Изобретение относится к области металлургии, в частности к разработке индукционных печей, и может быть использовано при изготовлении таких важнейших элементов высокоогнеупорной футеровки печей, как набивные тигли.
Известен способ изготовления набивных тиглей с помощью шаблона, который конструктивно выполняют в виде сварного каркаса из листового железа, наружной формой и размерами повторяющего профиль рабочего пространства тигля (см. авторское свидетельство №526756, кл. F 27 В 14/10, БИ №32 от 30.08.76 г.). Шаблон изготавливают трехслойным с наружным огнеупорным слоем и слоем из легкоплавкого материала, который размещают между каркасом и огнеупорным слоем. После набивки стенок тигля и его нагрева до температуры плавления легкоплавкого слоя шаблон извлекают, а слой огнеупорного материала остается в тигле, образуя его рабочую поверхность.
Однако известная технология изготовления тигля, при которой слой из огнеупорного материала наносят методом обмакивания шаблона в суспензию из гидролизированного этилсиликата и порошка огнеупора, не обеспечивает достаточную плотность и прочность рабочей поверхности тигля, что приводит к преждевременному выходу его из строя.
Известен способ изготовления многослойного огнеупорного тигля, включающий монтаж шаблона, последовательную набивку теплоизоляционных слоев из асбестовой ткани, огнеупорного бетона и коалиновой ваты, спрессованной и уложенной в чехлы из стеклоткани, с прослойкой между слоями из эластичного влагопроницаемого материала, а на заключительной стадии - термообработку набитого полуфабриката тигля (см. авторское свидетельство №621952, кл. F 27 В 14/10. БИ №32 от 30.08.78 г.).
Однако использованная в этом способе технология набивки теплоизоляционных слоев, изготовленных из материалов с различным фракционным составом, при набивке тиглей промышленных печей приводит к “проеданию” тиглей и снижает их стойкость.
Известен также способ изготовления огнеупорного тигля, включающий набивку на подину дна тигля, установку на него стационарного шаблона - кольцевой обечайки меньшего диаметра и подвижного шаблона - кольцевой обечайки большего диаметра, набивку огнеупорных материалов в пространстве между шаблонами с образованием внутреннего слоя и защитной поверхностью индуктора с образованием наружного слоя и последующим высокотемпературным обжигом полуфабриката тигля для создания условий спекания огнеупорных материалов (см. авт.свид. № 431378, кл. F 27 В 14/10, БИ №21 от 05.06.74 г.).
Однако в этом способе, принятом за прототип, хотя и обеспечивается постоянство толщин набиваемых различных по “вещественному и гранулометрическому составу слоев”, не происходит надежное диффузионное перемешивание их в месте соприкосновения. После термообработки в тигле не образуется прочная гетерогенная масса, что приводит к снижению эрозио- и коррозиестойкости тигля и уменьшению ресурса его работы. Отслеживать износ футеровки в процессе эксплуатации печи представляет большие трудности, т. к. возникает необходимость в частых остановках печи, что приводит к ее дополнительным простоям и удорожанию стоимости. Более того, из-за непредсказуемости характера проникновения плавящего металла через стенку тигля и, как следствие, последующего закорачивания индуктора возникает опасность выхода индуктора из строя.
Задачей изобретения является увеличение срока службы тигля и плавильной печи в целом, а техническим результатом - достижение высокой эррозио- и коррозиестойкости тигля к воздействию химически активных и расплавленных сред за счет обеспечения низкой пористости тигля, несмачиваемости и отсутствия химического взаимодействия его внутренней стенки с расплавленным металлом.
Решение поставленной задачи и технический результат достигаются тем, что в предложенном способе изготовления огнеупорного тигля, включающем набивку подины дна тигля, установку на него стационарного шаблона - кольцевой обечайки меньшего диаметра и подвижного шаблона - кольцевой обечайки большего диаметра, набивку огнеупорных материалов в пространствах между шаблонами с образованием внутреннего слоя и между подвижным шаблоном и поверхностью с образованием наружного слоя, а также высокотемпературный обжиг полуфабриката тигля для создания условий спекания огнеупорных материалов, дно тигля выполняют многослойным, например двухслойным, для чего на подину для формирования нижнего слоя устанавливают дополнительно второй подвижный шаблон и набивают огнеупорным материалом на всю поверхность подины нижний слой, причем пространство внутри шаблона набивают реакционноспособной смесью экзотермического состава.
Затем проводят вибротрамбование нижнего слоя, удаляют второй подвижный шаблон и дополнительно доутрамбовывают образовавшийся слой. Для формирования верхнего слоя дна тигля на всю поверхность нижнего слоя наносят реакционноспособную смесь экзотермического состава и проводят вибротрамбование верхнего слоя.
На подготовленный полуфабрикат дна тигля устанавливают соосно стационарный и первый подвижный шаблоны, пространство между которыми набивают реакционноспособной смесью экзотермического состава и последовательно формируют первый внутренний слой стенки тигля. Пространство между подвижным шаблоном и защитной поверхностью индуктора набивают огнеупорным материалом и последовательно формируют второй наружный слой.
Набивку слоев в указанных пространствах проводят вибротрамбованием одновременно в несколько приемов, для чего при каждом приеме после засыпки и трамбования очередной порции вышеуказанных материалов приподнимают подвижный шаблон последовательно на высоту (0,6-0,8)l, где l - длина подвижного шаблона.
После каждого подъема шаблона вначале проводят дополнительное доутрамбование слоев для заполнения вышеуказанными материалами, образовавшегося после каждого подъема шаблона разреженного пространства.
По достижении заданной высоты стенки тигля первый подвижный шаблон удаляют и проводят окончательное вибротрамбование во всем объеме полученного двухслойного полуфабриката тигля.
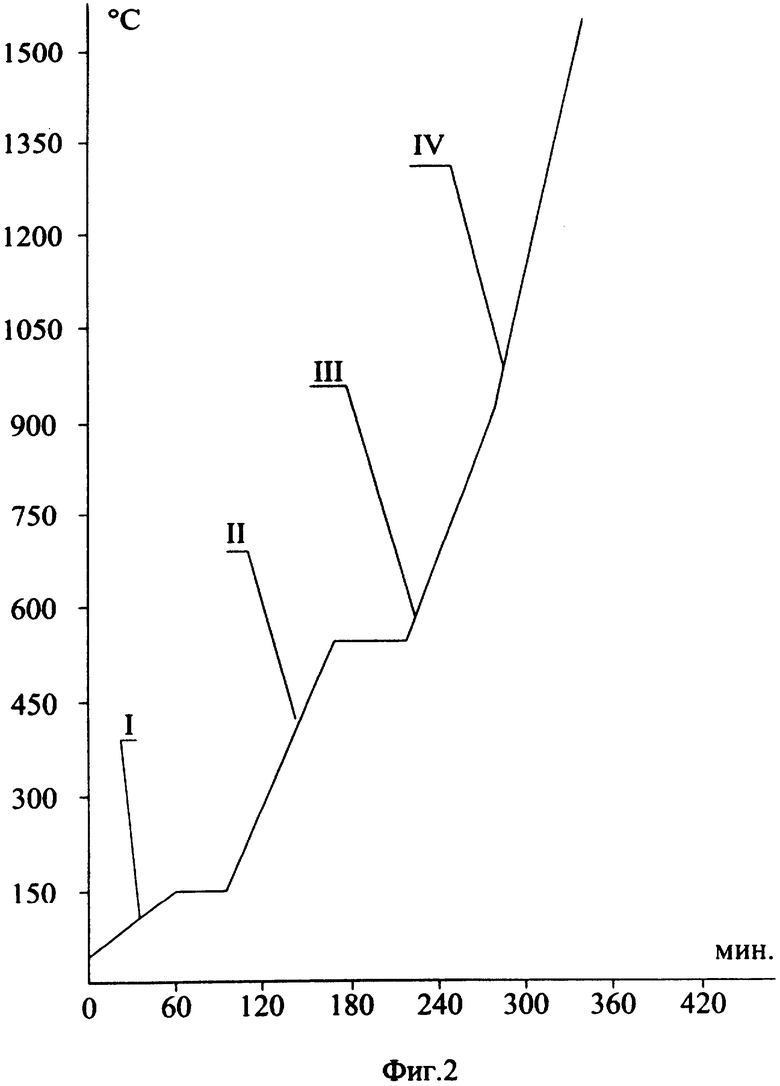
В процессе заключительной операции осуществляют обжиг полученного полуфабриката, включающий медленный нагрев тигля по заданному графику нагрева до температуры 850-950°С в течение 4-6 часов с темпом нагрева 2-8°/мин. После этого при темпе 10-15°/мин ускоряют нагрев до достижения температуры расплава загруженного в тигель металла.
В предложенном способе реакционноспособную смесь экзотермического состава приготавливают в виде шихты, состоящей из: восстановителя - металла в количестве 12-30%, окислителя - простых и/или сложных оксидов металлов 40-88% и модифицирующих добавок 0-30%.
При этом в качестве металла-восстановителя используют тонкодисперсный порошок алюминия (и/или магния, и/или сплава алюминия с магнием, и/или титана и/или циркония) в количестве 12-30%. В качестве окислителя используют тонкодисперсный шунгит 0-50% и/или оксиды таких элементов, как кремний (и/или магний, и/или титан, и/или железо, и/или хром, и/или марганец) 10-75%, а в качестве модифицирующих добавок - нитридные (и/или карбидные, и/или боридные, и/или силицидные) бескислородные соединения и/или простые и/или сложные оксиды металлов 0-30%.
Заданный график нагрева тигля включает согласно способу, по крайней мере, четыре участка нагрева и два участка выдержки во времени. При этом на первом участке плавно повышают температуру до 120-150°С с темпом нагрева 2-37 мин и выдерживают достигнутую температуру в течение 30-60 мин. На втором участке температуру повышают до 500-550°С с темпом нагрева 4-6°/мин и выдерживают достигнутую температуру в течение 30-60 мин. На третьем участке увеличивают темп нагрева до 6-8°/мин и доводят температуру до 850-950°С. После прохождения экзотермической реакции, протекающей в течение от одной до нескольких минут, на четвертом участке при темпе 10-15°/мин ускоряют нагрев до достижения температуры расплава загруженного в тигель металла.
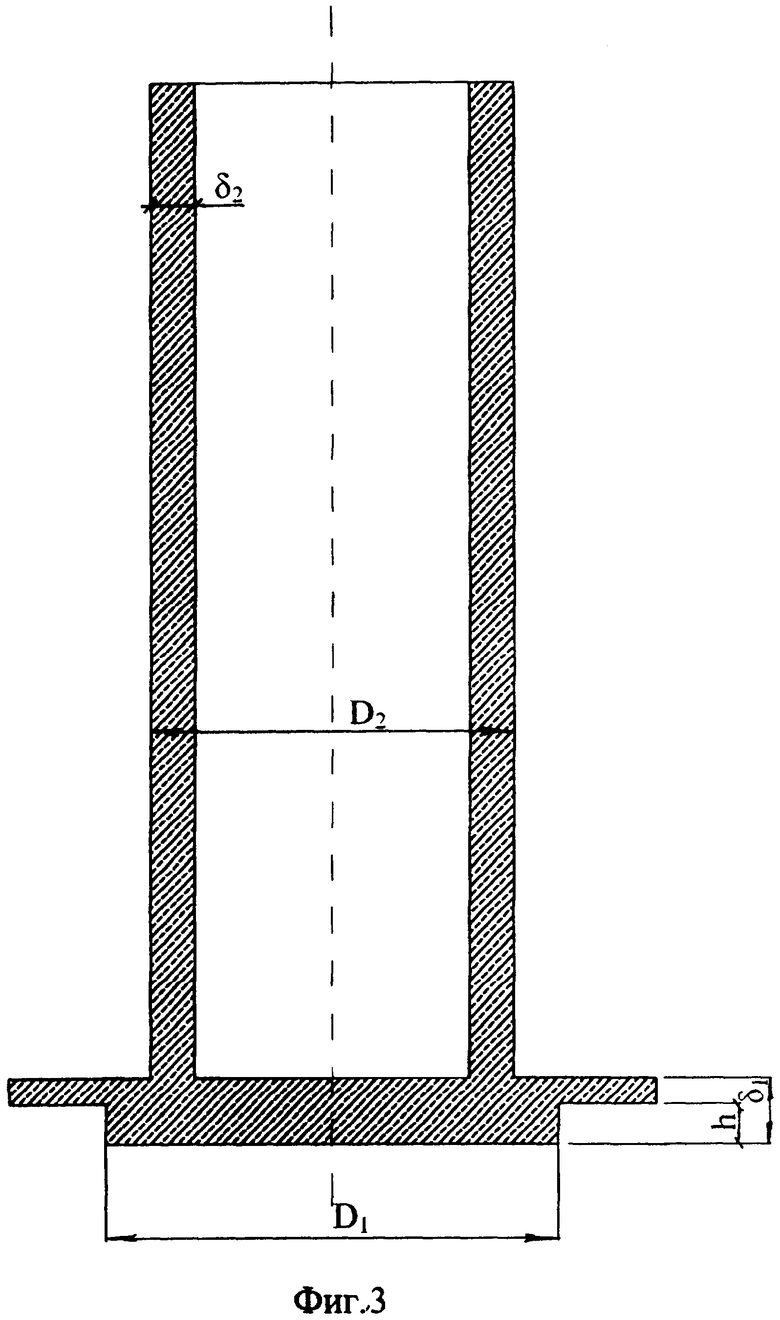
Отличительные особенности способа состоят также в том, что второй подвижный шаблон изготавливают диаметром D1=(1-1,5)D2, где D2 - диаметр первого подвижного шаблона, и высотой h≤0,65δ1, где δ1 - толщина дна тигля, а дно тигля набивают толщиной δ1=(2-5)δ2, где δ2 - расстояние между стационарным и первым подвижным шаблонами.
Сущность предлагаемого изобретения поясняется фиг.1, 2 и 3.
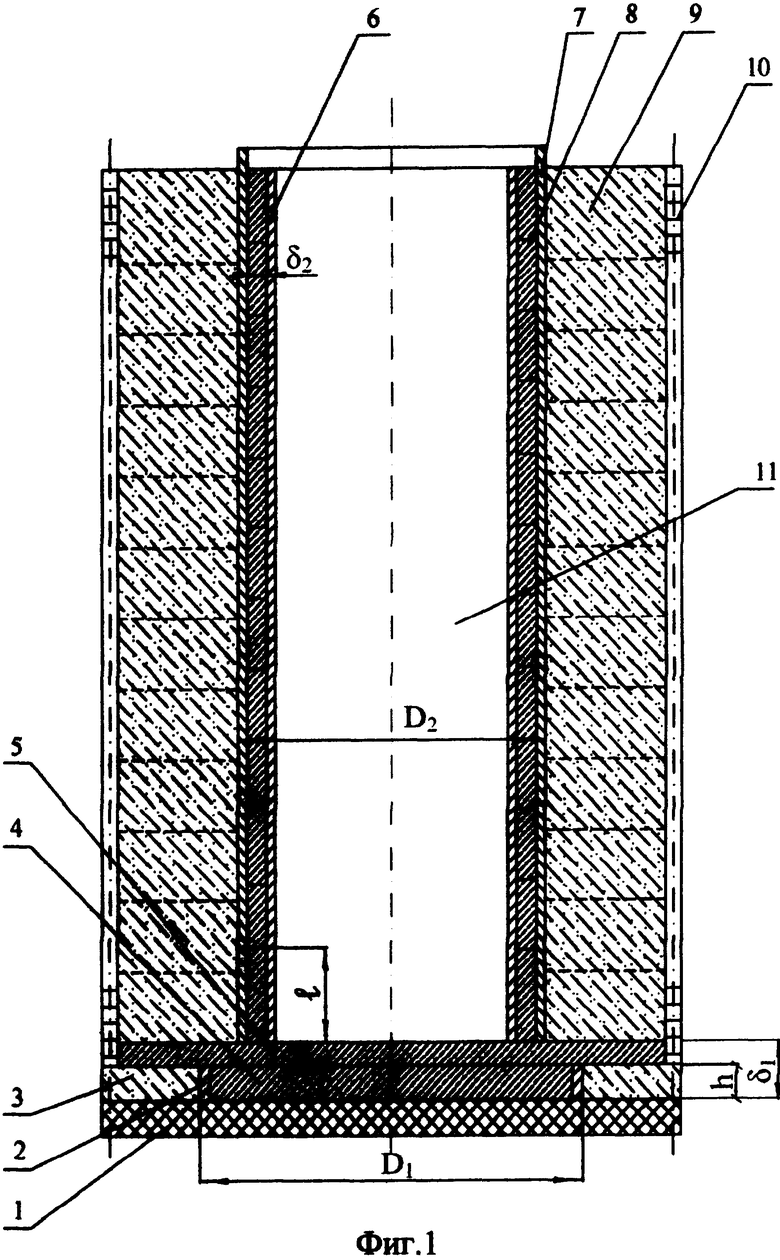
На фиг.1 изображены основные элементы футеровки электроплавильной печи, поясняющие реализацию способа изготовления огнеупорного тигля.
На фиг.2 изображен заданный график нагрева полуфабриката тигля в соответствии с предложенным способом.
На фиг.3 показана конфигурация основы тигля из высокотемпературной коррозионностойкой керамики экзотермического состава, полученная после обжига полуфабриката тигля.
Реализация способа осуществляется в следующей последовательности операций, включающих изготовление дна тигля и его стенки. При этом отличительная особенность способа состоит в том, что дно тигля изготавливают многослойным, например двухслойным, состоящим из нижнего и верхнего слоев.
Для формирования нижнего слоя дна тигля на подину 1 (фиг.1) устанавливают подвижный шаблон 2 диаметром D1 и высотой h≤0,65δ1, где δ1 - выбранная толщина дна тигля. Пространство 3 между шаблоном 2 и защитной поверхностью индуктора 10 набивают одним из штатных огнеупорных материалов, например, кварцитом с добавлением буры (борной кислоты), либо огнеупорным бетоном, например, алюмосиликатного или глиноземистого состава с добавлением магнезита на жидком стекле и др. Пространство 4 внутри шаблона набивают реакционноспособной смесью экзотермического состава.
После набивки нижнего слоя указанными огнеупорными материалами проводят вибротрамбование слоя известными механическими или пневматическими средствами. Затем подвижный шаблон 2 удаляют, проводят дополнительное доутрамбование нижнего слоя, в результате которого на границе контакта огнеупорных материалов происходит их механическое диффузионное перемешивание.
Для изготовления верхнего слоя 5 дна тигля на сформировавшуюся поверхность нижнего слоя равномерно наносят реакционноспособную смесь, аналогичную по экзотермическому составу смеси, которой набивали пространство 4 внутри шаблона 2.
Следует отметить, что состав реакционноспособной смеси и количественное соотношение входящих в нее компонентов выбирают на основе исходных материалов, способных к возникновению экзотермической реакции и проведению процесса самораспространяющегося высокотемпературного синтеза (СВС-процесса). Состав смеси зависит также от:
- вида расплавляемого металла, причем состав смеси подбирается таким образом, чтобы обеспечить высокую коррозионную стойкость тигля и несмачиваемость металла с внутренней керамической стенкой тигля;
- свойств и состава набивной массы из штатных огнеупорных материалов, которые подбираются таким образом, чтобы обеспечить согласование коэффициентов линейного расширения образующейся керамической основы тигля со штатным огнеупорным материалом и создания высокопрочного переходного диффузионного слоя между указанными материалами.
Реакционноспособную смесь экзотермического состава готовят в виде шихты, состоящей из восстановителя - металла в количестве 12-30%, окислителя - простых и/или сложных оксидов металлов 40-88% и модифицирующих добавок 0-30%. Причем исходными материалами для подготовки шихты являются восстановитель и окислитель, подобранные в соотношениях, необходимых для создания оптимальных условий протекания экзотермической реакции. Модифицирующие же добавки вводят для согласования коэффициентов термического расширения используемых огнеупорных материалов, улучшения прочностных характеристик тигля, повышения его химической стойкости при длительной эксплуатации в агрессивных расплавленных средах.
В качестве металла-восстановителя в предлагаемом способе используют тонкодисперсный порошок алюминия (и/или магния, и/или сплава алюминия с магнием, и/или титана и/или циркония) в количестве 12-30%. В качестве окислителя используют тонкодисперсный шунгит в количестве 0-50% и/или оксиды таких элементов, как кремний (и/или магний, и/или титан, и/или железо, и/или хром, и/или марганец) в количестве 10-75%, а в качестве модифицирующих добавок - нитридные (и/или карбидные, и/или боридные, и/или силицидные) бескислородные соединения и/или простые и/или сложные оксиды металлов в количестве 0-30%.
После формирования верхнего слоя дна тигля проводят дополнительное вибротрамбование, способствующее механическому перемешиванию нижнего и верхнего слоев в месте их контакта.
На изготовленный полуфабрикат дна тигля устанавливают соосно два шаблона в виде кольцевых обечаек разного диаметра, а именно стационарный шаблон 6 меньшего диаметра и подвижный шаблон 7 большего диаметра D2, определяемый из соотношения D1=(1-1,5)D2.
Кольцевое пространство 8 на расстоянии δ2 между шаблонами 6 и 7 набивают реакционноспособной смесью, аналогичной по экзотермическому составу смеси, которую использовали при изготовлении полуфабриката дна тигля. В результате этой операции последовательно формируют внутренний слой стенки тигля.
Пространство 9 между подвижным шаблоном 7 и поверхностью индуктора 10 набивают штатным огнеупорным материалом и последовательно формируют второй наружный слой стенки тигля. При этом следует отметить, что набивку слоев в указанных пространствах 8 и 9 проводят последовательно вибротрамбованием в несколько приемов для чего вначале набивают внутренний слой стенки тигля, а затем наружный без подъема шаблона. При каждом последующем приеме после засыпки и трамбования очередной порции вышеуказанных материалов приподнимают подвижный шаблон 7 последовательно на высоту (0,6-0,8)l, где l - длина подвижного шаблона. При этом величину l выбирают исходя из заданной высоты стенки тигля и реальной возможности тщательного утрамбования слоев тигля.
После каждого подъема шаблона проводят дополнительное доутрамбование слоев для заполнения вышеуказанными огнеупорными материалами образовавшегося разреженного пространства.
По достижении заданной высоты стенки тигля подвижный шаблон 7 удаляют и проводят окончательное вибротрамбование во всем объеме полученного двухслойного полуфабриката тигля.
После проведения вышеуказанных технологических операций по изготовлению полуфабриката тигля приступают к его высокотемпературному обжигу, который должен обеспечить формирование керамической основы тигля.
Обжиг полуфабриката тигля согласно способу включает медленный (в течение 4-6 часов) нагрев тигля по заданному на фиг.2 графику нагрева, имеющего, по крайней мере, четыре участка нагрева и два участка выдержки во времени. При этом на участке I плавно повышают температуру до 120-150°С с темпом нагрева 2-3°/мин. Достигнутую температуру выдерживают в течение 30-60 мин. На участке II температуру повышают до 500-550°С с темпом нагрева 4-6°/мин с выдержкой достигнутой температуры в течение 30-60 мин. На участке III увеличивают темп нагрева до 6-8°/мин и доводят температуру до 850-950°С, обеспечивающую инициирование СВС-процесса и возникновение экзотермической реакции. После ее прохождения (в течение одной - нескольких минут) на участке IV с помощью индуктора 10 ускоряют нагрев тигля при темпе 10-15°/мин до достижения температуры расплава загруженного в тигель металла.
Таким образом, благодаря использованию в способе наряду со штатными огнеупорными материалами СВС-материала в виде реакционноспособной смеси экзотермического состава, а также предложенного высокотемпературного обжига тигля обеспечивается синтезирование керамики во всем объеме реакционноспособного материала и на границах контакта его со штатным огнеупорным материалом. При этом за счет реакции СВС дополнительно выделяется значительное количество тепла, которое, с одной стороны, улучшает спекание слоев и способствует образованию керамической основы тигля определенной конфигурации, как показано на фиг.3, а с другой - приводит к некоторому снижению энергетических затрат на создание двухслойной футеровки тигля.
В результате получается тигель с необходимым упрочнением наиболее нагруженного участка, в частности, дна тигля с очень тонкой, но высокопрочной стенкой из огнеупорного керамического материала. При этом объем, занимаемый СВС - материалом, составляет ~15-20% от объема, занимаемого огнеупорными материалами.
Предложенная технология изготовления тигля обеспечивает существенное (в 1,5-2,0 и более раз по сравнению с известными технологиями) увеличение ресурса работы тигля и плавильной печи в целом, а вследствие этого увеличиваются межремонтные циклы и снижаются энергетические затраты и время простоя печи.
Экспериментальные исследования, проведенные в процессе разработки предлагаемого способа, показали, что увеличение ресурса тигля обеспечивается за счет высокой эрозионной и коррозионной стойкости синтезированного керамического материала тигля к воздействию химически активных расплавленных сред, его низкой пористости и несмачиваемости к расплавленному металлу.
| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГОКОМПОНЕНТНОЕ ЗАЩИТНО-УПРОЧНЯЮЩЕЕ ПОКРЫТИЕ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2002 |
|
RU2209193C1 |
| ПОРИСТЫЙ ОГНЕУПОРНЫЙ МУЛЛИТОВЫЙ МАТЕРИАЛ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2001 |
|
RU2182569C1 |
| Двухслойная футеровка плавильной камеры | 1989 |
|
SU1648933A1 |
| ОГНЕУПОРНЫЙ ВСПЕНЕННЫЙ УГЛЕРОДСОДЕРЖАЩИЙ МАТЕРИАЛ | 2003 |
|
RU2263648C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФУТЕРОВКИ ТИГЛЯ ВАКУУМНОЙ ИНДУКЦИОННОЙ ПЕЧИ | 2022 |
|
RU2802219C1 |
| Способ изготовления плавильного узла индукционной тигельной печи | 1985 |
|
SU1341479A1 |
| ОГНЕУПОРНАЯ СМЕСЬ И СПОСОБ ЕЕ ЗАТВОРЕНИЯ | 2002 |
|
RU2211200C1 |
| СПОСОБ ХОЛОДНОГО ГАЗОДИНАМИЧЕСКОГО НАНЕСЕНИЯ ПОКРЫТИЙ И ПОЛУЧЕНИЯ НОВЫХ МАТЕРИАЛОВ | 2002 |
|
RU2235149C1 |
| Способ изготовления набивных тиглей индукционных печей | 1981 |
|
SU1015227A1 |
| Способ изготовления футеровки индукционных печей | 1972 |
|
SU578548A1 |
Изобретение относится к металлургической отрасли промышленности, в частности к технологии изготовления футеровки индукционных печей для плавки высококачественных металлов и сплавов, и направлено на увеличение ресурса работы тиглей и плавильных печей в целом. Способ включает последовательную набивку дна тигля и его стенки слоями, состоящими из штатных огнеупорных материалов и материала из реакционноспособной смеси экзотермического состава. При этом набивку и вибротрамбование слоев тигля осуществляют с помощью стационарного и двух подвижных шаблонов, которые последовательно устанавливают на подину и полуфабрикат двухслойного дна тигля. В процессе заключительной операции осуществляют высокотемпературный обжиг полученного полуфабриката, включающий медленный нагрев тигля по заданному графику до температуры 850-950°С в течение 4-6 часов с темпом нагрева 2-8 град/мин, затем при темпе 10-15 град/мин ускоряют нагрев до достижения температуры расплава, который обеспечивает как обычное диффузное спекание, так и сварку-синтезирование огнеупорных материалов, образующих многослойную структуру дна тигля и его стенки. Состав реакционноспособной смеси и количественное соотношение входящих в нее компонентов выбирают на основе исходных материалов, способных к возникновению экзотермической реакции и проведению процесса самораспространяющегося высокотемпературного синтеза (СВС-процесса). Состав смеси зависит также от вида расплавляемого металла, свойств и состава набивной массы из штатных огнеупорных материалов. Предложенная технология изготовления тигля обеспечивает существенное в 1,5-2 и более раз по сравнению с известными технологиями увеличение ресурса работы тигля и плавильной печи в целом. Это достигается за счет высокой эррозионной и коррозионной стойкости к воздействию химически активных и расплавленных сред синтезированного керамического материала тигля, его низкой пористости и несмачиваемости к расплавленному металлу. 9 з.п. ф-лы, 3 ил.
восстановитель - металл 12÷30
окислитель - простые и/или
сложные оксиды металлов 40÷88
модифицирующие добавки 0÷30.
алюминий (и/или магний, и/или
сплав алюминия с магнием,
и/или титана, и/или циркония) 12÷30
шунгит 0÷50
оксид кремния (и/или оксид
магния, и/или оксид титана,
и/или оксид железа, и/или
оксид хрома, и/или оксид марганца) 10÷75
модифицирующие добавки из
нитридных (и/или карбидных,
и/или боридных, и/или силицидных)
бескислородных соединений 0÷30
| SU 431378 А, 05.06.1974 | |||
| Способ изготовления футеровки тепловых агрегатов из сухих набивных масс | 1991 |
|
SU1822490A3 |
| ТИГЕЛЬ ИНДУКЦИОННЫХ ПЕЧЕЙ | 0 |
|
SU348614A1 |
| ОГНЕУПОРНАЯ МАССА ДЛЯ НАБИВНОЙ ФУТЕРОВКИ | 1991 |
|
RU2011647C1 |
| ТРЕХКОЛЕСНОЕ ТРАНСПОРТНОЕ СРЕДСТВО С ПРИЦЕПОМ | 1992 |
|
RU2043221C1 |
| DE 3524714 А1, 10.07.1986. | |||

