Изобретение относится к области металлургии, а именно к химико-термической обработке, в частности, к комбинированным процессам металлизации с азотированием сталей, и может быть использовано при изготовлении деталей из конструкционных сталей, работающих при высоких температурах в условиях коррозии.
Известен способ газового азотирования в кипящем слое катализатора для низкотемпературной и высокотемпературной упрочняющей обработки поверхностей сталей и сплавов, который заключается в помещении обрабатываемого изделия в нагреваемый тигель, подаче азотосодержащего газа через газораспределительное устройство, расположенное в донной части тигля, и создании кипящего слоя вокруг обрабатываемого изделия, отводе отходящих газов через канал в крышке тигля и последующем дожигании отходящих газов. В тигель помещают катализатор, а регулирование глубины слоя азотирования осуществляют, изменяя избыточное давление азотсодержащего газа путем диафрагмирования канала в крышке тигля. Температуру азотирования изделий из различных сплавов поддерживают с помощью автоматического управления в пределах 450-1200°С (см. патент РФ №2208659, МПК С23С 008/24, С23С 008/30, опубл. 2003 г.). Недостатком данного способа является низкая коррозионная стойкость.
Известен также способ газового азотирования изделий в кипящем слое, включающий помещение обрабатываемого изделия и катализатора в нагреваемый тигель печного блока, подачу азотосодержащего газа через донную часть, создание псевдокипящего слоя вокруг обрабатываемого изделия и отвод отходящих газов через канал в крышке тигля (патент США №4569862, МПК С23С 16/00, опубл. 1986.). Недостатком данного способа является низкая коррозионная стойкость.
Технической задачей, на решение которой направлено изобретение, является повышение коррозионной стойкости при обеспечении достаточной прочности и большей толщины упрочненного слоя.
Поставленная техническая задача решается тем, что в способе газового азотирования изделий из конструкционных сталей, включающем нагрев в печи размещенных в реакторе изделий в азотосодержащей атмосфере, изотермическую выдержку в потоке азотосодержащего газа и последующее охлаждение с печью, при этом нагрев осуществляют в присутствии в объеме реактора специального наполнителя в качестве катализатора для создания вокруг изделий с помощью потока азотосодержащего газа слоя активных частиц, согласно изобретению одновременно проводят процесс диффузионного цинкования, используя в качестве специального наполнителя порошкообразный цинк в смеси с кварцевым песком и создавая вокруг изделий слой активных частиц, состоящий из азото- и цинкосодержащих веществ.
На решение поставленной технической задачи направлено также то, что нагрев, изотермическую выдержку и охлаждение изделий проводят в атмосфере диссоциированного аммиака.
На решение поставленной технической задачи направлено также то, что изотермическую выдержку осуществляют в интервале температур Т=750…850°С.
На решение поставленной технической задачи направленно также то, что порошкообразный цинк и кварцевый песок составляют в наполнителе соотношение 1 к 10.
Решение поставленной технической задачи достигается благодаря тому, что одновременно с процессом азотирования изделий в потоке азотосодержащего газа проводят процесс цинкования, используя в качестве наполнителя порошкообразный цинк в смеси с кварцевым песком. Последний способствует взаимодействию активных азото- и цинкосодержащих веществ с изделиями. При подаче аммиака в качестве азотосодержащего газа в псевдокипящем слое аммиак диссоциирует на смесь ионов азота и водорода и, в свою очередь, восстанавливает цинк и железа из окислов. В результате такого комбинированного процесса на поверхности изделий достигается получение модифицированного упрочненного слоя достаточной прочности и толщины, который благодаря присутствия цинка обладает повышенной коррозионной стойкостью.
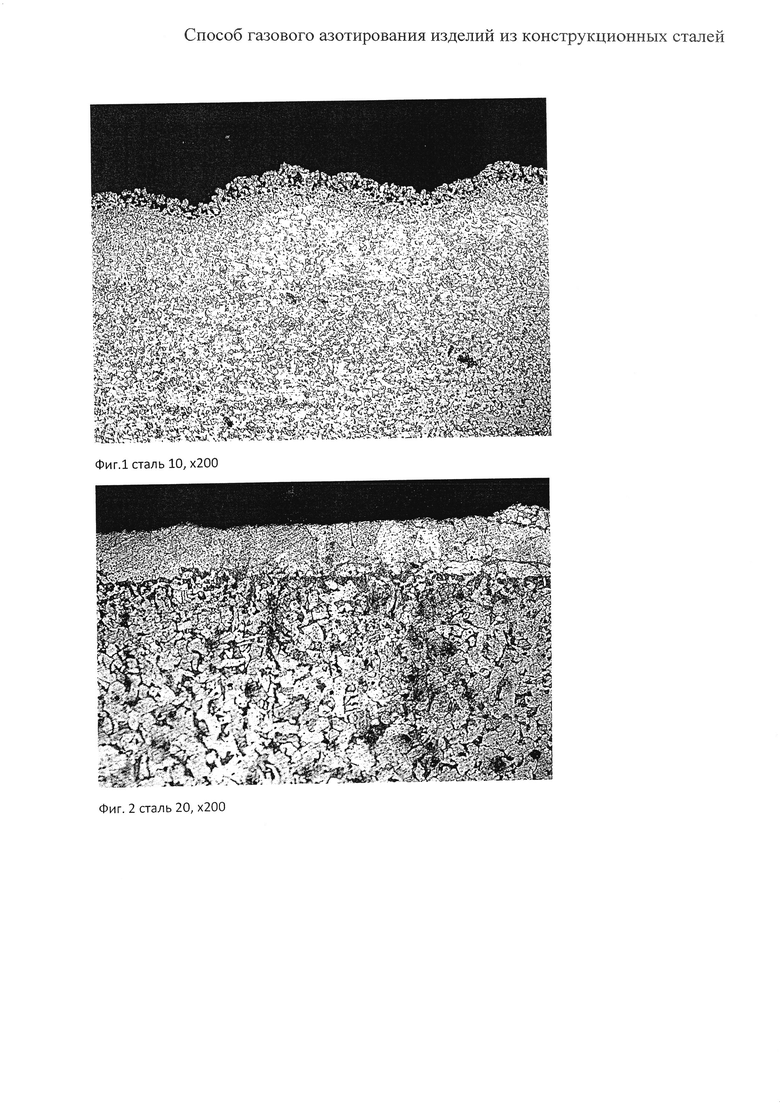
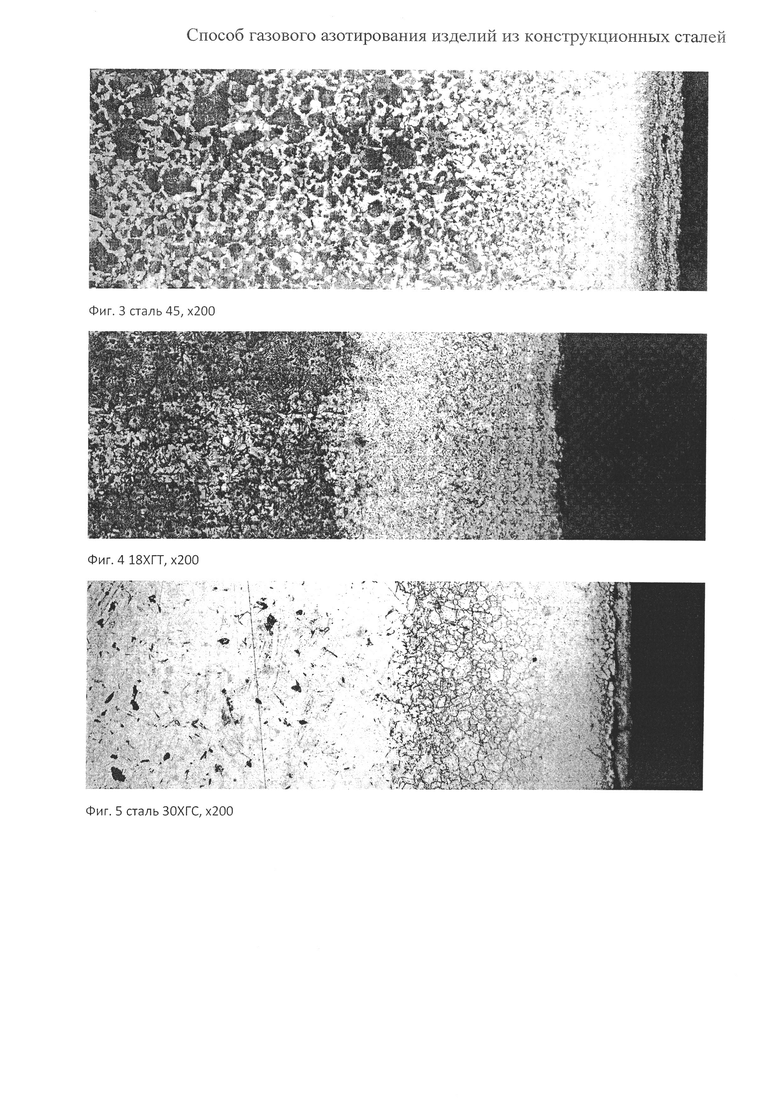
Структуры упрочненных слоев изделий из конструкционных сталей, таких как: стали 20, 35, 45, а также 18ХГТ, 30ХГС, обработанных по заявляемому способу, имеют упрочненные слои толщиной 250-650 мкм, соответственно. Способ газового азотирования изделий из конструкционных сталей поясняется фигурами 1-5, где фигура 1 - сталь 10, фигура 2 - сталь 20, фигура 3 - сталь 45, фигура 4 - сталь 18ХГТ, фигура 5 - сталь 30ХГС соответственно.
Способ газового азотирования изделий из конструкционных сталей заключается в том, что изделия размещают в реакторе, помещая реактор с изделиями в печь. Затем осуществляют изотермическую выдержку изделий в потоке азотосодержащего газа и последующее охлаждение с печью. При этом нагрев изделий осуществляют в присутствии в объеме реактора наполнителя в качестве катализатора для создания вокруг изделий с помощью потока азотосодержащего газа слоя активных частиц. Одновременно с азотированием проводят процесс диффузионного цинкования, для чего в качестве наполнителя используют порошкообразный цинк в смеси с кварцевым песком. При этом вокруг изделий создают слой активных частиц, состоящих из азото- и цинкосодержащих веществ. Причем нагрев, изометрическую выдержку и охлаждения изделий, помещенных в контейнер, проводят в атмосфере диссоциированного аммиака, а изометрическую выдержку осуществляют в интервале температур Т=750…850°С. При этом содержание порошкообразного цинка и кварцевого песка в наполнителе составляет соотношение 1 к 10.
Предлагаемый способ реализуется следующим образом.
1. Детали промывают 1% раствором хлористого цинка в воде для их обезжиривания.
2. В реактор, имеющий форму цилиндра и объемом 15 дм3, помещают порошок цинка и кварцевый песок в соотношении 1 к 10 соответственно.
3. Изделия из конструкционных сталей помещают в реактор и нагревают в печи в атмосфере аммиака до температуры в интервале Т=750…850°С.
4. Далее проводят комбинированный процесс одновременного газового азотирования и диффузионного цинкования в условиях изотермической выдержки при той же температуре Т=750…850°С в течение 5 часов. Имеющиеся оксиды железа, легирующих элементов и цинка способствуют появлению азотоводородной смеси из аммиака, в свою очередь, водородная смесь позволяет восстановить оксиды железа и легирующих элементов, а также цинка, а остаточный аммиак приводит к образованию нитридов железа, легирующих элементов обрабатываемых изделий.
Таким образом, способ газового азотирования изделий представляет собой комбинированный способ собственно азотирования и диффузионного цинкования, который позволяет получить на поверхности изделий из конструкционных сталей модифицированный слой с толщиной 250-650 мкм, за счет протекания процессов в псевдокипящем слое, состоящем из азото- и цинкосодержащих веществ.
Для сравнения заявляемого способа с прототипами были проведены исследования деталей-образцов из сталей 20, 35, 45, а также 18ХГТ, 30ХГС, подвергнутых только газовому азотированию, только диффузионному цинкованию. Осуществимость и преимущества предлагаемого способа могут быть рассмотрены на представленных ниже примерах.
1. Обработка в виде азотирования деталей-образцов из сталей 20, 35, 45, а также 18ХГТ, 30ХГС по способу, изложенному в прототипе. Реактор с деталями-образцами нагревали в среде аммиака до температуры Т=750…850°С, выдерживали 5 часов, затем охлаждали в печи. Толщина и значения твердости упрочненного слоя, а также характеристики коррозионной стойкости указаны в таблице.
2. Обработка деталей-образцов из сталей 20, 35, 45, а также 18ХГТ, 30ХГС по предлагаемому способу. Реактор с деталями-образцами нагревали в печи до температуры Т=750…850°С в атмосфере аммиака, затем проводили насыщение в псевдокипящем слое в течение 5 часов. Толщина и значения твердости упрочненного слоя, а также характеристики коррозионной стойкости указаны в таблице.
3. Для сравнения эффективности процессов с точки зрения повышения коррозионной стойкости была проведена обработка деталей-образцов из сталей 20, 35, 45, а также 18ХГТ, 30ХГС методом только диффузионного цинкования. Реактор с деталями-образцами нагревали до температуры Т=750…850°С, выдерживали 5 часов, затем охлаждали в печи. Толщина и значения твердости упрочненного слоя, а также характеристики коррозионной стойкости указаны в таблице.
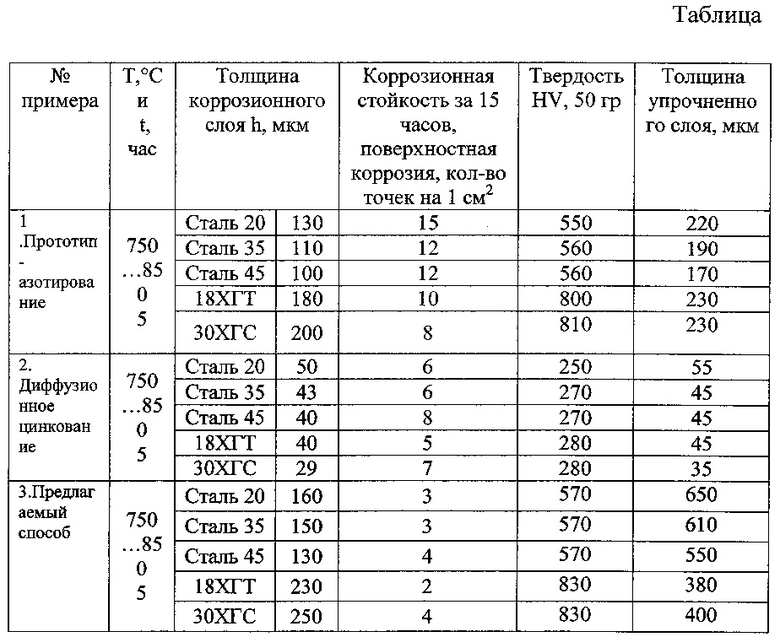
Из таблицы видно, что в прототипе процесс азотирования в псевдокипящем слое показывает наименьшую коррозионную стойкость.
В случае диффузионного цинкования - коррозионная стойкость выше, по сравнению с азотированием в псевдокипящем слое.
Предлагаемый комбинированный способ азотирования, совмещенного с диффузионным цинкованием в псевдокипящем слое, имеет наибольшую коррозионную стойкость.
Толщины упрочненных слоев, получаемые в случае предлагаемого способа, имеют большие значения, чем при азотировании в прототипе и диффузионном цинковании. Значения твердости имеют сравнительно такие же показатели твердости, как в прототипе.
Оценка коррозионной стойкости проводилась путем подсчета количества точек поверхностной коррозии на 1 см2.
Испытание на коррозионную стойкость определяется «коррозией пятен» (см. Стандартизированные методы коррозионных испытаний, Казань 2011, стр. 55).
Из таблицы также видно, что заявляемый способ по сравнению с прототипом и в случае диффузионного цинкования позволяет достигать значительно большей толщины упрочненного слоя на поверхности обрабатываемого материала за сравнимое время обработки.
Можно сделать вывод, что комбинированный способ азотирования изделий из конструкционных сталей, совмещенный с диффузионным цинкованием, позволяет получить на поверхности изделий из конструкционных сталей модифицированные диффузионные слои с увеличенной толщиной коррозионностойкого покрытия по сравнению с известными способами - по прототипу и только при диффузионном цинковании в 2..4 раза, причем без увеличения длительности процессов азотирования и диффузионного цинкования, с получением аналогичных показателей твердости, как в прототипе.
Таким образом, изобретение позволяет повысить коррозионную стойкость и толщину упрочненного слоя при обеспечении достаточной твердости.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИОННОГО АЗОТИРОВАНИЯ ИЗДЕЛИЙ ИЗ КОНСТРУКЦИОННЫХ ЛЕГИРОВАННЫХ СТАЛЕЙ | 2020 |
|
RU2760309C1 |
| СПОСОБ ГАЗОВОГО АЗОТИРОВАНИЯ ИЗДЕЛИЙ В КИПЯЩЕМ СЛОЕ И УСТАНОВКА ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2002 |
|
RU2208659C1 |
| Порошковая смесь для термодиффузионного цинкования изделий из титановых сплавов, способ термодиффузионного цинкования изделий из титановых сплавов | 2017 |
|
RU2651087C1 |
| СОСТАВ КОМПАУНДА ДЛЯ АЗОТИРОВАНИЯ ДЕТАЛЕЙ ИЗ ЛЕГИРОВАННЫХ СТАЛЕЙ | 2020 |
|
RU2737796C1 |
| СПОСОБ ЦИКЛИЧЕСКОГО ГАЗОВОГО АЗОТИРОВАНИЯ ДЕТАЛЕЙ ИЗ КОНСТРУКЦИОННЫХ ЛЕГИРОВАННЫХ СТАЛЕЙ | 2015 |
|
RU2614292C1 |
| СПОСОБ НАНЕСЕНИЯ ТЕРМОДИФФУЗИОННОГО ЦИНКОВОГО ПОКРЫТИЯ НА СТАЛЬНЫЕ ТРУБЫ И СТАЛЬНАЯ ТРУБА С УКАЗАННЫМ ПОКРЫТИЕМ | 2022 |
|
RU2785211C1 |
| СПОСОБ ИОННО-ПЛАЗМЕННОГО ПРЕЦИЗИОННОГО АЗОТИРОВАНИЯ ПОВЕРХНОСТЕЙ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2013 |
|
RU2555692C2 |
| СПОСОБ АЗОТИРОВАНИЯ ДЕТАЛЕЙ ИЗ ЛЕГИРОВАННЫХ СТАЛЕЙ | 2020 |
|
RU2736289C1 |
| СПОСОБ ЦИКЛИЧЕСКОГО ГАЗОВОГО АЗОТИРОВАНИЯ ДЕТАЛЕЙ ИЗ ВЫСОКОЛЕГИРОВАННЫХ СТАЛЕЙ | 2018 |
|
RU2692006C1 |
| СПОСОБ УПРОЧНЕНИЯ КОРПУСА РЕЗЦА ДОРОЖНОЙ ФРЕЗЫ ИЗ КОНСТРУКЦИОННОЙ ЛЕГИРОВАННОЙ СТАЛИ 30ХГС НИТРОЦЕМЕНТАЦИЕЙ | 2024 |
|
RU2834109C1 |
Изобретение относится к области металлургии, а именно к химико-термической обработке, и может быть использовано при изготовлении деталей из конструкционных сталей, работающих в условии коррозии. Способ химико-термической обработки изделий из конструкционных сталей включает нагрев в печи размещенных в реакторе изделий в азотосодержащей атмосфере, изотермическую выдержку в потоке азотосодержащего газа и последующее охлаждение с печью. Нагрев осуществляют в присутствии в объеме реактора наполнителя в качестве катализатора для создания вокруг изделий с помощью потока азотосодержащего газа слоя активных частиц. Одновременно проводят процесс диффузионного цинкования с использованием в качестве наполнителя порошкообразного цинка в смеси с кварцевым песком и с обеспечением вокруг изделий слоя активных частиц, состоящих из азото- и цинкосодержащих веществ. В частных случаях осуществления изобретения нагрев, изотермическую выдержку и охлаждение изделий проводят в атмосфере диссоциированного аммиака. Изотермическую выдержку осуществляют в интервале температур 750…850°C. Порошкообразный цинк и кварцевый песок составляют в наполнителе соотношение 1 к 10. Обеспечивается повышение коррозионной стойкости при обеспечении большей толщины упрочненного слоя и достаточной прочности. 3 з.п. ф-лы, 5 ил., 1 табл.
1. Способ химико-термической обработки изделий из конструкционных сталей, включающий нагрев в печи размещенных в реакторе изделий в азотосодержащей атмосфере, изотермическую выдержку в потоке азотосодержащего газа и последующее охлаждение с печью, при этом нагрев осуществляют в присутствии в объеме реактора наполнителя в качестве катализатора для создания вокруг изделий с помощью потока азотосодержащего газа слоя активных частиц, отличающийся тем, что одновременно проводят процесс диффузионного цинкования с использованием в качестве наполнителя порошкообразного цинка в смеси с кварцевым песком и с обеспечением вокруг изделий слоя активных частиц, состоящих из азото- и цинкосодержащих веществ.
2. Способ по п. 1, отличающийся тем, что нагрев, изотермическую выдержку и охлаждение изделий проводят в атмосфере диссоциированного аммиака.
3. Способ по п. 1, отличающийся тем, что изотермическую выдержку осуществляют в интервале температур 750…850°C.
4. Способ по п. 1, отличающийся тем, что порошкообразный цинк и кварцевый песок составляют в наполнителе соотношение 1 к 10.
| WO 1986007614 A1, 31.12.1986 | |||
| СПОСОБ И СОСТАВ ДЛЯ КАРБОХРОМИРОВАНИЯ СТАЛЬНЫХ ИЗДЕЛИЙ | 2004 |
|
RU2285741C2 |
| СПОСОБ ГАЗОВОГО АЗОТИРОВАНИЯ ИЗДЕЛИЙ В КИПЯЩЕМ СЛОЕ И УСТАНОВКА ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2002 |
|
RU2208659C1 |
| US 4765847 A1, 23.08.1988 | |||
| DE 4443914 A1, 13.06.1996. | |||

