Изобретение относится к способам изготовления изделий из пластиков и может быть использовано при изготовлении длинномерных бипластмассовых труб.
Известен способ изготовления пластмассовой трубы, включающий установку на ее наружном элементе несущего фланца (реализованный в заявке ФРГ 3704142 F 16 L 47/00 на "Часть пластмассовой трубы для фланцевого соединения с другой частью трубы"). Элементы уплотнения такой трубы выполнены на ее торце.
Изготовленная таким способом труба имеет низкие несущую способность и надежность, объясняемые низкими механическими свойствами пластмассы и, вследствие этого, высокой вероятностью повреждения открыто расположенных элементов уплотнения, особенно при транспортировке и монтаже в полевых условиях.
Известен другой способ изготовления трубы, включающий установку на ее армирующем элементе несущего фланца, отбортовку конца внутреннего герметизирующего слоя и закрепление его между несущим и нажимным фланцами и последующую термообработку с замоноличиванием элементов трубы (см. авт. св. СССР 511467 F 16 L 11/08 на "Способ соединения армированного стальным кордом резинового рукава").
Герметизирующий слой получаемой этим способом трубы выполнен из резины, а закрепление его отбортованного конца ведут в замкнутом объеме с последующей вулканизацией.
Изготовленная этим способом труба благодаря армированию и механической защите торца герметизирующего слоя имеет более высокие несущую способность и надежность.
Однако этот способ имеет узкий диапазон использования и неэффективен, например, при изготовлении труб для перекачки нефти с большим содержанием парафина из-за усиленного оседания его на стенках таких труб.
Задачей изобретения является расширение диапазона использования способа.
Для решения этой задачи усовершенствуется способ изготовления трубы, включающий установку на ее армирующем элементе несущего фланца, отбортовку конца внутреннего герметизирующего слоя и закрепление его между несущим и нажимным фланцами и последующую термообработку с замоноличиванием элементов трубы.
Это усовершенствование состоит в том, что в качестве герметизирующего слоя используют полиэтилен, отбортовку конца которого ведут с предварительным нагреванием, затем на его торец или торец нажимного фланца наносят слой сэвилена, закрепляют отбортованный конец полиэтиленового слоя между фланцами и ведут термообработку с замоноличиванием сэвилена с нажимным фланцем и торцем отбортованного конца полиэтиленового слоя.
Термообработка может быть выполнена предварительно разогретым нажимным фланцем.
Использование в качестве герметизирующего слоя полиэтилена с отбортовкой его конца с предварительным нагреванием позволяет получить зафиксированный в отбортованном положении конец герметизирующего слоя после удаления (снятия) технологического приспособления для отбортовки.
Последующее нанесение на торец отбортованного конца полиэтиленового слоя или нажимного фланца слоя сэвилена, закрепление отбортованного конца полиэтиленового слоя между фланцами и проведение термообработки с замоноличиванием сэвилена с нажимным фланцем и торцем отбортованного конца полиэтиленового слоя обеспечивает получение трубы с неразъемной высоконадежной заделкой стыка нажимного фланца с герметизирующим слоем из материала, характеризуемого уменьшенным оседанием на нем парафина. Сохранение при этом свободным (незамоноличенным) стыка несущего фланца с герметизирующим слоем способствует еще большей надежности неразъемной заделки.
Способ изготовления трубы по изобретению обеспечивает расширение диапазона его использования, например он может применяться при значительных температурных колебаниях эксплуатируемых трубопроводов или при изготовлении трубопроводов для перекачки нефти с высоким содержанием парафина.
Выполнение термообработки предварительно разогретым нажимным фланцем обеспечивает упрощение и удешевление способа.
Изобретение поясняется чертежом.
При осуществлении предлагаемого способа изготовления трубы устанавливают на ее армирующем элементе 1 несущий фланец 2, ведут отбортовку конца 3 внутреннего герметизирующего слоя 4 и закрепление отбортованного конца 3 между несущим 2 и нажимным 5 фланцами и последующую термообработку с замоноличиванием элементов трубы.
Способ характеризуется тем, что в качестве герметизирующего слоя 4 используют полиэтилен, отбортовку конца 3 которого ведут с предварительным нагреванием, что обеспечивает получение зафиксированного в отбортованном положении конца герметизирующего слоя после удаления технологического приспособления для отбортовки.
Затем на торец 6 отбортованного конца 3 герметизирующего слоя 4 или торец 7 нажимного фланца 5 наносят слой 8 сэвилена, закрепляют отбортованный конец 3 между фланцами 2 и 5 и ведут термообработку с замоноличиванием слоя 8 сэвилена с нажимным фланцем 5 и торцем 6, что обеспечивает получение неразъемного, высокой надежности, стыка нажимного фланца с полиэтиленовым слоем, характеризуемым уменьшенным, по сравнению с прототипом, оседанием на нем парафина.
В варианте исполнения способа термообработку ведут предварительно разогретым нажимным фланцем 5, чем достигается упрощение и удешевление способа.
Способ изготовления трубы по изобретению имеет расширенный диапазон использования и может применяться, например, при изготовлении трубопроводов для перекачки нефти с высоким содержанием серы и парафина или при значительных температурных колебаниях эксплуатации трубопроводов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЫ | 2001 |
|
RU2208732C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМБИНИРОВАННОЙ ТРУБЫ | 2001 |
|
RU2208735C2 |
| КОМБИНИРОВАННАЯ ТРУБА | 2001 |
|
RU2208734C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЫ | 2001 |
|
RU2203803C2 |
| ТРУБА | 2001 |
|
RU2208733C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИПЛАСТМАССОВЫХ ТРУБ | 2004 |
|
RU2271930C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЫ | 2001 |
|
RU2191313C1 |
| Способ изготовления футерованных термопластом металлических труб | 1976 |
|
SU585997A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМБИНИРОВАННОЙ ТРУБЫ | 1998 |
|
RU2150629C1 |
| ТРУБА ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2364509C2 |
Изобретение относится к области изготовления изделий из пластиков и может быть использовано при изготовлении длинномерных бипластмассовых труб. Способ предусматривает установку на армирующем элементе несущего фланца, отбортовку конца внутреннего герметизирующего слоя и закрепление отбортованного конца между несущим фланцем и нажимным фланцем и последующую термообработку с замоноличиванием элементов трубы. Причем в качестве несущего фланца используют полиэтилен, отбортовку которого ведут с предварительным нагреванием, затем на его торец или торец нажимного фланца наносят слой сэвилена, закрепляют отбортованный конец полиэтиленового слоя между фланцами и ведут термообработку с замоноличиванием сэвилена с нажимным фланцем и торцом отбортованного конца полиэтиленового слоя. Техническим результатом изобретения является расширение диапазона использования. 1 з.п.ф-лы, 1 ил.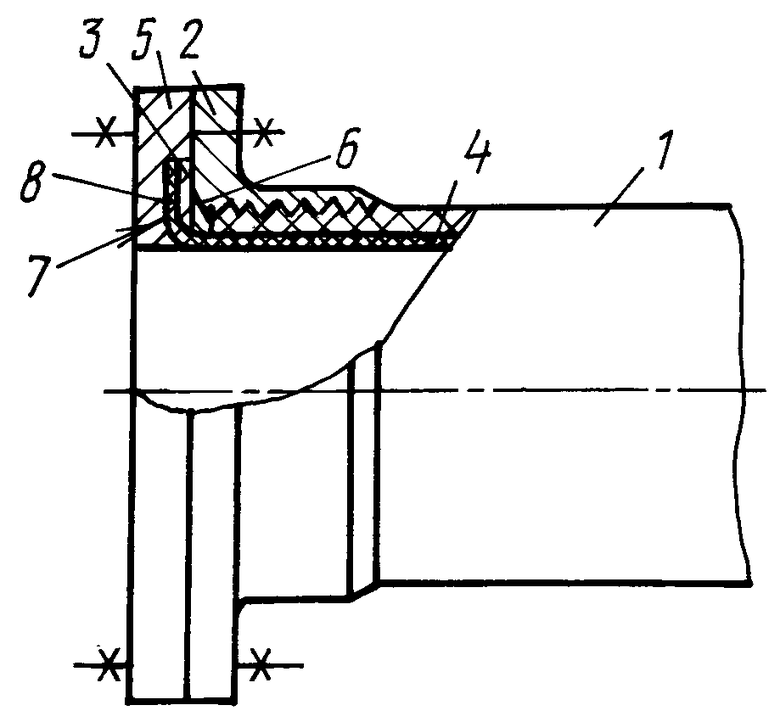
| Способ соединения армированного стальным кордом резинового рукава | 1974 |
|
SU511467A1 |
| ТРУБА | 1995 |
|
RU2095676C1 |
| КОМБИНИРОВАННАЯ ТРУБА ВЫСОКОГО ДАВЛЕНИЯ | 1995 |
|
RU2098709C1 |
| ТРУБА С БУРТИКАМИ НА КОНЦАХ | 1998 |
|
RU2143627C1 |
| Приспособление при двойном обрезном станке типа "Болиндер" для измерения величины подачи в соответствии с изменением толщины обрезаемой доски | 1929 |
|
SU15502A1 |
| ТЕТРА-4-[4'-(4''-МЕТИЛФЕНИЛАЗО)ФЕНОКСИ]ФТАЛОЦИАНИН | 2011 |
|
RU2454418C1 |
