективного охлаждения пленки.
В настоящем изобретении предлагается способ для нанесения покрытий на рулонные материалы в электронной промышленности и при получении декоративных покрытий, обеспечивающий повышение производительности нанесения покрытия за счет повышения эффективности охлаждения пленки балластным газом. Для этого предлагается давление балластного газа в зазоре между пленкой и направляющей опорой в области нанесения покрытия поддерживать на уровне 103-104 Па. При этом для предотвращения перетекания балластного газа в высоковакуумную камеру область нанесения покрытия в направляющей опоре окружается дополнительной камерой, давление балластного газа в которой поддерживается на уровне 10 Па. При давлении в дополнительной камере около 10 Па давление балластного газа в зазоре между пленкой и направляющей опорой в области нанесения покрытия можно поддерживать на уровне 103-104 Па, что на порядок больше, чем при отсутствии дополнительной камеры. Дополнительная камера снижает перетекание балластного газа из зазора между пленкой и направляющей опорой в рабочую вакуумную камеру. При этом давление в рабочей камере остается на уровне, обеспечивающем работоспособность испарителя.
Улучшение эффективности использования балластного газа для охлаждения пленки позволяет повысить тепловую нагрузку на пленку путем увеличения скорости напыления, что обеспечивает повышение производительности процесса нанесения покрытия. Толщину покрытия можно увеличить при том же значении производительности.
Давление балластного газа должно быть стабилизировано и согласовано с натяжением пленки. Если давление натяжения пленки на опору равно давлению газа под пленкой, то силы трения пленки об опору равны нулю. В этом случае нельзя использовать барабан для транспортирования пленки. При давлении балластного газа, превышающем давление натяжения пленки, произойдет отрыв пленки от барабана и прорыв балластного газа в высоковакуумную камеру, что приведет к нарушению работоспособности устройства.
В данном способе для улучшения охлаждения пленки барабаном может использоваться любой газ, но гелий имеет преимущества с точки зрения коэффициента теплопроводности и может быть рекомендован в большинстве случаев.
В настоящем изобретении, кроме способа, предлагается также устройство для покрытия лавсановой пленки при производстве электронных компонентов или декоративных покрытий. Устройство, содержащее средства транспортировки пленки через станцию напыления, в которой осуществляется нанесение покрытия из термического или электронно-лучевого, или дугового, или магнетронного испарителя, средства напуска балластного газа в пространство между направляющей опорой и пленкой, отличается наличием шлюзовой системы для защиты высоковакуумной камеры от балластного газа. Шлюзовая система представляет собой дополнительную камеру вместе с форвакуумным насосом, откачивающим из нее балластный газ Зазор между пленкой и направляющей опорой создает вакуумное сопротивление перетеканию балластного газа из области повышенного давления в шлюзовую камеру и из шлюзовой камеры в высоковакуумную камеру с испарителем.
Устройство, направляющее пленку на позиции нанесения покрытия, выполнено в виде неподвижной направляющей опоры, консольно закрепленной на стенке вакуумной камеры. Внутри направляющей опоры расположены устройства напуска и шлюзовой откачки балластного газа. Консольное расположение направляющей опоры на внутренней стенке вакуумной камеры позволяет уменьшить количество разборных герметичных соединений. Для транспортирования пленки направляющая опора может быть совмещена с вращающимся барабаном. При наличии барабана балластный газ проникает в вакуумную камеру не только через зазор между пленкой и барабаном, но и между барабаном и неподвижной опорой, что должно приниматься во внимание при расчете шлюзового устройства.
Устройство транспортирования пленки для увеличения длины щелевого канала, создающего вакуумное сопротивление между шлюзовой и высоковакуумной камерами, должно иметь два дополнительных направляющих ролика, увеличивающих угол обхвата барабана пленкой.
Устройство, предлагаемое в данном изобретении, будет описано на примере конструкций, приведенных на прилагаемых чертежах.
На фиг. 1 показана принципиальная схема предлагаемого способа нанесения вакуумных покрытий на лавсановую пленку со шлюзованием балластного газа.
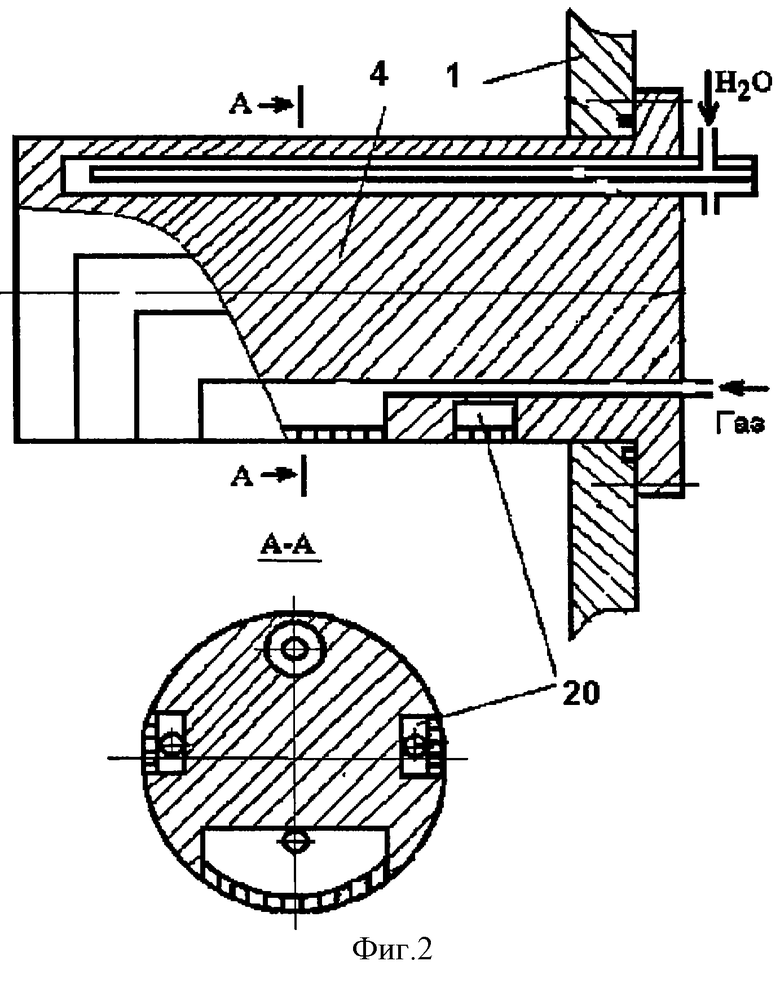
На фиг. 2 показана конструкция устройства для нанесения вакуумных покрытий на лавсановую пленку с неподвижной направляющей опорой, напуском и шлюзованием балластного газа.
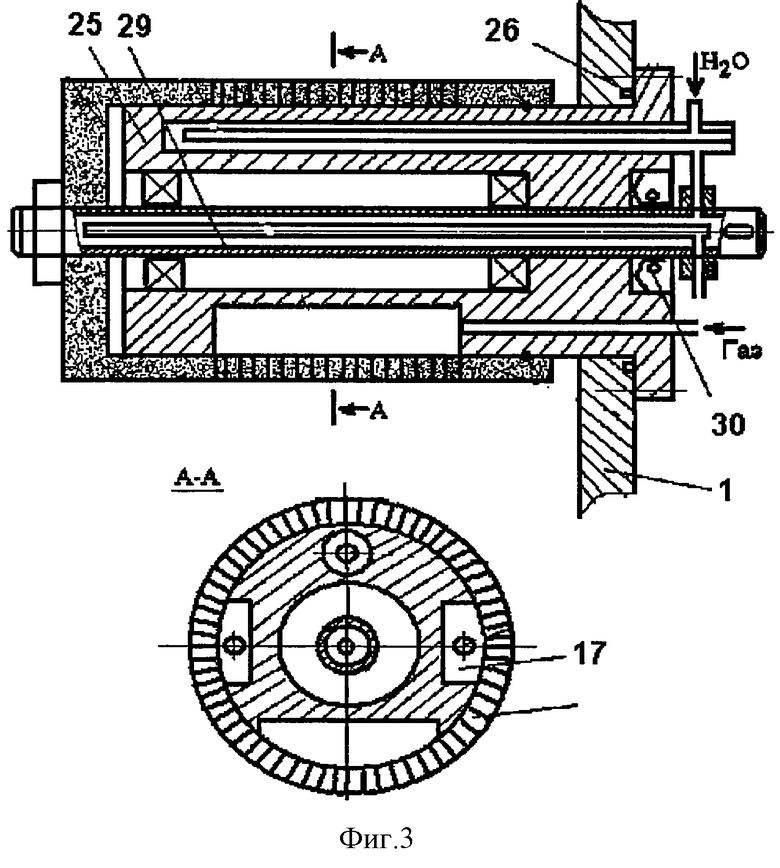
На фиг. 3 показана конструкция устройства для нанесения вакуумных покрытий на лавсановую пленку с направляющей опорой в виде вращающегося барабана с напуском и шлюзованием балластного газа.
Принципиальная схема предлагаемого способа (рис.1) может использоваться, например, для полунепрерывного вакуумного нанесения лития на лавсановую рулонную пленку. Вакуумная камера 1 откачивается высоковакуумной системой 2 и содержит транспорт для перемотки пленки 3, направляющую опору 4, средства напуска и шлюзования балластного газа, станцию напыления. Станция напыления состоит из испарителя 5, в котором расположено испаряемое вещество 6. Экраны 7 и 8 предохраняют стенки камеры от загрязнения. Испаряемое вещество напыляется на пленку, которая движется с подающей катушки 9 через ролик 10 к направляющей опоре. После нанесения покрытия пленка движется от направляющей опоры через ролик 11 к приемной катушке 12. В зазоре между пленкой и направляющей опорой в области нанесения покрытия поддерживается давление балластного газа 103-104 Па с целью эффективного охлаждения пленки. Газ поступает из баллона 13 через клапан 14, натекатель 15, ввод 16 и одновременно откачивается низковакуумным насосом 17 через клапан, управляемый устройством 18. Балластный газ, перетекающий через зазор между пленкой и направляющей опорой в высоковакуумную камеру, откачивается в вакуумном шлюзе, состоящем из двух уплотнений 19 и дополнительной камеры 20, откачиваемой насосом 21 через клапан 22 и ввод 23. Давление в дополнительной камере выбирается равным 10 Па и измеряется манометром 24. Уплотнение образуется зазором между пленкой и направляющей опорой.
Конструкция устройства с неподвижной направляющей опорой, реализующая способ, представленный на фиг.1, показана на фиг.2. Неподвижная направляющая опора 4 консольно закреплена и уплотнена вводом на стенке вакуумной камеры 1. Консольное положение направляющей опоры позволяет без дополнительных герметичных вводов расположить в ней водяное охлаждение, дополнительную камеру с пористыми стенками.
Конструкция устройства с направляющей опорой в виде вращающегося барабана, реализующая способ (рис.1), показана на фиг.3. Неподвижный стакан 25 консольно крепится и герметизируется уплотнением 26 на стенке вакуумной камеры. Дополнительная камера 17 с балластным газом и водяное охлаждение размещены в неподвижном стакане 25. Для снижения силы трения пленки с направляющей используется вращающийся барабан 27, уплотненный резиновым кольцом. Он имеет пористую стенку 28 для поступления балластного газа в пространство между пленкой и барабаном. Барабан закреплен на валу 29 и герметизирован вводом 30.
Зазор между стаканом и барабаном вместе с зазором между пленкой и барабаном определяют проводимость шлюзовых уплотнений. Зазор между барабаном и стаканом при диаметре барабана 100 мм может быть изготовлен величиной менее 40 мкм, что позволяет получить малую проводимость уплотнения шлюза. Привод вала 29 на чертежах не показан.
Пример. Выберем в качестве балластного газа гелий. Эффект улучшения охлаждения пленки появляется при давлении гелия более 500 Па. При этом коэффициент теплопроводности газового промежутка становится больше суммарного коэффициента теплопроводности контактного теплообмена и десорбции паров воды из материала пленки. Повышать давление гелия под пленкой, а следовательно, и коэффициент теплопроводности газового промежутка имеет смысл до тех пор, пока его величина не станет равной коэффициенту теплопроводности самой пленки. Для лавсановой пленки давление гелия в зазоре можно повышать до 103-104 Па. В дополнительной камере давление гелия может быть выбрано равным 10 Па. При этом натеканием гелия в рабочую камеру можно пренебречь.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАНЕСЕНИЯ МЕТАЛЛИЧЕСКОГО ПОКРЫТИЯ | 1995 |
|
RU2067130C1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ МНОГОСЛОЙНЫХ ПОКРЫТИЙ В ВАКУУМЕ | 1995 |
|
RU2066706C1 |
| СПОСОБ ИСПЫТАНИЯ НА ГЕРМЕТИЧНОСТЬ | 1998 |
|
RU2174675C2 |
| СПОСОБ РЕАКТИВНОГО МАГНЕТРОННОГО НАНЕСЕНИЯ НАНОРАЗМЕРНОГО СЛОЯ ОКСИДА НА ПОДЛОЖКУ | 2013 |
|
RU2556433C1 |
| СПОСОБ СИНТЕЗА НАНОСТРУКТУРНОЙ ПЛЕНКИ НА ИЗДЕЛИИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2010 |
|
RU2466207C2 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ В ВАКУУМЕ | 2005 |
|
RU2296182C2 |
| СПОСОБ ФОРМИРОВАНИЯ ТОНКОПЛЕНОЧНОГО ЗАЩИТНОГО ПОКРЫТИЯ НА БАЗИСАХ СЪЕМНЫХ ЗУБНЫХ ПРОТЕЗОВ, ОБТУРАТОРАХ И КОМПОНЕНТАХ ЧЕЛЮСТНО-ЛИЦЕВЫХ ПРОТЕЗОВ | 2013 |
|
RU2540227C2 |
| Установка для нанесения покрытий | 1992 |
|
SU1834912A3 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА ИЗДЕЛИЯ В ВАКУУМНОЙ КАМЕРЕ | 2005 |
|
RU2296180C2 |
| СПОСОБ НАНЕСЕНИЯ ТОНКОПЛЕНОЧНЫХ ПОКРЫТИЙ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2507308C1 |
Изобретения относятся к вакуумному напылению на рулонные материалы и могут использоваться для изготовления функциональных покрытий при производстве электронных компонентов, магнитных носителей записывающих устройств или декоративных покрытий в различных областях техники. Технический результат изобретения заключается в повышении производительности нанесения покрытия за счет увеличения скорости напыления из испарителя при одновременном улучшении охлаждения пленки. Балластный газ, перетекающий из пространства между пленкой и барабаном, откачивают в высоковакуумную камеру. Откачку перетекающего балластного газа осуществляют шлюзовой системой, окружающей камеру охлаждения. Давление балластного газа в пространстве между пленкой и барабаном поддерживают на уровне 103 - 104 Па. Усилие натяжения пленки выбирают таким, чтобы давление пленки на барабане и давление балластного газа были близки по величине. В качестве балластного газа используют гелий. В камере шлюзования поддерживают давление балластного газа, равное 10 Па. 2 с. и 3 з.п.ф-лы, 3 ил.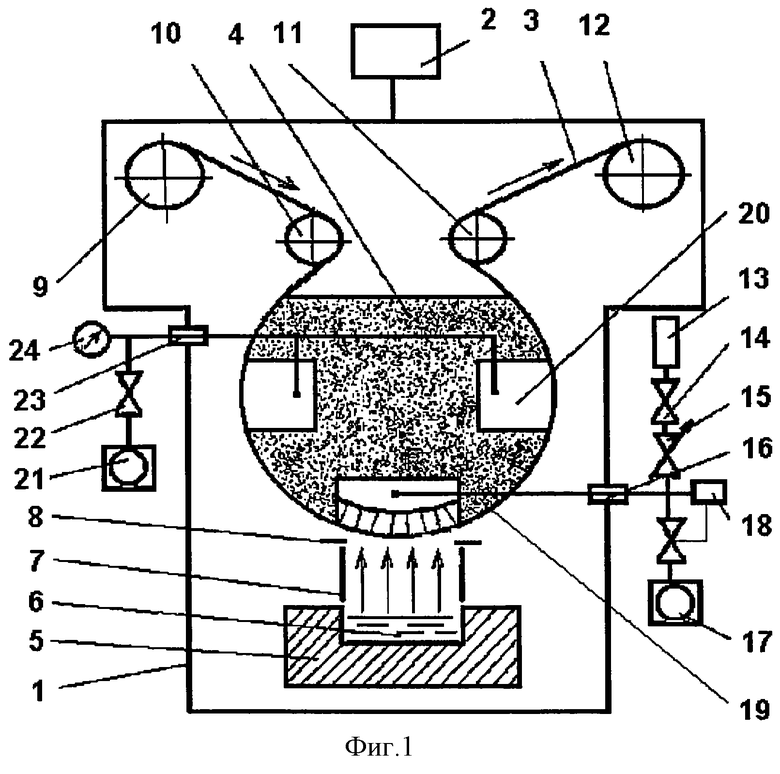
| КОНДЕНСАТОР ПОСТОЯННОЙ ЕМКОСТИ|]Д[1!1ПШ-:BHbJiri:. | 0 |
|
SU311302A1 |
| US 3414048, 23.12.1968 | |||
| УСТРОЙСТВО ДЛЯ МЕТАЛЛИЗАЦИИ ЛЕНТ КОНДЕНСАТОРНОЙ БУМАГИ | 1965 |
|
SU224683A1 |
| Устройство для охлаждения гибких подложек | 1980 |
|
SU891800A1 |
| Устройство для нанесения покрытий в вакууме | 1988 |
|
SU1797629A3 |

