Изобретение относится к технологии и оборудованию для газового азотирования в кипящем слое катализатора для низкотемпературной и высокотемпературной упрочняющей обработки поверхностей сталей и сплавов.
Из патентной литературы известен способ газового азотирования изделий в кипящем слое, включающий помещение обрабатываемого изделия и катализатора в нагреваемый тигель печного блока, подачу азотосодержащего газа через донную часть, создание псевдокипящего слоя вокруг обрабатываемого изделия и отвод отходящих газов через канал в крышке тигля (US 4569862, МПК 4 С 23 С 16/00, 11.02.1986).
Из патентной литературы известен аппарат с кипящим слоем для обработки металлов, содержащий тигель с нагревателями, блок азотосодержащих газов с подводящим трубопроводом и регулятором газоподачи, рассеиватель, расположенный в донной части тигля, крышку тигля с отводящим трубопроводом и сыпучий катализатор (US 4671496, МПК 7 С 23 С 8/06, 09.06.0987).
Азотирование - есть способ химико-термической обработки в газовой среде сталей и сплавов с целью повышения следующих эксплуатационных свойств: износостойкость, контактная выносливость, твердость, коррозионная стойкость, жаростойкость, жаропрочность, задиростойкость и т.д. и т.п., что и определяет две температурные области азотирования: низкотемпературную 500-600oС и высокотемпературную 900-1200oС.
Обычно указанные процессы азотирования производятся в циркуляционных газовых печах либо в ваннах соляного расплава и ограничены вышеуказанной областью температур из-за низкой устойчивости стенок тигля при диссоциации аммиака в длительных процессах в замкнутом рабочем пространстве печи. Точки плавления и химическая устойчивость солей в ванных процессах при жидкостном азотировании также ограничивают область применения этих технологий.
Оба этих процесса также ограничены температурой и скоростью потока газа и требуют большого объема аммиака для обеспечения соответствующей скорости диффузии, которую в обычных печах и ваннах быстро изменить нельзя. Кроме того, при указанном принципе азотирования создаются предпосылки возникновения нештатных ситуаций, таких как взрыв (скорость потока ниже паспортной), если же скорость выше паспортной, то происходит разрушение уплотнений крышек и клапанов указанных выше печей. Такой способ азотирования мало приспособлен к составу атмосферы и структуре обрабатываемой детали.
Печи с кипящим слоем, в которых осуществляется химико-термическая обработка, в том числе и газовое азотирование, получили свое развитие в конце 70-80-х годов прошлого столетия. Способы ХТО в таких печах базируются на известном явлении, когда при определенном расходе газа и скоростном напоре сопротивление насыпного веса мелкодисперсного материала (окись алюминия) заставляет эти частицы отдаляться друг от друга и находиться во взвешенном состоянии в потоке газа, образуя, таким образом, гетерогенную систему, имитирующую свойства жидкости. Устройство, в котором происходит описанный выше способ ХТО - азотирование - в принципе представляет собой печь шахтного типа с электронагревом рабочего тигля, на дне которого расположено газораспределительное устройство.
Задача настоящего изобретения заключается в следующем:
1. В создании усовершенствованного экологически чистого способа низкотемпературного и высокотемпературного упрочнения (азотирования) поверхности металлических материалов, в т.ч.:
- получении более глубоких и хорошо развитых слоев диффузионной приповерхностной зоны;
- получении упрочненной поверхности на металлах и сплавах, которая удовлетворяет требованиям эксплуатационных свойств деталей: ударная вязкость, контактная выносливость, высокая износостойкость, твердость, жаростойкость и жаропрочность;
- сокращении подготовительного и технологического времени при проведении процесса упрочнения;
- сокращении расхода энергоносителей;
2. В создании усовершенствованной установки для осуществления азотирования металлов и сплавов в кипящем слое специального сферического катализатора, т.е. обеспечении процесса азотирования таким оборудованием, в котором рабочая атмосфера создается без потерь ее термодинамической активности и без дорогостоящих систем слежения и управления атмосферой.
Сущность изобретения
Способ газового азотирования включает помещение обрабатываемого изделия в нагреваемый тигель, подачу азотосодержащего газа через газораспределительное устройство, расположенное в донной части тигля, и создание кипящего слоя вокруг обрабатываемого изделия, отвод отходящих газов через канал в крышке тигля и последующее дожигание отходящих газов. Отличается тем, что в тигель дополнительно помещают катализатор, регулирование глубины слоя азотирования осуществляют, изменяя избыточное давление азотосодержащего газа путем диафрагмирования канала в крышке тигля, а температуру азотирования изделий из различных сплавов поддерживают с помощью автоматического управления в пределах 450-1200oС.
Азотирование проводят как в низкотемпературной области при 450-600oС, так и высокотемпературной при 900-1200oС.
В качестве азотосодержащего газа используют смесь азота, аммиака, C3H8, С4Н10 и сжатого воздуха.
Азотирование проводят в течение 1-6 часов.
Установка для газового азотирования изделий в кипящем слое включает блок азотосодержащих газов с подводящим трубопроводом и системой регулирования подачи газов, устройством, расположенным в его донной части, а также крышкой с каналом для выхода отходящих газов и системой их поджига. Отличается тем, что она дополнительно снабжена блоком сушки и очистки азотосодержащего газа, в полости тигля размещена подвеска с деталями и катализатор, канал для выхода отходящих газов снабжен системой диафрагмирования.
Блок сушки и очистки технологических газов снабжен емкостью с силикагелем, накопителями, печью для устранения остаточной влаги и емкостью для удаления химически связанной влаги.
Печной блок снабжен вентиляционной системой. Печной блок снабжен одной или более вертикально расположенными теплоизоляционными секциями, оснащенными резистивными нагревателями, позволяющими повысить его ремонтоспособность.
Достигаемый технический результат заключается в повышении экологической чистоты технологического процесса, автоматическом управлении температурой азотирования в интервале 450-1200oС, повышении ремонтоспособности печи и экономической эффективности.
Изобретение поясняется чертежом, где показана принципиальная схема установки.
В отличие от известных способов азотирования в кипящем слое настоящее изобретение состоит в том, что кипящий слой представляет собой гетерогенную систему, состоящую из сферических частиц специального высокотемпературного, экологически чистого катализатора с прямолинейным потоком газовоздушной смеси, проходящей сквозь слой указанных частиц с интенсивным перемешиванием их. Тем самым создается эффект вязкой, "кипящей жидкости", плотно облегающей все поверхности изделий, погруженных в эту "жидкость", обеспечивающую условия для скоростных изотермических и диффузионных процессов в интервале температур 450-1200oС. При этом непрерывно протекающий, с "пескоструйным" эффектом, процесс обработки азотируемой поверхности изделия - процесс азотирования происходит в условиях экзогазовой атмосферы постоянного состава и термодинамической активности, состоящей из различных комбинаций аммиака, технически чистого азота и углеродосодержащих газов.
Заявленный способ азотирования обеспечивается установкой, показанной на принципиальной схеме (см. чертеж), состоящей из 3 основных блоков, в которые входят соответствующие устройства, элементы и трубопроводы.
Блок газоподачи (I) содержит источник аммиака 1, источник технически чистого азота 2, источник углеродосодержащих газов 3, источник сжатого воздуха 4 и систему регулирования подачи газов 5.
Блок подготовки (II) (сушки и очистки) технологических газов содержит емкости с селикогелем 6, накопители 7, печь для устранения остаточной влаги 8 и емкость для удаления химически связанной влаги 9.
Печной блок (III) содержит вентиляционную систему 10, систему поджига выходящих газов 11, систему диафрагмирования отверстия в крышке печного блока 12, крышку печного блока 13, подвеску с деталями 14, нагреватели 15, специальный сферический катализатор 16, теплоизолирующий корпус 17, газораспределительное устройство 18, расположенное в донной части тигля 19.
Установка предназначена для низко- и высокотемпературных технологических процессов азотирования и других химико-термических обработок (нитроцементация, карбонитрация и т.д.) металлов и сплавов в интервале температур 450-1200oС. Установка заменяет жидкостные ванны, шахтные газовые печи и другое аналогичное оборудование. Установка схематически (см. фиг.1) состоит из двух блоков: вспомогательного оборудования и устройств, обеспечивающих комбинированный или раздельный расход технологических газов при заданном давлении и соответствующем качестве по степени их очистки и осушки (см. блок I и II). Система транспорта газовых потоков обеспечена устройствами контроля и регулирования.
Печной блок нагрева (III) показан в частично-поперечном разрезе и представляет собой шахтную электропечь, в которой производятся необходимые технологические процессы. Печи могут быть периодического и непрерывного действия, в которых за счет кипящего слоя специального сферического катализатора осуществляется принудительная циркуляция газа в рабочем пространстве через газораспределительное устройство. Разделение электрической мощности по зонам рабочего тигля обеспечивает высокую равномерность температуры (5oС) от номинала и состава атмосферы по сечению и высоте рабочего пространства. Стабильность рабочей атмосферы обусловлена высокой скоростью прямолинейно восходящих газов, при которой атмосфера обновляется от 100 до 300 раз в час в зависимости от диаметра и высоты рабочего тигля. Тигель имеет устройство для подвески деталей, а также газоплотную крышку со специальным отверстием для выхода отработанных газов и их электроподжигом. Отверстие имеет дистанционно управляемую диафрагму, обеспечивающую регулярный расход и избыточное давление газов в рабочем пространстве тигля, которые необходимы для торможения реакции адсорбции и диссоциации непосредственно на поверхности изделия. В конечном итоге указанное устройство создает ускоряющий эффект химико-термической обработки в кипящем слое.
Отличительными признаками установки, которые обеспечивают комплекс механических, тепловых и химических воздействий с замером их параметров, обуславливающих ускорение технологических процессов, являются:
1) наличие системы поджига отработанных газов и регулирование их высокоскоростного потока, что обеспечивает экологическую чистоту технологических процессов и ресурсосбережение;
2) наличие автоматического (микропроцессорного) управления температурой азотирования в интервале 450-1200oС с максимально высокой точностью ее поддержания при переходе от одного режима к другому без переналадки;
3) наличие в конструкции печи одного или более вертикально расположенных теплоизоляционных блоков, оснащенных резистивными нагревателями, что позволяет повысить ремонтоспособность печи и ее эксплуатационные свойства;
4) наличие недорогостоящих устройств, систем слежения и управления технологическими атмосферами без потерь их термодинамической активности в силу специфических свойств кипящего слоя специального сферического катализатора.
ПРИМЕРЫ
I. Метод настоящего изобретения был опробован на установке кипящего слоя "Корунд-А". Диаметр тигля 120 мм, высота насыпного слоя специального катализатора 350 мм, скорость потока 2,2 м3/ч, с максимальной рабочей температурой до 1200oС.
Пример 1.
Азотированию были подвергнуты детали типа "кольцо" (прядильное) для текстильных машин, изготовленное из стали 18ХГТ после улучшения и механической обработки (шлифования) с последующим стабилизирующим отпуском при температуре 450-480oС в среде диссоциированного аммиака. Время азотирования - 3 часа.
Результаты по глубине слоя 0,30-0,35 мм, поверхностной твердости HRCa= 55-58 и деформации по наружному и внутреннему диаметру соответствуют требованиям чертежа.
Износостойкость и контактная выносливость возрастает в 2 раза.
Пример 2.
Азотированию были подвергнуты детали типа "шайба" под опорные пружины клапана автомобильного двигателя, изготовленные из стали 10. Газовая атмосфера в соответствии с настоящим изобретением состояла из 70% NH и 30% воздуха. Детали были погружены в кипящий слой катализатора при температуре 520-530oС на 3 часа. Глубина слоя соединений 0,005 мм, глубина диффузионной зоны 0,15 мм. Поверхностная твердость 260 HV10. Результаты соответствуют требованиям чертежа.
Пример 3.
Азотированию были подвергнуты детали типа "опора" регулировочного винта для одного из узлов автомобильного двигателя из стали 45ХН2МФА. Азотирование проводилось по двухступенчатому режиму:
1 ступень: t=520-530oС, атмосфера, состоящая из 70% NН3 и 30% воздуха,
τ =2,0 часа;
2 ступень: t=520-530oС, атмосфера, состоящая из 50% NH3 и 50% воздуха,
τ =2,0 часа.
Глубина слоя соединений 0,05 мм, глубина диффузионной зоны 0,3 мм. Поверхностная твердость 850-900 HV5. Результаты соответствуют требованиям чертежа.
Пример 4.
Азотированию были подвергнуты детали типа "сухарь" для вилок переключения передач автомобиля из стали 40Х. Азотирование проводилось по двухступенчатому режиму:
1 ступень: t= -520-530oС, атмосфера, состоящая из 70% NН3 и 30% воздуха,
τ =2,0 часа;
2 ступень: t=520-530oС, атмосфера, состоящая из 50% NH3 и 50% воздуха,
τ =2,0 часа.
Глубина слоя соединений 0,01 мм, глубина диффузионной зоны 0,25 мм. Поверхностная твердость 450-500 HV5. Результаты соответствуют требованиям чертежа.
II. Метод настоящего изобретения был опробован на установке кипящего слоя "Корунд-А". Диаметр тигля 120 мм, высота насыпного слоя специального катализатора 350 мм, скорость потока 2,2 м3/ч, рабочая температура до 1200oС для деталей, работающих при повышенных температурах в условиях, требующих повышенной жаропрочности и жаростойкости в интервале температур 800-1200oС.
Пример 5.
Азотированию были подвергнуты детали, изготовленные из ниобийсодержащих сплавов ВН-3, ВН-2АЭ, Nb-1% Zr в интервале температур 1000-1200oС в течение 1-3 часов в атмосфере технически чистого азота.
Глубина слоя при 1000oС 0,8 мкм; при 1100oС 1 мкм; при 1200oС 4 мкм; твердость поверхности Hμ=1800-2000 кг/мм2. Предел прочности σв увеличивается на 50%; жаропрочность возрастает на 50-200%.
Пример 6.
Детали, изготовленные из молибденовых сплавов МЛТ, ЦМ-2А, М'Т азотировались при температурах 1000-1200oС в атмосфере NН3. Время процесса 1-6 часов.
Глубина азотированного слоя за один час составила 30-40 мкм; за три часа - 45-50 мкм; за шесть часов - 60-70 мкм. Износостойкость увеличилась в 2 раза, жаропрочность возросла в 2 раза, твердость поверхности Hμ =2000 кг/мм2.
Пример 7.
Детали, изготовленные из сплавов ванадия V-5% Ti и V-(11,5)% Zr азотировались в интервале температур 1000-1200oС в течение 1, 2, 3 ч в атмосфере азота и аммиака, глубина азотированного слоя 2,4; 4,5 и 21 мкм соответственно.
Жаропрочность при этом возросла в 1,5 - 2 раза, твердость поверхности Hμ =1800 кг/мм2. Коррозионная стойкость (за исключением жаростойкости) возрастает в 10 раз в растворах НСl и H2SO4.
Пример 8.
Азотированию (сквозному) были подвергнуты тонкостенные изделия из листовых Ni-содержащих материалов типа ЭП-648 в интервале температур 1100-1200oС в течение 3-5 часов в атмосфере чистого азота с применением активатора технологического процесса. Предел прочности при рабочей температуре увеличился в 2 раза, уровень пластичности не ниже 18-20%, длительная прочность повышается в 2,5-3 раза при соответствующих температурах эксплуатации.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ГАЗОВОГО АЗОТИРОВАНИЯ ИЗДЕЛИЙ ИЗ КОНСТРУКЦИОННЫХ СТАЛЕЙ | 2016 |
|
RU2639755C1 |
| СПОСОБ ГАЗОВОЙ ТЕРМИЧЕСКОЙ И ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ В "КИПЯЩЕМ СЛОЕ" НАНОСТРУКТУРИРОВАННОГО КАТАЛИЗАТОРА | 2009 |
|
RU2402631C1 |
| СПОСОБ ПОЛУЧЕНИЯ АЗОТИРОВАННЫХ ФЕРРОСПЛАВОВ И ЛИГАТУР | 2006 |
|
RU2331691C2 |
| СПОСОБ ВОССТАНОВИТЕЛЬНОЙ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ ЖАРОСТОЙКИХ ХРОМОНИКЕЛЕВЫХ СТАЛЕЙ | 2002 |
|
RU2215794C1 |
| СПОСОБ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ МАТЕРИАЛА НА ОСНОВЕ ПОРОШКОВЫХ СПЛАВОВ ЖЕЛЕЗА И ДЕТАЛЬ СТУПЕНИ ПОГРУЖНОГО ЦЕНТРОБЕЖНОГО НАСОСА | 2002 |
|
RU2230825C2 |
| СПОСОБ ОГНЕВОГО ОБЕЗВРЕЖИВАНИЯ ГАЛОГЕН-, СЕРА-, ФОСФОРСОДЕРЖАЩИХ ОРГАНИЧЕСКИХ ОТХОДОВ | 2000 |
|
RU2180950C1 |
| Индукционное нагревательное устройство | 2020 |
|
RU2759171C1 |
| ГАЗОПОГЛОТИТЕЛЬ | 2007 |
|
RU2354714C1 |
| Способ глубокой очистки металлов | 2021 |
|
RU2776574C1 |
| Устройство для глубокой очистки металлов | 2021 |
|
RU2777064C1 |
Изобретение относится к технологии и оборудованию для газового азотирования в кипящем слое катализатора для низкотемпературной и высокотемпературной упрочняющей обработки поверхностей сталей и сплавов. Задачей изобретения является получение упрочненной поверхности на металлах и сплавах. Предложенный способ включает помещение обрабатываемого изделия в нагреваемый тигель, подачу азотосодержащего газа через газораспределительное устройство, расположенное в донной части тигля, и создание кипящего слоя вокруг обрабатываемого изделия, отвод отходящих газов через канал в крышке тигля и последующее дожигание отходящих газов. В тигель помещают катализатор, а регулирование глубины слоя азотирования осуществляют, изменяя избыточное давление азотсодержащего газа путем диафрагмирования канала в крышке тигля. Температуру азотирования изделий из различных сплавов поддерживают с помощью автоматического управления в пределах 450-1200oС. Техническим результатом изобретения является создание усовершенствованного экологически чистого способа низкотемпературного и высокотемпературного упрочнения поверхности металлических материалов посредством создания усовершенствованной установки для азотирования. 2 с. и 6 з.п. ф-лы, 1 ил.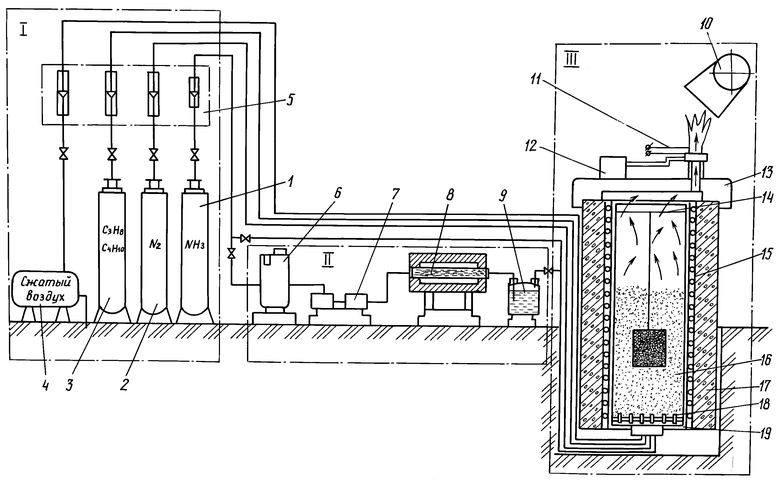
| US 4671496, 09.06.1987 | |||
| US 4569862, 11.02.1986 | |||
| RU 2062256 С1, 20.06.1996 | |||
| СПОСОБ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ | 1998 |
|
RU2132403C1 |
| СПОСОБ АЗОТИРОВАНИЯ В ПСЕВДООЖИЖЕННОМ СЛОЕ | 1992 |
|
RU2005808C1 |
| Способ азотирования титановых сплавов | 1976 |
|
SU560005A1 |
| УСТАНОВКА ДЛЯ АЗОТИРОВАНИЯ ИЗДЕЛИЙ В ВИБРОКИПЯЩЕМ СЛОЕ | 1991 |
|
RU2007497C1 |

