Изобретение относится к способам и устройствам мерной резки непрерывно движущихся упругих материалов, например полимерных или других трубок.
Для резки непрерывно подаваемого упругого материала типа провода применяется устройство [1], состоящее из привода, направляющей, неподвижного и подвижного ножей, последний из которых выполнен в виде подпружиненного ножа специальной заточки, совершающего возвратно-поступательное движение, что и обеспечивает резку.
К недостаткам этого устройства следует отнести ограниченные технологические возможности (только резка), сложность настройки, низкую точность мерной резки и невозможность ориентированной укладки полученного продукта.
Известно также устройство для резки хлорвиниловой трубки [2], которое содержит неподвижный и подвижный ножи, обеспечивающие резку трубки. При этом выходной вал устройства обеспечивает согласованное вращение ведущего ролика и подвижного ножа, отрезающего трубку, вышедшую за неподвижный нож, выполненный в виде направляющей.
К недостаткам анализируемого устройства также относятся ограниченные технологические возможности (только резка), сложность настройки, низкая точность мерной резки и невозможность ориентированной укладки полученного продукта.
В основу изобретения поставлена задача изготовления трубок мерной длины с отверстием (отверстиями) у одного из ее концов и ориентированной укладки их в приемник.
Поставленная задача решается следующим образом.
Способ изготовления и укладки трубок с боковым отверстием (отверстиями) в стенке включает непрерывную подачу трубки, перемещение режущего инструмента, согласованное со скоростью подачи трубки, краткую остановку трубки на время резки, отрезку мерной трубки, согласованную с отрезкой вырезку отверстия (отверстий) в стенке трубки, выталкивание непрерывно движущейся трубкой отрезанной трубки мерной длины в приемник и ориентированную укладку готовых трубок в емкость приемника (пункт 1 формулы).
Устройство для изготовления и укладки трубок с боковым отверстием (отверстиями) в стенке содержит приводной вал, вращающийся в подшипниках согласованно со скоростью подачи трубки, установленные на приводном валу диски для крепления режущего инструмента, направляющие для подачи и резки непрерывно подаваемой трубки на трубки мерной длины по меньшей мере с одним или несколькими боковыми отверстиями, привод подачи трубки и вращения дисков, устройство согласования скорости вращения дисков со скоростью подачи трубки, приемник отрезанных трубок, по меньшей мере один резец для вырезки бокового отверстия (или несколько резцов для вырезки нескольких боковых отверстий) в стенке трубки, установленный(е) на одном из упомянутых дисков или нескольких дисках, при этом в направляющей выполнен(ы) вырез(ы) для прохождения одного или нескольких резцов (пункт 2 формулы).
Устройство для изготовления и укладки трубок с боковым отверстием (отверстиями) по п.2 может быть снабжено секторным упором, установленным на одном из дисков для крепления режущего инструмента, расположенном у отверстия для выхода мерных трубок из направляющей. При выполнении операции отрезки мерной трубки вращение дисков с режущим инструментом и подача трубки согласованы во времени так, что вначале свободный конец трубки, выходящий из направляющей, упирается в сектор, при этом непрерывно подаваемая трубка, расположенная между роликами, приводящими трубку в движение, и направляющей, изгибается, компенсируя ее подачу, затем производится вырезка бокового отверстия и отрезка мерной трубки. Сектор выполнен таким, что при повороте вначале он открывает отверстие для выхода мерной трубки из направляющей, а затем резец, отрезавший мерную трубку, открывает входное отверстие в эту же направляющую. Возможно и одновременное выполнение этих условий (пункт 3 формулы).
С целью исключения операции ручного ориентирования и укладки мерных трубок для их дальнейшего использования устройство снабжается магазином (кассетой) С-образной формы, в который устанавливают приемники мерных трубок (не менее двух), выполненные в виде цилиндрических стаканов или другой формы. При этом стенки магазина удерживают по меньшей мере загружаемый приемник в фиксированном положении, а приемник, заполненный мерными трубками и извлекаемый из магазина, в свободном. Последний вынимается из магазина снизу, его содержимое складывается в тару, а пустой приемник по мере заполнения находящегося в положении загрузки устанавливается в магазин сверху и проталкивается вниз, что обеспечивает смену приемника, находящегося в положении загрузки, и перемещает полный на позицию разгрузки. При этом длина приемника превышает длину мерной трубки, а внутренний размер приемника (внутренний диаметр для цилиндрических приемников) меньше ее длины (пункт 4 формулы).
Для облегчения извлечения мерных трубок из приемника последний снабжен выталкивателем, установленным внутри приемника с возможностью ограниченного перемещения внутри емкости под действием собственного веса, и амортизатором (пункт 5 формулы). Суть предлагаемого изобретения поясняется фиг. 1 и 2.
На фиг. 1 показана схема, на которой изображен один из вариантов устройства изготовления мерных трубок с отверстием в стенке. Устройство состоит из двух дисков 1, установленных на валу 2, который смонтирован в подшипниках 3. На этом же валу закреплен фрикционный диск 4. Диски 1 выполнены с возможностью установки на них резцов 5 и 6 для отрезки мерных трубок, а также резца 7 для выполнения бокового отверстия. Положение непрерывно подаваемой в зону резки трубки определяется направляющими 8 и 9, закрепленными соответственно в держателях 10 и 11, которые в свою очередь установлены на стойках 12 и 13. При этом внутренний диаметр направляющих 8 и 9 выполнен таким, что трубка 18 свободно проходит через отверстия в них, размеры выреза в направляющей 8 обеспечивают прохождение резца 7, а установка направляющих позволяет резцам 5, 6 и 7 выполнять мерную резку трубки и отверстие в стенке.
Устройства резки и подачи трубки имеют один общий привод, вращение от которого передается на приводные ролики 14 и вал с фрикционным диском 16. Ролик 17, установленный между фрикционными дисками 16 и 4 с возможностью перемещения в вертикальном направлении, передает вращение на устройство резки и обеспечивает согласование скорости вращения со скоростью перемещения трубки 18, подаваемой в устройство резки.
Для уменьшения потерь трубки, связанных с отрезкой технологически необходимого остатка 20 резцом 5, вместо него на диске 1 может быть установлен упор 19, останавливающий движение трубки в направляющих 8 и 9. При этом часть трубки, расположенная между роликами 14 и направляющей 9, изгибается, как показано пунктиром на фиг.1, а по окончании операций вырезки отверстия и резки выпрямляется и подается в направляющую 8.
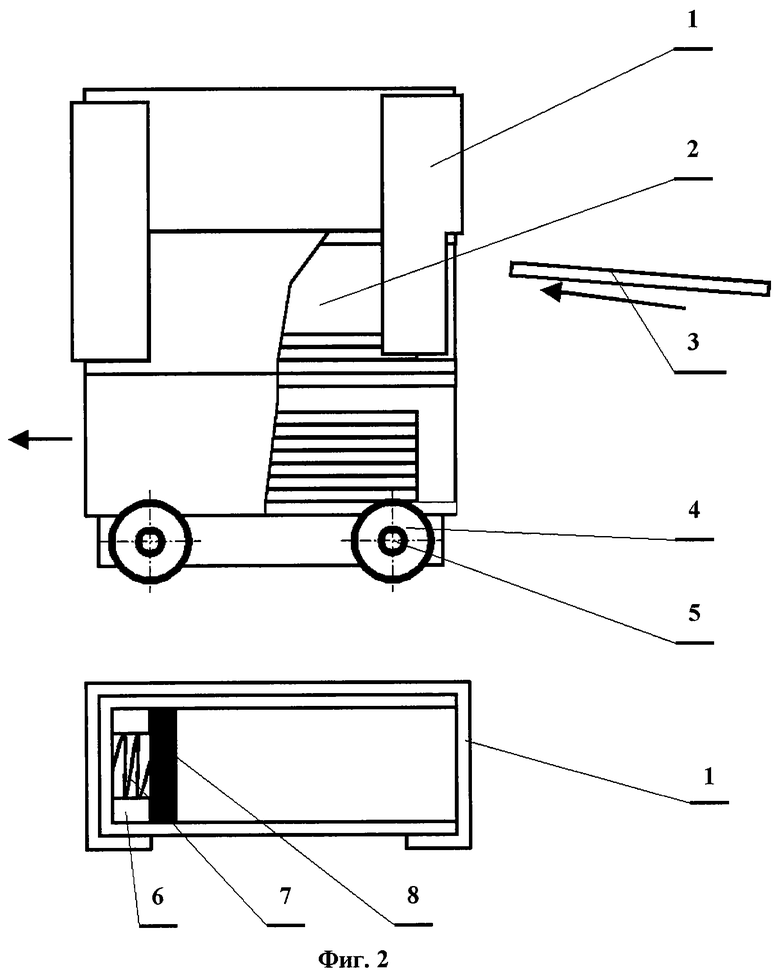
На фиг. 2 показана схема устройства ориентированной укладки мерно отрезанной трубки в приемник. Устройство состоит из магазина 1, в котором устанавливают несколько приемников 2 (например 3 шт.) с фиксированным положением как минимум одного загружаемого приемника. Нижний приемник опирается на ролики 4, установленные с возможностью вращения на осях 5, что способствует извлечению его из магазина 1. Для облегчения извлечения трубок из приемника последний может быть выполнен с выталкивателем, который для ограничения его перемещения закреплен к днищу гибкой нитью 7. Выталкиватель в исходном положении опирается на амортизатор 6, прилегающий к днищу и стенкам приемника.
Устройство работает следующим образом (фиг.1).
Трубка 18 приводными роликами 14 непрерывно подается в направляющие 9 и 8. Одновременно с роликами 14 общий привод вращает вал 15 с установленным на нем фрикционным диском 16. Ролик 17 передает вращение диску 4 и, следовательно, валу 2 с дисками 1, на которых закреплены резцы 5, 6 и 7. Перемещением ролика 17 обеспечивается такая скорость вращения, при которой за один оборот вала 2 с дисками трубка 18 переместится на расстояние, несколько большее, чем расстояние между резцами 5 и 6 (обеспечивается гарантированная длина отрезаемой мерной трубки). При резке часть трубки, расположенная между резцами 5 и 6 в направляющей 8, останавливается. Ее положение фиксируется на время резки резцами, а непрерывно подаваемая трубка образует между направляющей 9 и роликами 14 изгиб (показан пунктиром), компенсирующий непрерывную подачу трубки. При резке образуется трубка мерной длины и остаток 20, отрезаемый от свободного конца трубки. После выполнения операций отрезки мерной трубки и вырезки в ее стенке отверстия трубка между направляющей 9 и роликами выпрямляется за счет упругих свойств. Выпрямление трубки и ее непрерывная подача обеспечивают выталкивание мерной трубки из канала в направляющей 8 в приемник.
Второй вариант мерной резки трубок может быть выполнен за счет установки на диске 1 вместо резца 5 секторного упора 19, останавливающего движение трубки в канале направляющей 8. При этом между направляющей 9 и роликами 14 также образуется изгиб трубки, компенсирующий непрерывную подачу трубки. При вращении дисков 1 резец 6 отрезает мерную трубку, а при необходимости выполнить боковое отверстие в мерной трубке на диске дополнительно устанавливается резец 7, обеспечивающий одновременную с отрезкой вырезку бокового отверстия.
Мерная трубка 3 (фиг.2), выталкиваемая из направляющей, попадает в средний приемник 2 магазина 1. Его заполнение фиксируется оператором. Одновременно оператор извлекает из магазина нижний заполненный трубками и разгружает его в упаковку. После заполнения среднего приемника опорожненный нижний устанавливается сверху, и все три проталкиваются вниз. При этом на позицию загрузки попадает пустой, а на позицию разгрузки полный, и описанные действия повторяются.
Новое устройство реализовано в производстве. Оно позволило кроме операции резки реализовать дополнительно операцию вырезки бокового отверстия, а также механизировать процесс ориентирования и укладки мерных трубок в тару, расширив технологические возможности устройства и снизив трудоемкость операций на укладке и упаковке.
Источники информации
1. И.И. Манжуло. Устройство для мерной резки провода и подобных упругих материалов. Патент Росийской Федерации 2092264.
2. В.М. Гаврилов, В.Н. Мишута, Д.В. Мишута. Устройство для резки гибких трубок. Патент Роcсийской Федерации 2010685.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОТРЕЗНОЙ СТАНОК | 2021 |
|
RU2784036C1 |
| Устройство для резки стеклянных трубок | 1986 |
|
SU1382828A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ НЕПРЕРЫВНО ДВИЖУЩИХСЯ ТРУБ | 2002 |
|
RU2242334C2 |
| Станок для резки труб на куски одинаковой длины | 1945 |
|
SU66761A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ТРУБ | 1995 |
|
RU2112177C1 |
| Устройство для поперечной резки эластичной трубки | 1975 |
|
SU551181A1 |
| ПЕРЕМОТНО-РАЗРЕЗНОЙ СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ РУЛОНОВ ИЗ РУЛОННОГО МАТЕРИАЛА И СПОСОБ ИЗГОТОВЛЕНИЯ РУЛОНОВ | 1998 |
|
RU2189347C2 |
| Способ резки тонкостенных труб и устройство для его осуществления | 1990 |
|
SU1775239A1 |
| ВЫСОКОСКОРОСТНОЕ ПАКЕТИРУЮЩЕЕ УСТРОЙСТВО | 2011 |
|
RU2556915C2 |
| Устройство для изготовления электроизоляционных трубок | 1988 |
|
SU1686498A1 |
Изобретение может быть использовано для резки трубок из упругих материалов. Способ включает непрерывную подачу трубки, при этом операция отрезки мерной длины трубки согласована с вырезкой бокового отверстия в стенке трубки. Выталкивание отрезанной трубки мерной длины в приемник производится непрерывно движущейся трубкой. Устройство содержит диски для крепления режущего инструмента, вращающиеся согласованно со скоростью подачи трубки, направляющие для подачи и резки непрерывно подаваемой трубки на трубки мерной длины, приемник отрезанных трубок и по меньшей мере один резец для вырезки бокового отверстия в стенке трубки, установленный на одном из дисков. В направляющей для резки выполнен вырез для прохождения резца. Изобретение позволяет расширить технологические возможности способа и устройства. 2 с. и 3 з.п. ф-лы, 2 ил.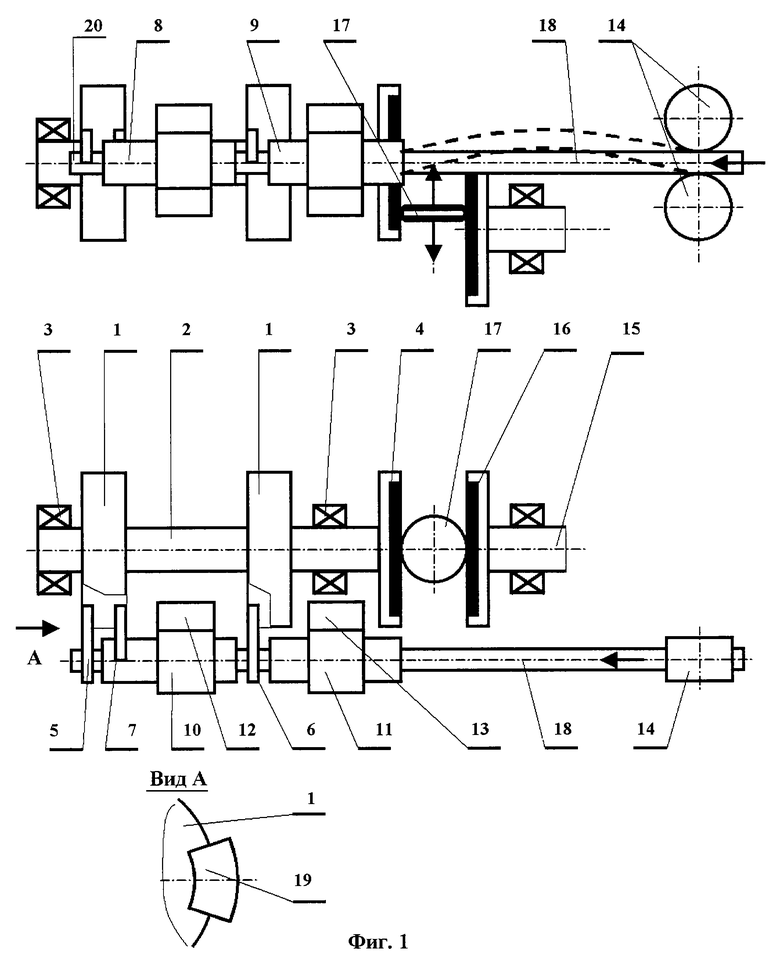
| US 4535662, 20.08.1985 | |||
| Устройство для поперечной резки эластичных трубок | 1987 |
|
SU1546253A1 |
| УСТРОЙСТВО ДЛЯ МЕРНОЙ РЕЗКИ СТЕРЖНЕВЫХ И ТРУБЧАТЫХ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 2000 |
|
RU2173632C1 |
| DE 3008616 A1, 12.11.1981 | |||
| GB 1128691, 01.04.1965. | |||
