Изобретение относится к области создания многокомпонентных высокоогнеупорных материалов, а именно к технологии получения защитно-упрочняющих покрытий на изделиях из пористых огнеупорных материалов, и может быть использовано при разработке высокотемпературных агрегатов для таких отраслей промышленности, как теплоэнергетика, металлургия, химическая и нефтехимическая промышленность, авиационная и ракетно-космическая техника и др.
Известен способ получения упрочняющего покрытия на пористых материалах, включающий нанесение на поверхность экзотермического состава, содержащего оксид кремния, алюминий и водный раствор жидкого стекла, сушку и нагрев изделия с инициированием самораспространяющегося высокотемпературного синтеза (СВС-процесса) (патент РФ 2049763, МПК С 04 В 41/87, 23.01.92 г.).
Однако указанный способ не обеспечивает требуемого улучшения эксплуатационных свойств теплоизоляционных огнеупорных и высокоогнеупорных материалов, а именно - необходимое повышение износостойкости и прочности поверхностного слоя легковесных изделий, а также снижение пористости этого слоя.
Известен огнеупорный материал и способ его производства для изготовления огнеупорных изделий, содержащий керамическую алюмосиликатную основу и упрочняющее покрытие, выполненное экзотермическим синтезом из шликерной массы, полученной затворением шихты раствором жидкого стекла (патент РФ 2091352, МПК С 04 В 35/12, 35/66, 111/20, 29.09.96 г.). Высокие эксплуатационные свойства огнеупорных изделий достигнуты тем, что основа окислителя наносимой упрочняющей шликерной массы получена на базе хромсодержащих соединений (оксидов хрома) в сочетании с тетрафторборатом калия. Однако наличие в огнеупорном материале дефицитного, дорогостоящего и очень токсичного оксида хрома приводит к тому, что получаемые изделия имеют высокую стоимость и экологически небезопасны в процессе их подготовки и эксплуатации.
Известны огнеупорный муллитовый материал, изделия на его основе и способ их производства (патент РФ 2101263, МПК С 04 В 35/10, 35/14, 35/16, 35/18 от 10.01.98 г.). Огнеупорный материал содержит синтетическую муллитовую фазу в количестве 60-72%, остальное - свободный кремний (карбид кремния) и корунд.
В способе получения образцов указанного материала исходная шихта содержит диоксид кремния и алюминий, а для приготовления шликерной массы используют водный раствор жидкого стекла, который добавляют в шихту. Причем, в шихту дополнительно вводят карбид кремния. Сформованную и высушенную заготовку нагревают в печи для наступления реакции СВС.
Однако введение в шихту такого дорогостоящего соединения, как карбид кремния, хотя и повышает износостойкость муллитового материала, но не улучшает, а порой и ухудшает другие эксплуатационные свойства изделия, в частности из-за плохого (для ряда рабочих сред) взаимодействия карбида кремния с расплавами металлов и агрессивными жидкостями. В результате наблюдается явление смачиваемости этого соединения с расплавленными металлами, т.е. прилипание расплавленных металлов и сплавов к поверхности покрытия, что приводит, в конечном счете, к существенному ограничению областей применения созданного огнеупорного материала.
Известно многокомпонентное защитно-упрочняющее покрытие и способ его получения, принятые за прототип, содержащее слой экзотермического состава в виде оксида кремния и алюминия, предназначенных для приготовления шихты, а в качестве связующего - водный раствор жидкого стекла с получением шликера, его нанесение на внутреннюю поверхность теплового агрегата, сушку и нагрев до момента инициирования СВС-процесса (патент РФ 2137733, МПК С 04 В 41/87, от 20.09.99 г. ). Для улучшения характеристик покрытия шихта дополнительно содержала модифицирующие добавки в виде глины, бора аморфного и тетрафторбората калия, которые вводились порознь или совместно.
Однако получаемое однослойное покрытие имеет относительно большую пористость поверхностного слоя и недостаточно высокий ресурс работы из-за малой глубины пропитки поверхностного слоя огнеупорного материала. В результате получалось покрытие с относительно невысокими адгезионными характеристиками, что приводило к возможности растрескивания и вымывания поверхностного слоя в процессе длительной эксплуатации и как, следствие, к преждевременному износу покрытия и потере его защитно-упрочняющих свойств. Кроме этого, введение в шихту таких сверх дорогостоящих модифицирующих добавок, как бор аморфный и тетрафторборат калия, не обеспечивало создания условий для достижения необходимой стойкости покрытия против действия ряда неорганических расплавов и других химически активных эрозионно-агрессивных сред.
Задачей изобретения является создание эффективного многослойного многокомпонентного покрытия, которое бы обеспечило многоуровневую эрозионную и тепловую защиту внутренней поверхности высокотемпературного теплового агрегата от воздействия химически активных и эрозионно-агрессивных сред в виде расплавов металлов, кислых и основных шлаков, химически активных жидких и жидко-вязких сред и др.
Решение поставленной задачи и технический результат достигаются тем, что предложенное многокомпонентное защитно-упрочняющее покрытие, содержащее слой экзотермического состава в виде оксида кремния и алюминия, а в качестве связующего водный раствор жидкого стекла, содержит три многокомпонентных, разнородных по составу с различными функциональными свойствами слоя. При этом первый - пропиточный слой выполнен на основе шликера малой вязкости при следующем соотношении входящих в него компонентов, мас.%: оксид кремния - 65-50; алюминий - 28-35; высокоглиноземистый цемент - 7-15 с затворением шихты 5-20%-ным раствором жидкого стекла.
Второй - грунтовочный слой выполнен на основе исходных материалов, способных к возникновению экзотермической реакции, и модифицирующих оксидных добавок, при следующих соотношениях компонентов, мас.%: оксид кремния - 74-42; алюминий - 16-30; окислы железа - 2-3; высокоглиноземистый цемент 8-15; оксидные добавки - 0-15 с затворением шихты 40-60% раствором жидкого стекла в количестве % от массы шихты - 40-90.
Третий - рабочий слой изготовлен на основе исходных материалов, способных к возникновению экзотермической реакции, и мелкодисперсных модифицирующих добавок из тугоплавких оксидных материалов и некислородных соединений по отдельности или в сочетании при следующих соотношениях входящих в них компонентов, мас. %: оксид кремния - 40-47; алюминий - 15-30; зола уноса - 15-3; высокоглиноземистый цемент - 5-15, тугоплавкие оксидные материалы и некислородные соединения - 25-5% с затворением шихты 40-60% раствором жидкого стекла в количестве % от массы шихты - 40-90.
Поставленная задача решается также предлагаемым способом получения многокомпонентного защитно-упрочняющего покрытия, который включает приготовление шихты в виде однослойного экзотермического состава, содержащего оксид кремния и алюминий, а в качестве связующего - водный раствор жидкого стекла с получением шликера, его нанесение на внутреннюю поверхность теплового агрегата, сушку и низкотемпературный обжиг путем нагрева агрегата до момента инициирования СВС-процесса. При этом на поверхность футеровки теплового агрегата последовательно наносят три многокомпонентных, разнородных по составу и с различными функциональными свойствами слоя. При этом первый - пропиточный слой наносят на футеровку с помощью шликера малой вязкости при следующем соотношении входящих в него компонентов, мас.%:
Оксид кремния - 65-50
Алюминий - 28-35
Высокоглиноземистый цемент - 7-15
а шихту затворяют 5-20%-ным раствором жидкого стекла.
Второй - грунтовочный слой формируют с помощью исходных материалов, способных к возникновению экзотермической реакции, и модифицирующих оксидных добавок при следующем соотношении компонентов, мас.%:
Оксид кремния - 74-42
Алюминий - 16-30
Окислы железа - 2-3
Высокоглиноземистый цемент - 8-15
Оксидные добавки - 0-15
а шихту затворяют 40-60% раствором жидкого стекла в количестве % от массы шихты 40-90.
Третий - рабочий слой формируют с помощью исходных материалов, способных к возникновению экзотермической реакции, и мелкодисперсных, модифицирующих добавок из тугоплавких оксидных материалов и некислородных соединений по отдельности или в сочетании при следующих соотношениях компонентов, мас.%:
Оксид кремния - 40-47
Алюминий - 15-30
Зола уноса - 15-3
Высокоглиноземистый цемент - 5-15
Тугоплавкие оксидные материалы и некислородные соединения - 25-5
а шихту затворяют 40-60% раствором жидкого стекла в количестве % от массы шихты 40-90.
Согласно предлагаемому способу, пропиточный слой наносят на поверхность футеровки теплового агрегата в 2-3 приема со временем сушки между приемами 0,5-1 ч. При этом в процессе каждого приема осуществляют многократную (3-6 раз) пропитку поверхности с помощью высоконапорных воздушно-распылительных устройств и/или при повышенном избыточном давлении, например 0,05-0,1 МПа, создаваемом с помощью сжатого воздуха, который подводят во внутреннюю полость теплового агрегата.
Грунтовочный слой наносят в три-четыре прохода с выдержкой во времени при естественной сушке между проходами 0,5-2 ч, а рабочий слой наносят в три - пять проходов до образования слоя толщиной 1-2 мм с выдержкой во времени при естественной сушке между проходами 0,5-2 ч.
После нанесения многослойного многокомпонентного покрытия проводят его сушку при температуре 30-60oС в течение 1-2 сут.
В предлагаемом способе после сушки покрытия проводят низкотемпературный обжиг по заданному графику нагрева, предусматривающего повышение температуры до 900-1000oС в течение 5-7 ч с темпом нагрева, не превышающим 5-6o/мин. Заданный график включает, по крайней мере, шесть участков нагрева и выдержки достигнутой температуры во времени. Причем на первых двух участках плавно повышают температуру до 110-130oС с темпом нагрева 1-2o/мин и выдержкой достигнутой температуры в течение 30-60 мин. На третьем и четвертом участках температуру повышают до 450-550oС с темпом нагрева 3-5o/мин и выдержкой достигнутой температуры в течение 30-60 мин. На пятом участке увеличивают темп нагрева до 5-6o/мин и после завершения реакции СВС доводят температуру кладки теплового агрегата до температуры 900-1000oС. На шестом участке эту температуру выдерживают в течение 30-60 мин.
Особенность предлагаемого способа также состоит в том, что во внутреннюю полость теплового агрегата в преддверии СВС-процесса, который характеризуется температурой поверхности покрытия, на 20-30oС меньшей, чем среднестатистическая температура начала инициирования, вводят с малым 10-20 м3/ч объемным расходом защитную среду, регистрируют последующий темп нагрева и при достижении среднестатистической температуры инициирования СВС-процесса увеличивают объемный расход защитной среды до 60-100 м3/ч.
Экспериментальные исследования, проведенные в процессе разработки предлагаемого изобретения, показали, что создание защитно-упрочняющего покрытия в виде трех многокомпонентных, разнородных по составу с различными функциональными свойствами слоев, наиболее оптимально решает поставленную задачу обеспечения многоуровневой защиты тепловых агрегатов от воздействия химически активных и эрозионно-агрессивных сред.
Все три разработанных слоя - пропиточный, грунтовочный и рабочий имеют в своей основе исходные материалы, способные к возникновению экзотермической реакции и проведению СВС-процесса. Кроме этого, для получения покрытия с высокими эксплуатационными характеристиками путем улучшения его физико-механических свойств в каждые из указанных слоев введены специальные модифицирующие добавки с различным сочетанием входящих в них компонентов.
Основное назначение первого - пропиточного слоя состоит в том, чтобы максимально увеличить глубину проникновения СВС-компонентов и уменьшить пористость поверхностного слоя материала-основы. Это особенно важно для высокопористых легковесных и ультралегковесных материалов, пористость которых может составлять до 80-90% в то время, как пористость, например, плотных материалов составляет всего 20-30%. Необходимо снизить эту пористость до 15-20% путем заполнения поверхностного слоя основы на максимальную глубину шликером малой вязкости (сильно разбавленным шликером с кинематической вязкостью на уровне 40-100 сантистоксов). Исходными материалами для подготовки такого шликера являются оксид кремния и алюминий, которые подбирают в соотношениях, достаточных для возникновения экзотермической реакции. Приготовление шликера осуществляют путем смешивания шихты, содержащей оксид кремния (при массовом соотношении 65-50%), алюминий (28-35%) и модифицирующие добавки (7-15%) с затворенном шихты 5-20%-ным раствором жидкого стекла.
При этом характерной особенностью подготовки шликера является введение в его состав в качестве модифицирующей добавки высокоглиноземистого цемента (при массовом соотношении к первым двум компонентам в 7-15%), который содержит 70-85% оксида алюминия. Это способствует предохранению поверхностного слоя от растрескивания и улучшению адгезионных и прочностных характеристик материала-основы теплового агрегата при его длительной эксплуатации.
Приготовленный шликер наносят на поверхность футеровки теплового агрегата в 2-3 приема со временем сушки между приемами 0,5-1 ч. Так как глубина пропитки существенно сказывается на прочностных свойствах поверхностного слоя футеровки необходимо стремиться к максимальной глубине пропитки. Для этой цели в течение каждого приема осуществляют многократную (3-6 раз) пропитку поверхностного слоя с помощью высоконапорных воздушно-распылительных устройств и/или при повышенном избыточном давлении, например 0,05-0,1 МПа, создаваемом с помощью сжатого воздуха, который подводят во внутреннюю полость теплового агрегата. В результате выполнения указанных операций можно достигнуть глубины пропитки до 5-10 мм для легковесных и ультралегковесных материалов и до 0,2-0,3 мм - для плотных огнеупорных материалов.
После нанесения и сушки пропиточного слоя на поверхности огнеупора формируют второй - грунтовочный слой. Для определенных областей применения (для большого класса нагревательных печей, котлов, горелочных камней, газоходов, дымовых и жаровых труб и др.) этот слой может стать и основным - рабочим слоем с необходимыми защитно-упрочняющими функциями, придающими покрытию повышенные прочность, износостойкость и эрозионную стойкость, а также высокие адгезионные свойства. В большинстве случаев, когда нет необходимости обеспечивать защиту поверхностного слоя футеровки от действия расплавленных металлов и шлаков, а также химически активных эррозионно-агрессивных сред, оказывается вполне достаточным применение двухслойного покрытия. В частности, двухслойные покрытия, как показали проведенные исследования, обладают повышенной устойчивостью против действия высокоскоростных высокотемпературных двухфазных (газопылевых) сред и вследствие этого могут применяться для эффективной защиты футеровок указанных тепловых агрегатов, горелочных камней, жаровых труб и др.
Второй - грунтовочный слой так же, как и первый - пропиточный слой формируется на основе исходных материалов, способных к возникновению экзотермической реакции. Отличие состоит как в массовом соотношении компонентов, входящих в состав слоя, так и введением в него дополнительных ингредиентов. Так, в состав грунтовочного слоя вводят 74-42 маc.% оксида кремния, 16-30% алюминия, 8-15% высокоглиноземистого цемента и дополнительно 2-18% модифицирующих оксидных добавок.
В целях снижения процентного содержания относительно дорогостоящего мелкодисперсного алюминиевого порошка в шихту добавляют 2-3% окислов железа. Кроме этого, в состав шихты в случае необходимости дополнительно вводят высокоогнеупорные оксидные добавки: α-оксид алюминия (корунд), стабилизированная двуокись циркония, оксид бериллия и др. в количестве 0-15% по отношению к остальным ранее упомянутым компонентам.
Как показали многочисленные испытания в реальных условиях эксплуатации различных тепловых агрегатов (электрических и газовых нагревательных печей, котлов, жаровых труб, горелочных камней, газоходов и др.), использование грунтовочного слоя с указанными ингредиентами существенно улучшает такие важные эксплуатационные свойства, как адгезия, износостойкость, эрозионная стойкость и др. В частности, на котлах и нагревательных печах было получено существенное в 2-4 раза увеличение ресурса работы кладки или в 2,5 и более раз быстроизнашиваемых элементов конструкции (горелочных камней, сопел, жаровых труб).
В ряде случаев для придания покрытию специальных свойств, например, стойкости против действия расплавленных металлов, сплавов и шлаков вводят высокоогнеупорные оксидные добавки. Так, с целью повышения ресурса работы ковшей, изложниц, желобов, запорно-регулирующих устройств при разливе высоколегированных сталей использовалась модифицирующая добавка в виде стабилизированной двуокиси циркония в % соотношении 8-12 к основным ранее указанным ингредиентам грунтовочного слоя. Проведенные испытания подтвердили существенное (в 2,5 и более раз) увеличение ресурса указанных элементов конструкций разливочных устройств.
Шликер для грунтовочного слоя приготавливают путем тщательного перемешивания шихты с 40-60% раствором жидкого стекла в количестве % от массы шихты 40-90.
Грунтовочный слой наносят на первый - пропиточный слой в три-четыре прохода с выдержкой во времени при естественной сушке между проходами 0,5-2 ч.
На подготовленное двухслойное покрытие наносят третий - рабочий слой, также экзотермического состава, но при следующих соотношениях входящих в него компонентов, мас.%: оксид кремния 40-47%, алюминий 15-30%, зола уноса 15-3%, высокоглиноземистый цемент 5-15% и мелкодисперсные модифицирующие добавки из тугоплавких оксидных материалов и некислородных соединений 25-5%. Как видно, этот состав включает 75-95% исходных материалов, способных к возникновению экзотермической реакции, а 25-5% составляют дополнительно вводимые по отдельности или в сочетании мелкодисперсные модифицирующие добавки в виде тугоплавких оксидных материалов и некислородных соединений типа боридов (например, TiB2 и ZiB2), силицидов (MoSi2 и ZrSi), нитридов (BN, TiN и Si3N4), карбидов (TiC и SiC) и др. Эти модифицирующие добавки являются химически-стойкими во многих агрессивных средах, существенно улучшая физико-механические и теплофизические характеристики получаемого покрытия.
Так как перечисленные модифицирующие добавки, в основном, получают синтетическим путем, то они являются чрезвычайно дорогим материалом. В связи с этим, для каждого конкретного случая создания многослойного покрытия очень скрупулезно подбирают тот или иной тип тугоплавкого оксидного материала или некислородного соединения, выбирая затем наиболее рациональное соотношение компонентов с точки зрения эффективности их действия и стоимости.
Пример 1. Предложено использовать в качестве модифицирующей добавки для третьего слоя покрытия мелкодисперсный нитрид бора, который обеспечивает эффективную защиту тиглей, желобов, разливочных устройств и др. от действия ряда расплавленных металлов и шлаков. Проведенные исследования показали, что рабочий слой с нитридом бора в количестве 8-15% по массе от других компонентов надежно защищает футеровку от воздействия расплавов медно-никелевых сплавов при температурах до 1300oС, а также высоколегированных сплавов на основе железа при температурах до 1500oС. При этом срок службы футеровки теплового агрегата с указанным покрытием повышается в 2-3 раза.
Пример 2. Для сталеразливочных и запорно-регулирующих устройств предложено использовать в качестве модифицирующих добавок соединения нитрида бора в комплексе с боридом титана (BN+TiB2) в количестве BN - 12% и TiB2 - 8%. При этом удалось повысить ресурс работы указанных устройств в 3 и более раз.
Третий - рабочий слой наносят в три-пять проходов до образования слоя толщиной 1-2 мм с выдержкой во времени при естественной сушке между проходами 0,5-2 ч.
После того, как проведены все вышеуказанные технологические операции по нанесению многослойного многокомпонентного покрытия, необходимо несколько сут (двое-трое) естественной сушки всей кладки теплового агрегата при нормальной комнатной температуре. Процесс сушки можно несколько убыстрить до 1-2 сут, доведя температуру сушки до 30-60oС.
После сушки многослойного покрытия приступают к его низкотемпературному обжигу, что достигается путем плавного прогрева теплового агрегата до момента инициирования СВС-процесса. Обычно такой обжиг проводят по заданному графику нагрева теплового агрегата до температуры 900-1000oС в течение 5-7 ч с темпом нагрева, не превышающим 5-6o/мин. Предложено использовать заданный график низкотемпературного обжига с, по крайней мере, шестью участками нагрева и выдержкой во времени.
Как видно из графика, приведенного на чертеже, на 1-м участке с целью полного удаления из материала покрытия свободной (несвязанной) воды плавно повышают температуру до 110-130oС с темпом нагрева 1-2o/мин.
На 2-м участке достигнутую температуру на уровне 110-130oС выдерживают в течение 30-60 мин.
На 3-м участке с целью постепенного удаления из материала покрытия связанной (молекулярной) воды плавно повышают температуру со 110-130oС до 450-550oС с темпом нагрева 3-5o/мин.
На 4-м участке достигнутую температуру на уровне 450-550oС выдерживают в течение 30-60 мин до полного удаления связанной воды.
На 5-м участке продолжают режим плавного повышения температуры с темпом нагрева 5-6o/мин до достижения среднестатистической температуры инициирования и после завершения СВС-процесса продолжают с тем же темпом нагрева повышать температуру до 900-1000oС.
На 6-м участке достигнутую температуру на уровне 900-1000oС выдерживают в течение 30-60 мин.
Нагрев теплового агрегата после удаления молекулярной воды осуществляют с темпом нагрева, не превышающим 5-6o/мин, с учетом того обстоятельства, что для инициирования СВС-процесса необходимо достичь определенной температуры, которая обеспечивает возникновение экзотермической реакции. Конкретное значение температуры инициирования СВС-процесса зависит от материала основы, состава и соотношений компонентов, образующих покрытие. В предлагаемом изобретении значения среднестатистической температуры инициирования СВС-процесса находятся в диапазоне температур 720-860oС. Следует также отметить то обстоятельство, что в ряде случаев некоторые, входящие в состав многослойного многокомпонентного покрытия тугоплавкие модифицирующие добавки, при возникновении СВС-процесса могут окисляться и разлагаться в присутствии кислорода (воздуха). В результате этого наблюдается заметное снижение эффективности защиты свойств третьего рабочего слоя покрытия. Этого недостатка можно избежать, если в преддверии СВС-процесса ввести во внутреннюю полость теплового агрегата защитную (например, инертную - азот, аргон или восстановительную - окись углерода) среду. Подверженные окислению модифицирующие добавки в такой среде обычно не окисляются и не разлагаются, так как температура начала их окисления в этих средах увеличивается до 2000-2500oС.
Особенность разработанного технологического процесса состоит в том, что ввод защитной среды осуществляется в два этапа. Причем, на первом этапе защитную среду вводят с малым 10-20 м3/ч объемным расходом в предверии СВС-процесса, который характеризуется температурой поверхности покрытия, на 20-30oС меньшей, чем среднестатистическая температура начала инициирования. На втором этапе непрерывно регистрируют последующий темп нагрева и при достижении среднестатистической температуры инициирования СВС-процесса увеличивают объемный расход вводимой защитной среды до 60-100 м3/ч.
Разработанные многослойные многокомпонентные покрытия прошли комплексные испытания в реальных условиях эксплуатации, где они использовались для защиты футеровок конструкций высокотемпературных тепловых агрегатов, а также отдельных быстроизнашиваемых устройств и элементов от воздействия высокоскоростных, высокотемпературных тепловых потоков (в том числе, газопылевых), расплавленных металлов, сплавов, шлаков и других химически активных и эрозионно-агрессивных сред. В частности, покрытия подтвердили свою высокую эрозионную, коррозионную и тепловую стойкость в котлах, нагревательных печах, реакторах, а также в различных видах разливочных устройств при выплавке алюминия, медных сплавов и высоколегированных сталей и сплавов.
Проведенные многочисленные испытания показали, что разработанные, согласно изобретению, многослойные многокомпонентные защитно-упрочняющие покрытия существенно увеличивают ресурс работы огнеупорных материалов широкого применения, значительно повышают эксплуатационные и теплофизические характеристики тепловых агрегатов в условиях воздействия химически активных и эрозионно-агрессивных сред.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ХОЛОДНОГО ГАЗОДИНАМИЧЕСКОГО НАНЕСЕНИЯ ПОКРЫТИЙ И ПОЛУЧЕНИЯ НОВЫХ МАТЕРИАЛОВ | 2002 |
|
RU2235149C1 |
| ОГНЕУПОРНЫЙ ВСПЕНЕННЫЙ УГЛЕРОДСОДЕРЖАЩИЙ МАТЕРИАЛ | 2003 |
|
RU2263648C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОГНЕУПОРНОГО ТИГЛЯ | 2003 |
|
RU2246670C1 |
| СЫРЬЕВАЯ СМЕСЬ ДЛЯ ПОЛУЧЕНИЯ ПОРИСТОГО, ОГНЕУПОРНОГО, ТЕПЛОИЗОЛЯЦИОННОГО МАТЕРИАЛА | 2008 |
|
RU2387623C2 |
| ШИХТА ДЛЯ ПОЛУЧЕНИЯ БЕЗУСАДОЧНОГО, ПОРИСТОГО, ОГНЕУПОРНОГО ТЕПЛОИЗОЛЯЦИОННОГО МАТЕРИАЛА | 2010 |
|
RU2442761C1 |
| ТЕПЛОИЗОЛЯЦИОННЫЙ ВСПЕНЕННЫЙ УГЛЕРОДСОДЕРЖАЩИЙ МАТЕРИАЛ | 2003 |
|
RU2263647C2 |
| ОГНЕУПОРНАЯ СМЕСЬ И СПОСОБ ЕЕ ЗАТВОРЕНИЯ | 2002 |
|
RU2211200C1 |
| МУЛЛИТОВЫЙ МАТЕРИАЛ ДЛЯ ПРОИЗВОДСТВА ОГНЕУПОРНЫХ ИЗДЕЛИЙ, СПОСОБ ИЗГОТОВЛЕНИЯ МУЛЛИТОВОГО МАТЕРИАЛА ДЛЯ ПРОИЗВОДСТВА ОГНЕУПОРНЫХ ИЗДЕЛИЙ И ОГНЕУПОРНОЕ СЛОИСТОЕ ИЗДЕЛИЕ | 1996 |
|
RU2101263C1 |
| ПОРИСТЫЙ ОГНЕУПОРНЫЙ МУЛЛИТОВЫЙ МАТЕРИАЛ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2001 |
|
RU2182569C1 |
| ЗАЩИТНО-УПРОЧНЯЮЩЕЕ ПОКРЫТИЕ ОГНЕУПОРНЫХ ФУТЕРОВОК ТЕПЛОВЫХ АГРЕГАТОВ | 2012 |
|
RU2492019C1 |
Изобретение относится к созданию высокоогнеупорных материалов, а именно к технологии получения многокомпонентных покрытий для многоуровневой защиты футеровок конструкций, отдельных устройств и элементов в металлургических печах, химических реакторах и др. Обеспечение эрозионной и тепловой защиты достигается созданием на его поверхности покрытия, содержащего три многокомпонентных слоя. При этом каждый слой выполняется на основе материалов, способных к возникновению и проведению СВС-процесса. Для получения в каждый из указанных слоев вводятся модифицирующие добавки из оксидных, тугоплавких оксидных материалов и/или некислородных соединений. Каждый из слоев наносят в несколько проходов, причем пропитку первого слоя осуществляют многократно с помощью высоконапорных воздушно-распылительных устройств и/или при повышенном избыточном давлении. После сушки многослойного покрытия проводят низкотемпературный обжиг и по достижении температуры покрытия, на 20-300С меньшей температуры начала инициирования СВС-процесса, вводят защитную среду. Предлагаемые покрытия существенно увеличивают ресурс работы огнеупорных материалов, повышают эксплуатационные и теплофизические характеристики тепловых агрегатов в условиях воздействия химически активных и эрозионно-агрессивных сред. 2 с. и 14 з.п. ф-лы, 1 ил.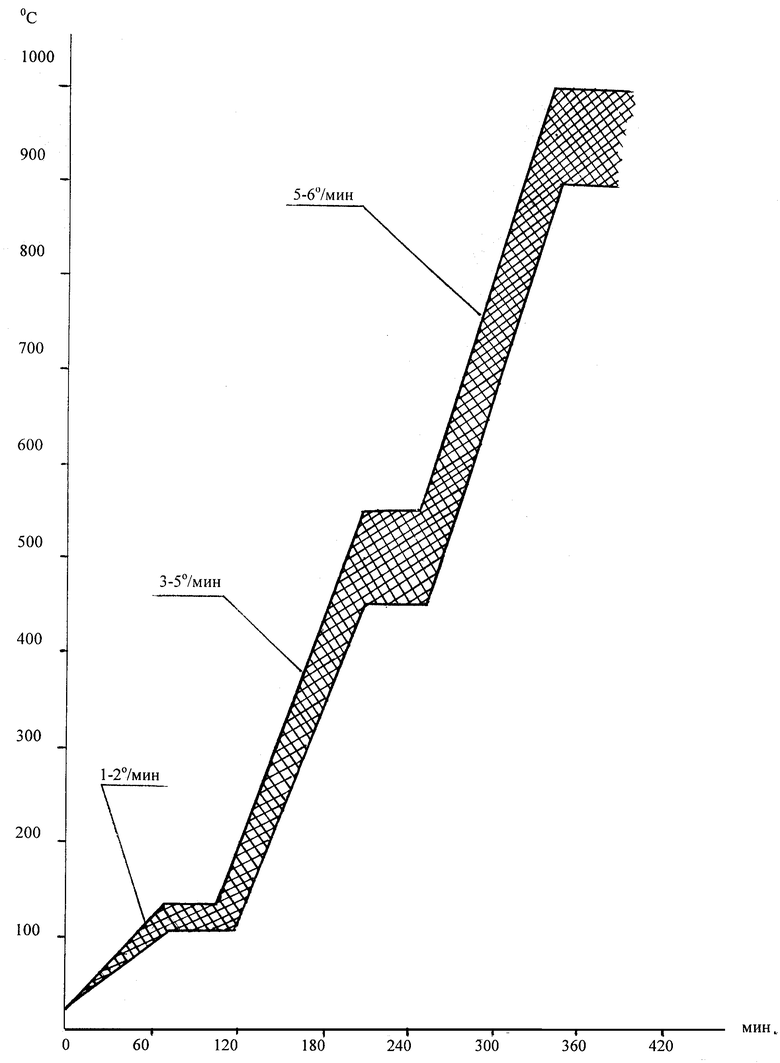
Оксид кремния - 65-50
Алюминий - 28-35
Высокоглиноземистый цемент - 7-15
с затворением шихты 5-20%-ным раствором жидкого стекла, второй - грунтовочный слой - выполнен из шихты экзотермического состава с дополнительным содержанием окислов железа, высокоглиноземистого цемента и модифицирующих оксидных добавок при следующих соотношениях компонентов, мас.%:
Оксид кремния - 74-42
Алюминий - 16-30
Окислы железа - 2-3
Высокоглиноземистый цемент - 8-15
Оксидные добавки - 0-15
с затворением шихты 40-60% раствором жидкого стекла в количестве 40-90% от массы шихты, третий - рабочий слой - выполнен из шихты экзотермического состава с дополнительным содержанием высокоглиноземистого цемента, золы уноса и мелкодисперсных модифицирующих добавок из тугоплавких оксидных материалов и/или некислородных соединений при следующих соотношениях компонентов, маc.%:
Оксид кремния - 40-47
Алюминий - 15-30
Зола уноса - 15-3
Высокоглиноземистый цемент - 5-15
Тугоплавкие оксидные материалы и/или некислородные соединения - 25-5
с затворением шихты 40-60%-ным раствором жидкого стекла в количестве 40-90% от массы шихты.
Оксид кремния - 65-50
Алюминий - 28-35
Высокоглиноземистый цемент - 7-15
а шихту затворяют 5-20%-ным раствором жидкого стекла, второй - грунтовочный слой - формируют из шихты экзотермического состава с дополнительным содержанием окислов железа, высокоглиноземистого цемента и модифицирующих оксидных добавок при следующем соотношении компонентов, мас.%:
Оксид кремния - 74-42
Алюминий - 16-30
Окислы железа - 2-3
Высокоглиноземистый цемент - 8-15
Оксидные добавки - 0-15
а шихту затворяют 40-60%-ным раствором жидкого стекла в количестве 40-90% от массы шихты, третий - рабочий слой - формируют из шихты экзотермического состава с дополнительным содержанием высокоглиноземистого цемента, золы уноса и мелкодисперсных модифицирующих добавок из тугоплавких оксидных материалов и/или некислородных соединений при следующих соотношениях компонентов, мас.%:
Оксид кремния - 40-47
Алюминий - 15-30
Зола уноса - 15-3
Высокоглиноземистый цемент - 5-15
Тугоплавкие оксидные материалы и некислородные соединения - 25-5
а шихту затворяют 40-60%-ным раствором жидкого стекла в количестве 40-90% от массы шихты, после сушки многослойного многокомпонентного покрытия проводят низкотемпературный обжиг и при температуре покрытия на 20-30oС меньшей, чем среднестатистическая температура начала инициирования СВС-процесса, вводят защитную-инертную или восстановительную среду.
| СПОСОБ ПОЛУЧЕНИЯ УПРОЧНЯЮЩЕГО ПОКРЫТИЯ НА ОГНЕУПОРНЫХ МАТЕРИАЛАХ | 1997 |
|
RU2137733C1 |
| МУЛЛИТОВЫЙ МАТЕРИАЛ ДЛЯ ПРОИЗВОДСТВА ОГНЕУПОРНЫХ ИЗДЕЛИЙ, СПОСОБ ИЗГОТОВЛЕНИЯ МУЛЛИТОВОГО МАТЕРИАЛА ДЛЯ ПРОИЗВОДСТВА ОГНЕУПОРНЫХ ИЗДЕЛИЙ И ОГНЕУПОРНОЕ СЛОИСТОЕ ИЗДЕЛИЕ | 1996 |
|
RU2101263C1 |
| СПОСОБ ПОЛУЧЕНИЯ УПРОЧНЯЮЩЕГО ПОКРЫТИЯ НА ПОРИСТЫХ МАТЕРИАЛАХ | 1992 |
|
RU2049763C1 |
| RU 3473987 A, 21.10.1969 | |||
| Пожарный двухцилиндровый насос | 0 |
|
SU90A1 |
| US 4028122 A, 07.06.1977. | |||

