Изобретение относится к способу сварки встык труб из сшитого полиэтилена (труб ПЭ-X) для использования этих труб в промышленном и подземном сооружении трубопроводов.
Трубы из полиэтилена высокой плотности (трубы ВП-ПЭ) характеризуются выдающимися свойствами. В частности, при сооружении трубопровода для газа и воды они приобретают доминирующее значение. Это гибкость, эластичность, устойчивость к коррозии и электроизоляционные свойства, а также возможность их сварки без проблем. Однако вследствие того что такие трубы подвержены образованию поперечных просечек и истиранию, они должны укладываться в землю, не имеющую камней и, возможно, нуждающуюся в песочной засыпке. Часто эта песочная засыпка обходится дороже, чем труба. Поэтому бестраншейная укладка и обновление труб их протяжкой в существующие изношенные трубопроводы экономически невозможно. Вместе с тем эти требования и ограничения в конечном счете определяют стоимость сооружения трубопровода.
Трубы из сшитого полиэтилена (трубы ПЭ-X) даже превосходят свойства труб из полиэтилена высокой плотности (труб ВП-ПЭ), поскольку их устойчивость к высоким температурам достигает +100oС, они устойчивы к абразивным твердым веществам и средам, они сохраняют хорошую прочность в течение долгого периода времени, имеют низкий коэффициент трения, не растрескиваются под воздействием напряжений и не подвержены медленному или быстрому распространению трещин. Эти положительные свойства, особенно относительно высокое сопротивление износу и сохранение прочности труб ПЭ-Х в течение длительного времени, могут быть выгодно использованы в гражданском секторе для газа, воды, сточных вод и кабелей. Устойчивость к просечкам труб ПЭ-Х означает, что отпадает необходимость в трудоемкой и дорогостоящей песочной засыпке и обеспечивается возможность бестраншейной укладки труб с соответствующей глубокой закладкой. Кроме того, это позволяет заново укладывать стальные трубопроводы для питьевой воды и сточных вод, которые протягиваются в гибкую и устойчивую к царапинам трубу ПЭ-X. Это приводит к значительной экономии вследствие упрощения технологии укладки и возможному уменьшению толщины стенки трубы благодаря повышенной прочности труб ПЭ-X.
Однако в производстве систем трубопроводов главной проблемой является технология соединений. Насколько упомянутые ранее свойства труб ПЭ-Х являются целесообразными, настолько отрицательным является невозможность их свариваемости. Межмолекулярная связь способствует утрате термопластичности исходного материала полиэтилена. Это означает, что согласно общепринятому мнению сшитый полиэтилен (ПЭ-X) не способен образовать сам по себе непрерывное сцепление.
Традиционные способы сварки (сплавления) позволяют получить лишь сварные швы неудовлетворительной прочности. Способы сварки, которые отличаются высокой экономичностью при традиционном сооружении полиэтиленового трубопровода, осуществляются с помощью нагревательных элементов для труб диаметром более 110 мм и электросваркой плавлением с использованием сварной втулки (в промышленном сооружении трубопровода также сваркой плавлением сварной втулки с использованием нагревательного элемента), главным образом для меньших диаметров труб.
Кроме электросварки плавлением с использованием сварной втулки, эти способы сварки не могут использоваться для труб из сшитого полиэтилена, поскольку вследствие его молекулярной структуры сшитый полиэтилен (ПЭ-Х) представляет собой термоэластичный материал и под воздействием тепла в диапазоне температур сварки для полиэтилена высокой плотности не только прекращает плавиться, но и просто становится эластомерным.
Начиная с середины 1970 годов, трубы из сшитого полиэтилена (трубы ПЭ-X) диаметром до 63 мм использовались для нужд санитарии и для использования в секторе горячей воды и отопления, а также для газовых трубопроводов под давлением и магистралях для сжатого воздуха. В этих случаях обычно длинные трубы соединяются друг с другом с помощью механических соединительных устройств из латуни или высококачественной стали (периодический журнал специалиста "specialist periodical gwf-Gas-Erdgas, 131, год 1990 издание 10/11, с.477-482).
Недостатком этих решений является высокая стоимость и трудоемкость монтажа, которые увеличиваются с увеличением диаметра трубы. Помимо этого, соединительные устройства нарушают диапазон присущих материалу свойств сшитого полиэтилена. Огромный интерес конструкторов трубопроводов, в частности, в газовой промышленности и водном хозяйстве к использованию выдающихся свойств труб ПЭ-Х привели к исследованию возможных соединений и надежности этих соединений.
Существовало общепринятое мнение, что сварка ПЭ-Х является невозможной. Исследования, которые были предприняты институтами и трубостроительными компаниями в Германии и в других странах, показали, однако, что можно сваривать сшитый полиэтилен с несшитым полиэтиленом. Также было установлено, что ПЭ-Х не может быть сварен с ПЭ-X.
Соединительные устройства, сваренные с использованием нагревательного элемента, между трубопроводами ПЭ-Х и ПЭ-ВП (полиэтилен высокой плотности) достигали коэффициента сварки >0,5 ("Einsatz des Rohrwerkstoffes PE-X in der Gasversorgung" { использование материала труб ПЭ-X для подачи газа], Mitgiiederinformation [информация для членов] , ноябрь 1987, Kunststoffrohrverbandes e. V [Германская ассоциация пластмассовых труб, Бонн). Однако соединение трубы ПЭ-Х/трубы ПЭ-ВП (высокой плотности) не характерно в коммерции. Кроме того, использование сварных муфт для электросварки, выполненных из полиэтилена высокой плотности (ПЭ-ВП), для соединения труб ПЭ-Х успешно прошло испытание. В процессе сварки полиэтилен высокой плотности (ПЭ-ВП) плавится, а ПЭ-Х просто становится эластомерным. Определения прочности показали, что это соединение подходит для сектора подачи газа и воды. Несколько трубопроводов уже работают. ("Der Rohrleitungswerkstoff RE-X; Rohrwerkstoffeigenschaften, Qualitatssicherung und Haupteinsatzgebiete" [материал трубопроводов из ПЭ-X; свойства материала труб, гарантия качества и основные районы использования] из записок и основного доклада для международной конференции по пластмассовым трубам в Вейсбадене 27 и 28 апреля 1998 года и "Entscheidungskriterien bei der Auswahl von Rohrwerkstoffen in der Gasversorgung" [решающие критерии выбора материалов труб для подачи газа], также из упомянутых записок конференции.
Этот способ соединения труб электросваркой приварными фитингами является дорогостоящим, поскольку диаметр труб увеличивается и не подходит для переукладки систем труб, поскольку сварные втулки мешают прохождению при протяжке трубы из ПЭ-Х.
В патентной литературе, DD-WP 139544, описан способ соединения сшитых продуктов (полуфабрикатов), в частности труб из сшитого полиэтилена. Согласно этому источнику соединяющиеся поверхности торцов свариваемых труб нагреваются плоским нагревательным элементом по меньшей мере до 450oС в течение времени нагрева, составляющего 8 секунд и после удаления нагревательного элемента, соединяются под высоким давлением, при этом давление сохраняется до тех пор, пока зона соединения не охладится до температуры окружающего воздуха. Этот способ не был принят в практическом строительстве трубопроводов, поскольку не было получено устойчивой удовлетворительной прочности сварного шва.
Кроме того, в публикации GB-А-2 246318 описывается способ сварки встык для соединения труб, фиттингов, патрубков и тому подобного из полиэтилена средней или высокой плотности, в котором соединяемые концы труб нагреваются до температуры сплавления в сварочном устройстве нагревательным элементом в форме пластины, затем соединяются вместе и остаются в сварочном устройстве до тех пор, пока зона соединения не остынет. При сварке встык труб относительно большого диаметра требуется продолжительный период времени для разогрева концов труб до температуры сплавления. Этот период разогрева должен быть сокращен и, соответственно, необходимо обеспечить экономию времени всего процесса сварки. Для этой цели устройство сварки встык снабжено нагревательным элементом (нагревательной пластиной), который имеет выемки или контурный профиль с обеих сторон, так что перенос теплоты от нагревательного элемента к концам труб улучшается вследствие увеличивающейся таким образом поверхности нагревательного элемента. Профилированные участки могут быть выполнены множеством способов и иметь форму концентрических колец или пирамидальную конструкцию (контур ребристого железа) или могут быть выполнены как радиальные выемки/радиальные зубцы. Подходящая глубина профиля составляет от 1 до 10 мм.
Целью изобретения является создание способа сварки встык труб из сшитого полиэтилена, предпочтительно для диаметров больше 90 мм, который отличается соединением, образующим непрерывный стык, высокой прочностью сварного шва, экономичностью и практичностью.
Изобретение основано на способе сварки встык посредством нагревательного элемента, уже известном для труб с диаметром больше 90 мм. Согласно изобретению торцевые поверхности труб из сшитого полиэтилена (труб ПЭ-X) пространственно сплавляются нагревательным элементом, снабженным радиальными зубцами, температура которого составляет от 420 до 450oС, с периодом времени для разогрева более 60 сек, в зависимости от толщины стенки трубы таким образом, что локальное тепловое расщепление структуры материала сшитого полиэтилена создает увеличенные и зубчатые торцевые поверхности труб, непрерывные плавящиеся слои которых, проходящие все возможные фазы состояния плавления от паровой или газовой фазы до фазы термоэластичности, входят в зацепление друг с другом во время последующего процесса соединения под давлением во время процесса сварки от 0,10 до 0,40 Н/мм2 таким образом, что концы зубцов торцевой поверхности одной трубы входят в контакт с основаниями зубцов торцевой поверхности другой трубы, что фаза плавления этих слоев, которая способна входить в соединение, вызывает эффект смешения расплава посредством турбулентных движений в находящихся в контакте торцевых участках зубцов и образуется пространственно распределенный сварной шов с увеличенной поверхностью сцепления. Давление в процессе сварки сохраняется до тех пор, пока зона соединения не охладится до температуры окружающего воздуха.
Радиальные зубцы нагревательного элемента, имеющего форму пластины, начинаются от периферии нагревательного элемента и сходятся к центральной точке, причем каждое ребро радиального зубца образует равнобедренный треугольник с боковым углом 60o.
В процессе разогрева центральная точка радиальных зубцов и ось трубы должны находиться на одной оси.
Преимуществами, достигаемыми этим изобретением, являются, в частности, то, что, используя предложенный способ сварки встык, можно соединять трубы из сшитого полиэтилена (трубы ПЭ-X) непосредственно друг с другом постоянно и на длительное время, и без вспомогательных средств сварки или дополнительного материала.
Прежде всего, техническое решение согласно изобретению позволяет удешевить использование труб из сшитого ПЭ относительно большого диаметра. Результаты могут быть использованы во всех видах промышленного и подземного сооружения труб.
Пример реализации изобретения представлен на чертежах и описан более подробно ниже.
Посредством сварки встык выполняется соединение между двумя трубами из сшитого полиэтилена размером 110х10 мм.
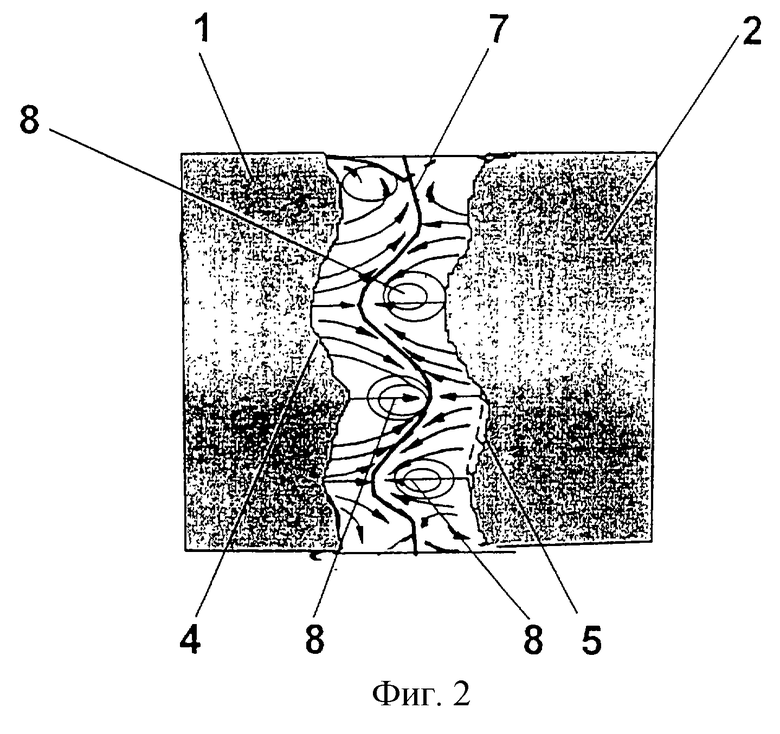
На фиг.1 показано соединение, полученное сваркой встык между трубами 1 и 2 - фрагмент соединения обозначен позицией 3.
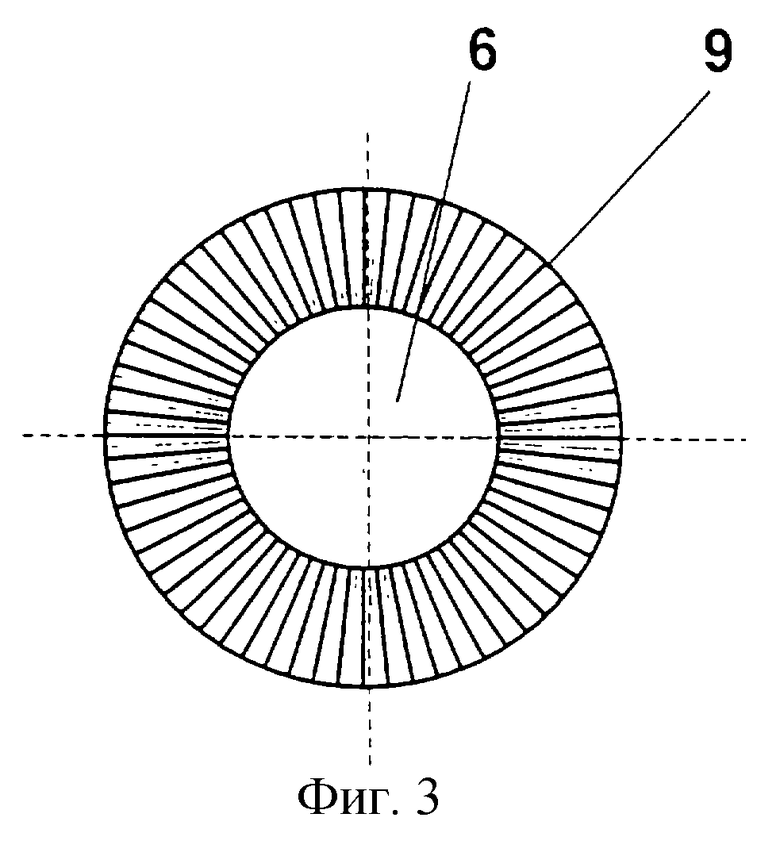
Фиг.2 - увеличенный фрагмент 3 соединения сварным швом согласно фиг.1.
На фиг.3 показана геометрия торцевой поверхности нагревательного элемента, снабженной радиальными зубцами.
Согласно фиг.1 трубы ПЭ-Х 1 и 2 соединяются друг с другом сваркой встык посредством нагревательного элемента. Для этой цели торцевые поверхности 4 и 5 труб ПЭ-Х 1 и 2 плавятся нагревательным элементом 6, снабженным радиальными зубцами, температура которого составляет 435oС, с временем подогрева 180 сек, таким образом, что на торцевых поверхностях 4 и 5 обеих труб получается увеличенная и зубчатая поверхность с непрерывным расплавленным слоем (фиг.2).
В процессе соединения, следующем сразу после удаления нагревательного элемента 6, при давлении во время сварки, равном 0,2 Н/мм2, возникает обратный поток расплава на участке контакта поверхности сцепления 7, что вызывает турбулентные движения смешения 8, а также дополнительное механическое смешивающее действие и увеличение поверхности сцепления.
Давление сварки, составляющее 0,2 Н/мм2, сохраняется до тех пор, пока зона соединения не охладится до температуры окружающего воздуха. После охлаждения сварка встык завершается и между трубами ПЭ-Х образуется единое непрерывное соединение. Полученные коэффициенты сварки составляют 1, и при испытании на длительное воздействие деформации под внутренним гидростатическим давлением согласно стандарту DIN 8075 обнаружено полное соответствие требованиям.
Согласно фиг.3 нагревательный элемент 6 в форме пластины имеет на своих торцевых поверхностях радиальный зубчатый профиль 9, причем зубцы представляют собой в поперечном сечении равнобедренный треугольник с боковым углом 60o и высотой зубца в диапазоне диаметра трубы 110 мм, составляющей 4 мм.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СВАРКИ ПОЛИМЕРНЫХ ТРУБ | 2006 |
|
RU2343331C2 |
| КОМПЛЕКТ СОЕДИНИТЕЛЬНЫХ ДЕТАЛЕЙ ДЛЯ СВАРКИ ТРУБ ИЗ СТРУКТУРИРОВАННОГО ПОЛИЭТИЛЕНА И СПОСОБ СВАРКИ НАГРЕТЫМ ИНСТРУМЕНТОМ ТРУБ ИЗ СТРУКТУРИРОВАННОГО ПОЛИЭТИЛЕНА | 2004 |
|
RU2293656C2 |
| НЕРАЗЪЕМНОЕ СОЕДИНЕНИЕ ТРУБ ИЗ АРМИРОВАННОГО ТЕРМОПЛАСТА И СПОСОБ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2087785C1 |
| ВЫСОКОПРОЧНАЯ СТАЛЬНАЯ ТРУБА, ПОЛУЧЕННАЯ ЭЛЕКТРОСВАРКОЙ МЕТОДОМ СОПРОТИВЛЕНИЯ, И СПОСОБ ЕЁ ИЗГОТОВЛЕНИЯ | 2016 |
|
RU2667943C1 |
| СПОСОБ СВАРКИ ПОЛИМЕРНЫХ ТРУБ | 2008 |
|
RU2396478C1 |
| СПОСОБ СОЕДИНЕНИЯ АРМИРОВАННЫХ ТРУБ ИЗ ТЕРМОПЛАСТОВ И ТРУБЫ, СОЕДИНЕННЫЕ ЭТИМ СПОСОБОМ | 1994 |
|
RU2115057C1 |
| Способ герметизации стыка изолированных труб | 2015 |
|
RU2611112C1 |
| СОЕДИНЕНИЕ ПОЛИМЕРНЫХ АРМИРОВАННЫХ ТРУБ | 2003 |
|
RU2245481C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ КОНТРОЛЯ РЕЖИМА ИЗГОТОВЛЕНИЯ ТРУБЫ, ИЗГОТАВЛИВАЕМОЙ С ПОМОЩЬЮ ЭЛЕКТРОСВАРКИ МЕТОДОМ СОПРОТИВЛЕНИЯ, И СПОСОБ ИЗГОТОВЛЕНИЯ ТАКОЙ ТРУБЫ | 2016 |
|
RU2682511C1 |
| Способ герметизации стыка предварительно изолированных труб (варианты) | 2015 |
|
RU2611219C1 |
Изобретение относится к способу сварки встык труб из сшитого полиэтилена (труб ПЭ-X) для использования этих труб в промышленном и подземном сооружении трубопроводов. В способе сварки торцевые поверхности труб пространственно сплавляют посредством рабочих поверхностей профилированного нагревательного элемента, снабженных радиальными зубцами. Температура нагревательного элемента больше 420, но меньше 450oС. При этом образуются увеличенные зубчатые торцевые поверхности труб, непрерывные плавящиеся слои которых проходят все возможные фазы состояния плавления от паровой или газовой фазы до фазы термоэластичности. Зубчатые поверхности труб входят в зацепление друг с другом во время последующего процесса соединения под давлением от 0,10 до 0,40 Н/мм2 таким образом, что концы зубцов торцевой поверхности одной трубы входят в контакт с основаниями зубцов торцевой поверхности другой трубы. При этом фаза плавления этих слоев вызывает эффект смешения расплава посредством турбулентных движений в находящихся в контакте торцевых участках зубцов с образованием пространственно распределенного сварного шва с увеличенной поверхностью сцепления. Давление в процессе сварки сохраняют до тех пор, пока зона соединения не охладится до температуры окружающего воздуха. Изобретение позволяет сваривать встык трубы из сшитого полиэтилена с образованием непрерывного сварного шва высокой прочности. 1 з.п. ф-лы, 3 ил.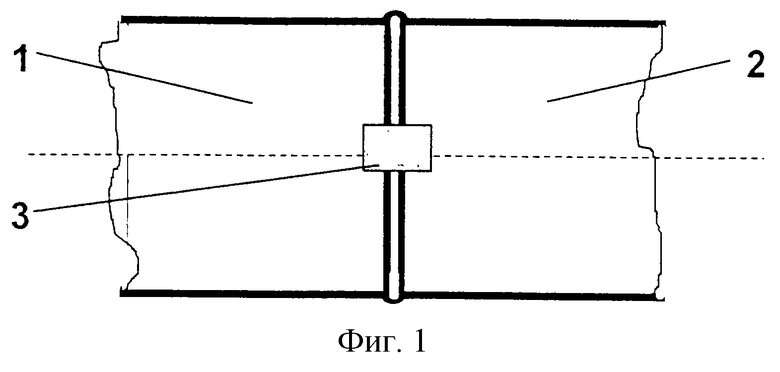
| Способ изготовления биметаллических толстостенных сосудов высокого давления | 1960 |
|
SU139544A1 |
| КОНЪЮГАТЫ PEG-УРИКАЗЫ И ИХ ИСПОЛЬЗОВАНИЕ | 1999 |
|
RU2246318C2 |
| Штамм гриба @ @ ВКПМ @ -326 - продуцент лимонной кислоты | 1986 |
|
SU1315472A1 |
| УПРАВЛЕНИЕ ЦИФРОВОЙ И АНАЛОГОВОЙ МОЩНОСТЬЮ ТЕРМИНАЛА ДОСТУПА OFDMA/CDMA | 2008 |
|
RU2433533C2 |
| Способ контактно-тепловой сварки полимерных материалов | 1982 |
|
SU1063613A1 |

