Изобретение относится к катализаторам и способам получения углеводородов, в том числе жидких синтетических топлив, олефинов, твердых углеводородов, а также их кислородсодержащих производных (например, спиртов) из смеси СО и водорода (синтез-газа). В дальнейшем полученные углеводороды могут быть использованы для получения энергии (т.е. для сжигания в качестве топлива) либо для получения полезных химических соединений (например, углеводородов с меньшим числом атомов углерода на одну молекулу, полимерных материалов, высших спиртов, поверхностно-активных веществ и др.).
Известны способы превращения синтез-газа в ценные химические продукты по реакциям
n СО+(2n+l)H2=СnН2n+2+n Н2О;
n СО+(2n)H2=СnН2n+nН2О;
n СО+(2n)H2=CnH2n+1OH+(n-1)H2О;
в присутствии катализатора. Эти способы объединяются под названием "синтез Фишера-Тропша". В результате синтеза Фишера Тропша могут быть количественно получены и выделены насыщенные и ненасыщенные углеводороды с любым количеством атомов углерода от 1 (метан) до более чем 100, а также спирты. Катализатор обычно содержит один или несколько элементов из группы: железо, кобальт, никель, рутений. Синтез-газ может иметь различное соотношение содержания СО: Н2, определяемое способом его получения, а также может быть разбавлен азотом.
Отличительной чертой синтеза Фишера-Тропша является существенная экзотермичность процесса в сочетании с высокой чувствительностью селективности и активности процесса к температуре. При этом повышение температуры приводит к увеличению скорости протекания реакции, но сдвигает селективность процесса в сторону образования легких углеводородов и метана, что нежелательно. Таким образом, необходимым условием оптимального проведения синтеза Фишера-Тропша является поддержание заданной температуры и обеспечение изотермичности реактора.
Другой особенностью синтеза Фишера-Тропша является относительно малая скорость протекания процесса. Так, удельная скорость реакции при использовании Co-Ru-TiO2 содержащих катализаторов в условиях, приближенных к промышленным (20 атм, 40% превращения СО), составляет 220 кг углеводородов на 1 м3 катализатора в час (US Pat. 4670475, С 07 С 1/04, 06.02.1987). Отсюда следует, что понижение содержания катализатора на единицу реакционного объема является очень нежелательным, так как приводит к снижению производительности реактора и увеличению габаритов промышленных аппаратов.
Известны многочисленные типы реакторов синтеза Фишера-Тропша. Среди них традиционные реакторы трубчатого типа, трехфазные суспензионные реакторы, реакторы с псевдоожиженным слоем катализатора и другие.
В трубчатых реакторах обычно используют неподвижные частицы (гранулы) катализатора с размером менее 20 мм, неподвижно размещенные в цилиндрических трубках. Эти частицы могут иметь различную форму (трилистники, сферы, цилиндры) и содержать пустоты и поры, объем которых составляет от 30 до 50% от геометрического объема частиц. Поток реагентов проходит сквозь слой катализатора, при этом обтекая каждую из частиц.
Одним из недостатков реакторов с неподвижным слоем катализатора является низкая радиальная теплопроводность в слое катализатора. Для обеспечения радиального перепада температур в 5oС диаметр трубок не может быть очень большим и обычно не превышает 6-10 см. В то же время из-за внутридиффузионных торможений в частицах катализатора высокая производительность и селективность процесса могут быть достигнуты только при размерах частиц катализатора менее 0,5 мм. Гидродинамическое сопротивление такого реактора очень велико. Смачивание частиц катализатора продуктами реакции неизбежно приводит к коалесценции частиц катализатора и образованию "застойных" зон одновременно с достаточно широкими газонаполненными каналами. В результате, эффективность использования каталитически активного компонента оказывается невысокой. В случае использования достаточно крупных частиц катализатора (более 0,5 мм) процесс характеризуется высоким выходом метана и низкой селективностью. Это является следствием различия коэффициентов диффузии реагентов, что приводит к обогащения внутреннего пространства частицы катализатора водородом и способствует более высокой скорости образования легких углеводородов (прежде всего - метана) по сравнению с целевыми продуктами.
Возможным решением обсуждаемого противоречия является использование крупных (более 0,5 мм) частиц катализатора, представляющих собой пористый носитель и каталитически активной компонент, нанесенный на носитель таким образом, что основная масса каталитически активного компонента сосредоточена в тонком поверхностном слое носителя. При этом во внутреннем пространстве носителя каталитически активный компонент отсутствует.
Недостатком таких катализаторов, называемых "корочковыми" (английский аналог "egg-shell"), является сложность их приготовления. Кроме того, при использовании "корочковых" катализаторов концентрация каталитически активного компонента в реакционном объеме невысока, что снижает производительность процесса и приводит к увеличению габаритов реактора.
В суспензионных реакторах используют суспензию частиц катализатора с размером менее 100 мкм. Поток реагентов протекает сквозь суспензию в виде дисперсных пузырьков. В этом случае процессы внутренней диффузии не оказывают существенного влияния на скорость протекания и селективность каталитической реакции. К преимуществам суспензионных реакторов необходимо также отнести изотермичность реактора. Однако производительность суспензионных аппаратов остается невысокой из-за ограничения концентрации каталитически активного компонента в суспензии - не выше 0,2 г/см3 (для обеспечения необходимой динамической вязкости суспензия не может содержать более 20-25 мас.% частиц катализатора). Кроме того, скорость протекания каталитической реакции могут ограничивать процессы массопереноса на границе раздела фаз газ-жидкость.
Дополнительным недостатком суспензионных реакторов является осуществляемый в суспензионных реакторах режим, близкий к режиму идеального перемешивания, что снижает эффективность использования катализатора и понижает селективность процесса по сравнению с режимом идеального вытеснения, характерным для реакторов с неподвижным слоем катализатора. Наконец, применение суспензионных реакторов требует введения в технологическую схему процесса технически сложной стадии отделения продуктов реакции от частиц катализатора.
В изобретении (US Pat. 5786393, С 07 С 27/00, 28.07.1998) предлагается использовать рециркуляцию жидкой фазы через неподвижный слой катализатора для повышения эффективности процесса. Такой тип реактора был назван "trickle-bed" (трикл) реактор, его отличительной чертой является одновременная подача через слой катализатора реакционной газовой смеси и инертной жидкости (предпочтительно в виде восходящего или нисходящего потока). В результате такой организации массовых потоков удается повысить как производительность, так и селективность процесса, за счет лучшего массопереноса на границе раздела фаз газ-жидкость, обеспечения эффективного теплосъема с слоя катализатора потоком инертной жидкости и снижения продольного перемешивания.
Однако трикл-реакторы имеют ряд существенных недостатков. Прежде всего, к ним относится наличие гидродинамических неоднородностей в слое, а также большой перепад давления на слое катализатора при больших скоростях массовых потоков газа и жидкости, который связан с низкой пористостью (как правило, менее 45%) реакторов с неподвижным слоем. Кроме того, как и для ранее обсужденных типов реакторов синтеза Фишера-Тропша с неподвижным слоем катализатора внутридиффузионные затруднения оказывают значительное влияние на эффективность использования активного компонента катализатора, снижая производительность процесса.
В изобретении (US Pat. 6211255, С 07 С 27/00, B 01 D 50/00, 03.04.2001) предлагается использовать катализатор, нанесенный на монолитный носитель с параллельными дискретными каналами. В изобретении обсуждается и предлагается использование протяженных монолитных носителей (например, с длиной более 10 см) с активным компонентом, нанесенным на поверхность каналов. Авторы изобретения предлагают использовать носители с 100-1000 каналами на квадратный дюйм (15-155 каналами на 1 см2). При протекании газового потока через заполненный жидкостью монолитный катализатор осуществляется Тейлоровский режим (или режим "снарядного" течения газа), который по мнению авторов благоприятствует высокому массообмену на границе раздела фаз газ-жидкость. Преимуществом предлагаемого метода является высокая степень использования катализатора, а также относительно малое гидродинамическое сопротивление монолитного катализатора. К недостаткам предлагаемого метода необходимо отнести значительное разбавление каталитически активного вещества носителем и малую долю реакционного объема, занимаемую катализатором. Так, в приводимых в изобретении примерах содержание каталитически активного компонента (СоRе/Аl2O3) не превышало 0,1 г на 1 см3 монолитного катализатора. Таким образом, как и в случае использования суспензионных реакторов, производительность единицы объема реактора с монолитным катализатором существенно ограничивается малой концентрацией каталитически активного компонента в реакционном объеме. Кроме того, существенным недостатком обсуждаемого изобретения является необходимость циркуляции жидкости для обеспечения эффективного отвода тепла, выделяющегося в ходе реакции.
Наиболее близким к настоящему изобретению является процесс превращения синтез-газа, предлагаемый патентом [US Pat. 6262131, С 07 С 027/00, B 01 J 023/02, 17.07.2001] , с использованием структурированной каталитической системы. Отличительным признаком цитируемых изобретений является пропускание синтез-газа (либо жидкости, насыщенной синтез-газом, либо газожидкостного потока) через структурированный катализатор синтеза Фишера-Тропша, обладающий пористостью не менее 45% и обеспечивающий протекание газового (жидкостного или газожидкостного) потока в режиме, когда Тэйлоровский поток не может сформироваться. При этом протекание газа через заполненные жидкостью каналы происходит в существенно турбулентном режиме одиночных пузырьков газа. Согласно тексту патентов, для этого отношение длины транспортных каналов к их диаметру (L/D) должно быть менее 100, а предпочтительно менее 10. Характерными диаметром каналов в тексте патента указывается 1,5 мм при длине менее 150 мм. По мнению авторов цитируемых изобретений, это обеспечит лучший массоперенос внутри каналов и уменьшит вероятность образования зон с ламинарным потоком. Для повышения производительности объема катализатора авторы цитируемого патента предлагают использовать содержание катализатора не менее 10об. % от объема реактора. К недостаткам известного метода необходимо отнести значительное разбавление каталитически активного компонента носителем.
Задача, решаемая данным изобретением, состоит в разработке эффективного катализатора и способа каталитического получения углеводородов и их кислородсодержащих производных из синтез-газа с высокой производительностью единицы объема реактора. Для этого катализатор и способ должны отвечать следующим требованиям:
1) высокая концентрация каталитически активного компонента в реакционном объеме;
2) высокая степень использования каталитически активного компонента;
3) обеспечение однородности слоя катализатора по температуре.
В настоящем изобретении процесс превращения синтез-газа из углеводородов предлагается проводить путем пропускания моноксида углерода и водорода через одну или несколько неподвижных частиц (тел) концентрированного проницаемого катализатора, содержащего не менее 0,4 г/см3 совокупности фаз, представляющей собой фазу каталитически активного металла, закрепленную на фазе подложки оксидной природы, оказывающей значительное влияние на дисперсность фазы активного металла или другие ее физико-химические свойства, при этом тело катализатора имеет проницаемость не менее 5•10-15 м2.
В качестве каталитически активного металла используют один из металлов VIII группы или интерметаллическое соединение с их содержанием, содержание фазы каталитически активного металла в совокупности фаз составляет не менее 5 маc.%. Объем пор с размером менее 70 мкм составляет не менее 90% от общего объема пор тела катализатора.
Задача решается также способом получения углеводородов и/или их кислородсодержащих производных, включающим в качестве одной из стадий пропускание газового потока, содержащего синтез-газ, через одно или несколько тел концентрированного проницаемого катализатора.
Под термином "концентрированный" понимается высокая концентрация каталитически активного компонента в теле катализаторе, то есть не менее 0,4 г/см3 тела катализатора, предпочтительно выше 0,8 г/см3. Под термином "каталитически активный компонент" здесь понимается совокупность фаз, включающая фазу активного металла (например, кобальта, железа, никеля, рутения или интерметаллических соединений с их содержанием), закрепленной на фазе подложки оксидной природы, имеющей определяющее влияние на физико-химические свойства фазы активного металла (например, ее дисперсность). При этом содержание активного металла в упомянутой совокупности фаз должно быть более 5 маc.%, предпочтительно 8-30 мас.%.
Под термином "проницаемый" подразумевается, что тело катализатора имеет проницаемость не менее 5•10-15 м2, предпочтительно более 10-13 м2.
Такая проницаемость в сочетании с высокой эффективностью использования каталитически активного металла может быть достигнута при условии, что объем пор с размером менее 70 мкм составляет не менее 90% объема пор катализатора. При этом предпочтительно, чтобы объем пор концентрированного проницаемого катализатора составлял не менее 40% от геометрического объема тела концентрированного проницаемого катализатора.
Существенной особенностью предлагаемого способа является то, что поток моноксида углерода и водорода предлагается пропускать через (сквозь) каждое тело концентрированного проницаемого катализатора по стохастически распределенным транспортным порам с характерным размером более 1 мкм, предпочтительно 10-50 мкм. Обтекание одного или нескольких тел концентрированного проницаемого катализатора потоком реагентов является нежелательным, так как снижает степень использования активного компонента. При этом геометрическая форма тела концентрированного проницаемого катализатора может быть любой и определяется способом приготовления и требованиями, предъявляемыми к конкретному реактору. Наиболее предпочтительными представляются формы пластин (в том числе дисков) и полых цилиндров с разнообразными по своей геометрии сечениями (в том числе полых цилиндров вращения). В случае цилиндрической формы поток реагентов может быть организован как в направлении с внешней геометрической поверхности во внутрь, так и наоборот. Толщина пластины (либо стенки цилиндра) может составлять от долей миллиметра до 1 м; оптимальный размер определяется из технологических параметров способа приготовления и условия достижения разумного перепада давления на теле катализатора.
Микроскопический размер транспортных пор концентрированного проницаемого катализатора позволяет организовать вынужденное движение потока, содержащего моноксид углерода и водород, через смоченные жидкостью (в том числе продуктами синтеза Фишера-Тропша) транспортные поры катализатора в так называемом "пленочном" или "кольцевом" (английский синоним "annular") режиме, при котором поверхность раздела фаз газ-жидкость максимальна и приближается к поверхности транспортных пор. В таком режиме процессы массопереноса существенно интенсифицируются за счет развитой поверхности раздела фаз. Кроме того, продольный массоперенос в направлении, обратном движению потока, пренебрежимо мал, что позволяет более эффективно использовать каталитически активный компонент. Является предпочтительным, чтобы объем транспортных пор (пор с размером более 1 мкм) составлял более 25% и не более 70% геометрического объема тела концентрированного проницаемого катализатора.
Под термином "неподвижный" подразумевается, что тела катализатора не перемещаются относительно друг друга и корпуса реактора. При этом допускается, что тела катализатора совершают периодические колебания ("вибрируют"), обусловленные вибрацией реактора и колебаниями скорости потока реагентов.
Изобретение подразумевает возможность расположения в реакционном объеме нескольких тел концентрированного проницаемого катализатора, установленных параллельно, либо последовательно относительно потока СО и Н2. При этом предпочтительно, чтобы один из линейных размеров тел катализатора был сопоставим (т.е. составлял не менее 20%) с наименьшим линейным размером реактора.
Кроме того, в настоящем изобретении процесс превращения синтез-газа в углеводороды предлагается проводить путем пропускания моноксида углерода и водорода через тела концентрированного проницаемого катализатора с теплопроводностью не ниже 1 Вт•м-1К-1.
Повышенная теплопроводность тел катализатора может быть достигнута путем введения в состав концентрированного проницаемого катализатора фазы металла инертного в условиях реакции синтеза Фишера-Тропша (например, алюминия, цинка, меди, их сплавов и других) либо графитоподобной фазы (например, пористого углерода, каталитического волокнистого углерода, нанотрубок). При этом между зернами металла (либо графитоподобной фазы) должен быть обеспечен достаточный тепловой контакт. Зерна металла могут иметь произвольную форму (например: шар, полая сфера, проволока, перфорированная пластина, опилки или другую) и размер, обеспечивающие возможность приготовления тел концентрированного проницаемого катализатора с заявленными параметрами.
Повышенная теплопроводность тел концентрированного проницаемого катализатора позволяет снизить градиент температур внутри катализатора, то есть обеспечить протекание процесса в режиме, приближенном к изотермическому. Теплосъем с тел концентрированного проницаемого катализатора может быть обеспечен путем теплового контакта тел катализатора со стенкой реактора или со стенкой дополнительных теплообменных устройств, введенных в реакционный объем.
Необходимо отметить, что изобретение подразумевает возможность сочетания использования концентрированного проницаемого катализатора совместно с другими катализаторами, не обладающими заявленными параметрами. Например, тело концентрированного проницаемого катализатора может быть использовано в качестве каталитически активного распределителя потока газа, теплообменного устройства и других вспомогательных устройств. Отличительным признаком настоящего изобретения в таком случае является то, что хотя бы часть моноксида углерода взаимодействует с водородом на стадии протекания через неподвижное тело концентрированного проницаемого катализатора.
Другим дополнительным преимуществом предлагаемого метода является простота отделения продуктов реакции от концентрированного проницаемого катализатора и отсутствие механических примесей (пыли) в составе продуктов.
Другим дополнительным преимуществом предлагаемого метода является возможность расположения реактора, содержащего тела концентрированного проницаемого катализатора как вертикально, так и горизонтально, а также под любым необходимым углом к вертикали. Это делает возможным размещение реактора на любых передвижных системах, в том числе плавучих платформах.
Другим дополнительным преимуществом предлагаемого метода является возможность использования одного или нескольких тел концентрированного проницаемого катализатора в качестве компактного модуля, при этом аппарат произвольной производительности может быть собран из нескольких таких модулей. При этом предпочтительно, чтобы один из линейных размеров тел катализатора был сопоставим (т.е. составлял не менее 20%) с наименьшим линейным размером модуля. Также дополнительные модули могут быть добавлены к уже действующему аппарату, без остановки процесса.
Изобретение иллюстрируется следующими чертежами и примерами:
фиг. 1 иллюстрирует некоторые возможные варианты расположения транспортных пор внутри тел концентрированного проницаемого катализатора (представлены схематические изображения сечения тела катализатора);
фиг. 2 иллюстрирует некоторые возможные варианты геометрии тел концентрированного проницаемого катализатора;
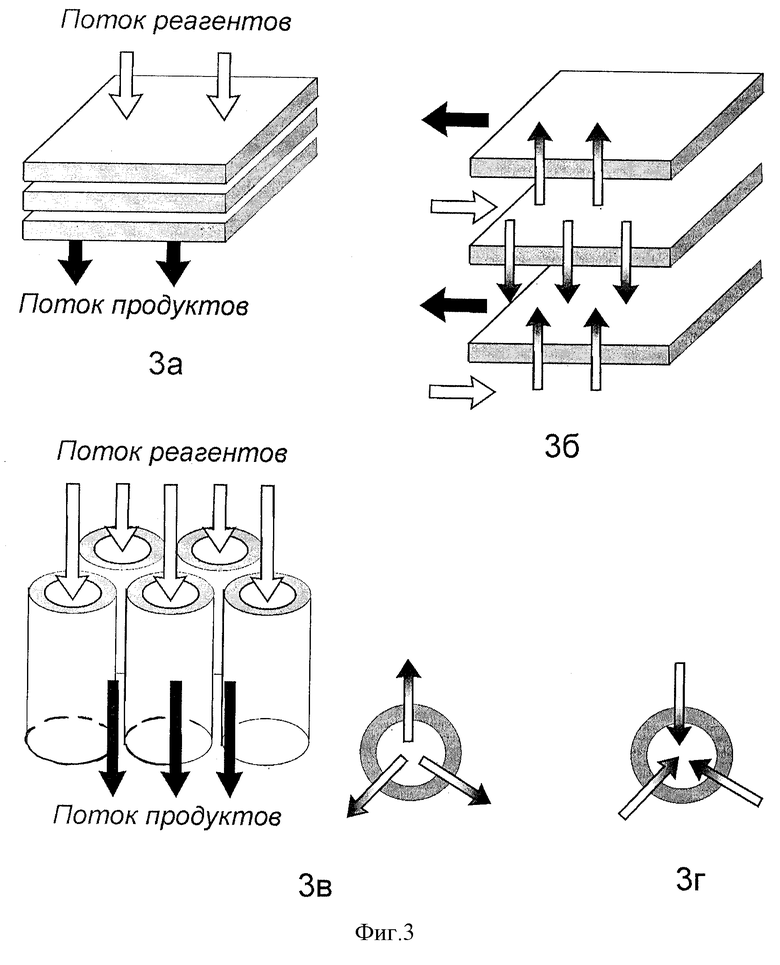
фиг. 3 иллюстрирует некоторые возможные варианты расположения тел концентрированного проницаемого катализатора в реакторе и относительно потока реагентов и продуктов реакции (белые стрелки обозначают поток реагентов, черные - поток продуктов реакции).
Пример 1
Процесс каталитического превращения синтез-газа в углеводороды проводят путем пропускания газового потока, содержащего 20 об.% моноксида углерода, 40 об. % водорода, 6 об.% азота и насыщенные пары н.-тетрадекана (34 об.%), последовательно через два тела концентрированного проницаемого катализатора при Т= 210oС. Первое тело имеет форму диска толщиной 5.0 мм с круглым сечением диаметром 15,7 мм, второе тело имеет форму диска толщиной 4.4 мм с круглым сечением диаметром 15,8 мм, каждое тело содержит 0.9 г/см3 совокупности фаз, представляющую собой фазу металлического кобальта, закрепленного на фазе оксида алюминия. Содержание фазы металлического кобальта в упомянутой совокупности фаз составляет 24 маc.%. Зависимость перепада давления на телах от потока протекающего через него газа при температуре проведения процесса (210oС) описывается уравнением Р(атм)= 3,7• 105 V(мз/c), что соответствует средней проницаемости К= 1,6•10-14м2. Исследования пористой структуры тел концентрированного проницаемого катализатора показали, что объем пор катализатора составляет 45% от геометрического объема тела, 98% пористого объема составляют поры с размером менее 70 мкм, характерный размер транспортных пор составляет 6-7 мкм.
Производительность процесса составляет около 1,2 ммоль СО в час в расчете на 1 см3 геометрического объема тела катализатора при Р (СО+Н2)=0.6 атм, Т= 210oС, степени превращения СО-8-22%. Величина параметра α распределения Андерсона-Шульца-Флори составляет около 0.78 для продуктов фракции насыщенных углеводородов.
Пример 2
Процесс каталитического превращения синтез-газа в углеводороды проводят путем пропускания газового потока, содержащего 20 об.% моноксида углерода, 40 об. % водорода, 6 об.% азота и насыщенные пары н.-тетрадекана (34 об.%), через одно тело концентрированного проницаемого катализатора при Т=210oС. Тело имеет форму диска толщиной 5.2 мм с круглым сечением диаметром 16 мм и содержит 0.9 г/см3 совокупности фаз, представляющую собой фазу металлического никеля, закрепленного на фазе метасиликата магния. Содержание фазы металлического никеля в упомянутой совокупности фаз составляет 22 маc.%. Зависимость перепада давления на теле от потока протекающего через него газа при температуре проведения процесса (210oС) описывается уравнением Р(атм)= 9•104 V(м3/с), что соответствует проницаемости К=3,6•10-14м2. Исследования пористой структуры тела концентрированного проницаемого катализатора показали, что объем пор катализатора составляет 48% от геометрического объема тела, 96% пористого объема составляют поры с размером менее 70 мкм, характерный размер транспортных пор составляет 6-7 мкм.
Производительность процесса составляет около 1,4 ммоль СО в час в расчете на 1 см3 геометрического объема тела катализатора при Р (СО+Н2)=0.6 атм, Т= 210oС, степени превращения СО-8-22%. Величина параметра α распределения Андерсона-Шульца-Флори составляет около 0.38 для продуктов фракции насыщенных углеводородов. (Катализатор может быть использован для процессов превращения синтез-газа в метан и легкие углеводороды).
Пример 3 (для сравнения к примерам 4-6)
Процесс каталитического превращения синтез-газа в углеводороды проводят путем пропускания газового потока, содержащего 20 об.% моноксида углерода, 40 об. % водорода, 6 об.% азота и насыщенные пары н.-тетрадекана (34об.%), через суспензию частиц Co-Al катализатора с размером менее 140 мкм в н-тетрадекане. Содержание катализатора в суспензии составляет 20 маc.%. Катализатор представляет собой фазу металлического кобальта, закрепленную на фазе аниономодифицированного алюмината кобальта. Содержание фазы металлического кобальта в катализаторе составляет 28 маc.%. Газовый поток организован в виде раздельных дисперсных пузырьков с размером менее 0,2 мм. Время контакта пузырька в суспензии - более 4 с. В таких условиях массоперенос на границе фаз газ-жидкость не лимитирует скорость процесса. Суспензию интенсивно механически перемешивают.
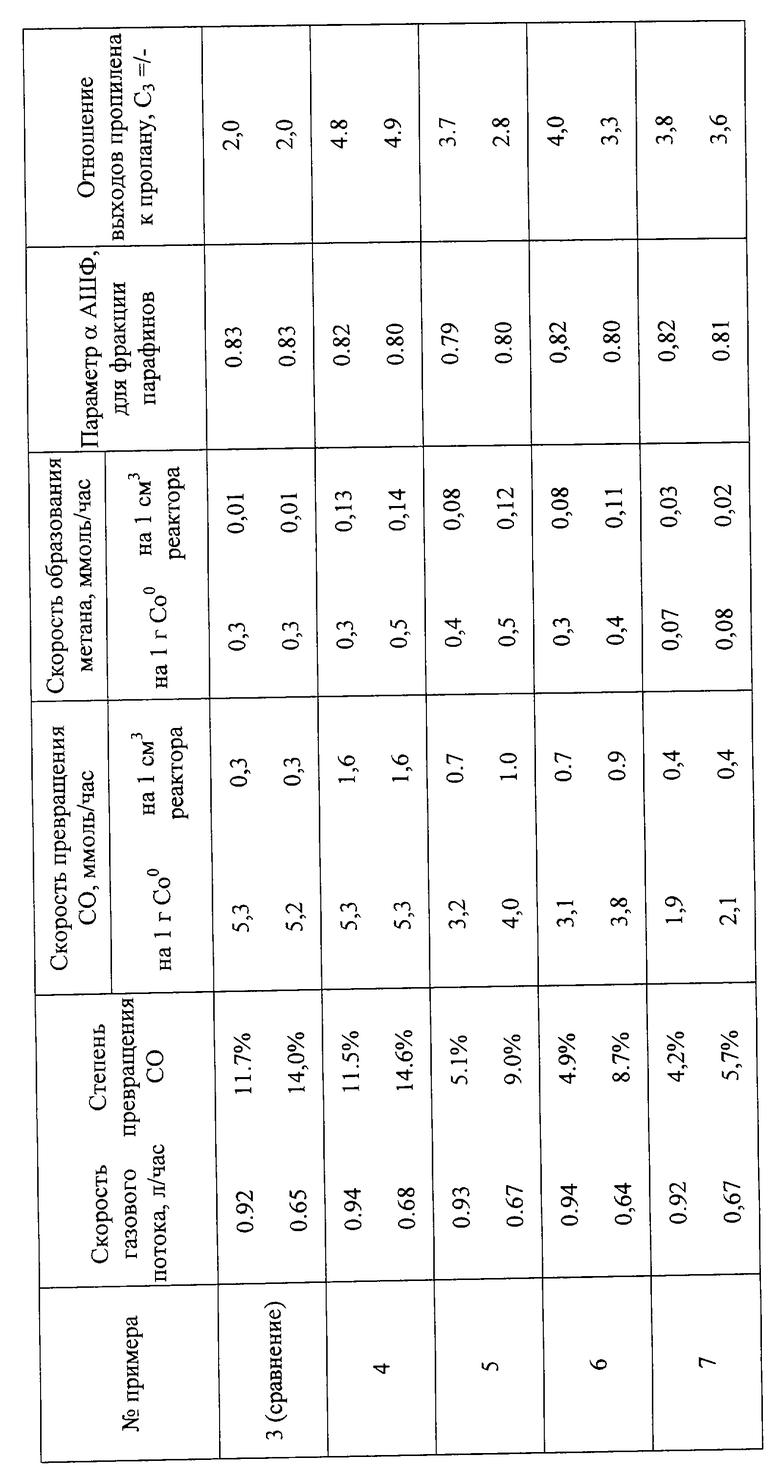
Результаты каталитических испытаний, проведенных при давлении реакционной смеси 1 атм, Т=210oС, приведены в таблице.
Пример 4
Процесс каталитического превращения синтез-газа в углеводороды проводят путем пропускания газового потока, содержащего 20 об.% моноксида углерода, 40 об. % водорода, 6 об.% азота и насыщенные пары н.-тетрадекана (34 об.%), через одно тело концентрированного проницаемого катализатора при Т=210oC. Тело имеет форму диска толщиной 6,2 мм с круглым сечением диаметром 15 мм и содержит 1.0 г/см3 совокупности фаз, идентичной катализатору, использованному в примере 3, то есть представляющую собой фазу металлического кобальта, закрепленного на фазе аниономодифицированного алюмината кобальта. Содержание фазы металлического кобальта в упомянутой совокупности фаз составляет 28 маc. %. Для обеспечения высокой теплопроводности концентрированный проницаемый катализатор также содержит в своем составе фазу металлической меди. Теплопроводность тела концентрированного проницаемого катализатора экспериментально определена около 5 Вт/м/К. Зависимость перепада давления на теле от потока протекающего через него газа при температуре проведения процесса (210oС) описывается уравнением Р(атм)= 3,6•104 V(м3/с), что соответствует проницаемости К= 1,2•10-13м2. Исследования пористой структуры тела концентрированного проницаемого катализатора показали, что объем пор катализатора составляет 62% от геометрического объема тела, 97% пористого объема составляют поры с размером менее 70 мкм, характерный размер транспортных пор составляет 10-12 мкм.
Результаты каталитических испытаний, проведенных при давлении реакционной смеси 1 атм, Т=210oС, приведены в таблице. Сравнение полученных экспериментальных данных с данными испытания частиц каталитически активного компонента в лабораторном суспензионном реакторе (см. пример 3) показало, что степень использования каталитически активного компонента составляет 100%. При этом величина параметра Андерсона-Шульца-Флори, отражающая селективность процесса по отношению к тяжелым углеводородам, одинакова для процесса на концентрированном проницаемом катализаторе и для испытаний на суспендированном каталитически активном компоненте, использованном в катализаторе. Селективность по отношению к ненасыщенным углеводородам для предлагаемого процесса существенно выше соответствующей селективности процесса с использованием суспендированного каталитически активного компонента, что отражает более эффективный транспорт продуктов от поверхности катализатора в газовую фазу.
Пример 5
Аналогично примеру 4, но пористая структура тела катализатора в отсутствии потока газа (до начала испытаний) заполнена жидкостью - н.-тетрадеканом. Тело имеет форму диска толщиной 4,6 мм с круглым сечением диаметром 15 мм. Концентрированный проницаемый катализатор содержит 0.8 г/см совокупности фаз, идентичной катализатору, использованному в примере 3, то есть представляющей собой фазу металлического кобальта, закрепленную на фазе аниономодифицированного алюмината кобальта. Содержание фазы металлического кобальта в упомянутой совокупности составляет 28 мас.%. Для обеспечения высокой теплопроводности концентрированный проницаемый катализатор также содержит в своем составе фазу металлической меди. Теплопроводность тела концентрированного проницаемого катализатора экспериментально определена около 5 Вт/м/К. Исследования пористой структуры тела концентрированного проницаемого катализатора показали, что объем пор катализатора составляет 58% от геометрического объема тела, 99% пористого объема составляют поры с размером менее 70 мкм. Зависимость перепада давления на теле от потока протекающего через него газа при температуре проведения процесса (210oС) описывается уравнением Р(атм)= 0,141 + 4,5•104 V(м3/c), что соответствует проницаемости К= 0,72•10-13м2 и характерному размеру пор 7,6 мкм.
Результаты каталитических испытаний, проведенных при 1 атм, Т=210oС, приведены в таблице. Сравнение полученных экспериментальных данных с данными испытания частиц каталитически активного компонента в лабораторном суспензионном реакторе (см. пример 3) показало, что степень использования каталитически активного компонента составляет 70%. При этом величина параметра Андерсона-Шульца-Флори, отражающая селективность процесса по отношению к тяжелым углеводородам, одинакова для процесса на концентрированном проницаемом катализаторе и для испытаний на суспендированном каталитически активном компоненте, использованном в катализаторе. Селективность по отношению к ненасыщенным углеводородам для предлагаемого процесса существенно выше соответствующей селективности процесса с использованием суспендированного каталитически активного компонента, что отражает более эффективный транспорт продуктов от поверхности катализатора в газовую фазу.
Пример 6
Аналогично примеру 5, но спутно потоку газа через тело концентрированного катализатора подается поток жидкости - н.-тетрадекана. Соотношение объемных скоростей потоков Vгаз/Vжидк=50.
Результаты каталитических испытаний, проведенных при 1 атм, Т=210oС, приведены в таблице. Сравнение полученных экспериментальных данных с данными испытания частиц каталитически активного компонента в лабораторном суспензионном реакторе (см. пример 3) показало, что степень использования каталитически активного компонента составляет 68%. При этом величина параметра Андерсона-Шульца-Флори, отражающая селективность процесса по отношению к тяжелым углеводородам, одинакова для процесса на концентрированном проницаемом катализаторе и для испытаний на суспендированном каталитически активном компоненте, использованном в катализаторе. Селективность по отношению к ненасыщенным углеводородам для предлагаемого процесса существенно выше соответствующей селективности процесса с использованием суспендированного каталитически активного компонента, что отражает более эффективный транспорт продуктов от поверхности катализатора в газовую фазу.
Приведенные выше примеры показывают, что производительность единицы объема реактора при использовании концентрированного проницаемого катализатора может достигать 10-16 кг углеводородов на 1 м3 реактора при парциальном давлении синтез-газа 0,6 атм (примеры 4-6), что значительно превышает производительность суспензионного реактора (пример 3).
Пример 7
Аналогично примеру 5, концентрированный проницаемый катализатор содержит 0.6 г/см3 совокупности фаз, представляющей собой фазу металлического кобальта, закрепленную на фазе аниономодифицированного алюмината цинка. Содержание фазы металлического кобальта в каталитически активном компоненте составляет 14 маc.%. Для обеспечения высокой теплопроводности концентрированный проницаемый катализатор также содержит в своем составе фазу металлического алюминия. Теплопроводность тела концентрированного проницаемого катализатора экспериментально определена около 3 Вт/м/К. Зависимость перепада давления на теле от потока протекающего через нее газа при температуре проведения процесса (210oС) описывается уравнением Р(атм)=0,076+1,6•104 V(м3/с), что соответствует проницаемости К=2•10-13м2. Исследования пористой структуры тела концентрированного проницаемого катализатора показали, что объем пор катализатора составляет 58% от геометрического объема тела, 95% пористого объема составляют поры с размером менее 70 мкм, характерный размер транспортных пор составляет 15-20 мкм.
Результаты каталитических испытаний, проведенных при давлении реакционной смеси 1 атм, Т=210oС, приведены в таблице. Сравнение полученных экспериментальных данных с данными испытания частиц каталитически активного компонента в лабораторном суспензионном реакторе (см. пример 3) показало, что степень использования каталитически активного компонента составляет 75%. При этом величина параметра Андерсона-Шульца-Флори, отражающая селективность процесса по отношению к тяжелым углеводородам, одинакова для процесса на концентрированном проницаемом катализаторе и для испытаний на суспендированном каталитически активном компоненте, использованном в катализаторе. Селективность по отношению к ненасыщенным углеводородам для предлагаемого процесса существенно выше соответствующей селективности процесса с использованием суспендированного каталитически активного компонента, что отражает более эффективный транспорт продуктов от поверхности катализатора в газовую фазу.
Пример 8
Аналогично примеру 5, концентрированный проницаемый катализатор содержит 0,9 г/см3 совокупности фаз, представляющей собой фазу металлического кобальта, закрепленную на фазе аниономодифицированного алюмината магния. Содержание фазы металлического кобальта в каталитически активном компоненте составляет 22 маc.%. Тело катализатора имеет форму полого цилиндра вращения с внутренним диаметром 8 мм, внешним диаметром 17 мм и высотой 12 мм. Поток реагентов подают во внутрь полости цилиндра с одного из его концов, противоположный конец полости цилиндра заглушен. В дальнейшем, поток реагентов проходит радиально через стенку цилиндра по направлению внешней его геометрической поверхности (см. фиг.3в). Для обеспечения высокой теплопроводности концентрированный проницаемый катализатор также содержит в своем составе графитоподобную углеродную фазу, представляющую собой трехмерную углеродную матрицу, образованную ленточными слоями углерода толщиной 0,01-1 мкм и с радиусом кривизны 0,01-1 мкм, характеризующуюся пористой структурой с распределением пор с максимумом в диапазоне 0,02-0,2 мкм (US Patent 4978649, С 01 В 31/10, 1990; Патент РФ 1706690, С 01 В 31/10, 1992). Теплопроводность концентрированного проницаемого катализатора экспериментально определена около 1.2 Вт/м/К. Зависимость перепада давления на теле от потока протекающего через нее газа при температуре проведения процесса (210oС) описывается уравнением Р(атм)=0,07+1,9•104V(м3/с), что соответствует проницаемости К= 1,2• 10-13 м2. Исследования пористой структуры концентрированного проницаемого катализатора показали, что объем пор катализатора составляет 57% от геометрического объема тела, 92% пористого объема составляют поры с размером менее 70 мкм, характерный размер транспортных пор составляет 17-22 мкм.
Производительность процесса составляет около 0,7 ммоль СО в час в расчете на 1 см3 геометрического объема тела катализатора при Р=(СО+Н2)=0.6 атм, Т= 210oС, степени превращения СО-7-20%. В пересчете на единицу реакционного объема (т.е. учитывая объем внутренней полости цилиндра) производительность процесса составляет около 0,55 ммоль СО на 1 см3 реакционного объема в час.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРИГОТОВЛЕНИЯ КАТАЛИЗАТОРА И СПОСОБ ПОЛУЧЕНИЯ УГЛЕВОДОРОДОВ И ИХ КИСЛОРОДСОДЕРЖАЩИХ ПРОИЗВОДНЫХ С ЕГО ИСПОЛЬЗОВАНИЕМ | 2003 |
|
RU2227067C1 |
| КОМПОЗИТНЫЙ УГЛЕРОДСОДЕРЖАЩИЙ НОСИТЕЛЬ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 1999 |
|
RU2160631C1 |
| СПОСОБ ПЕРЕРАБОТКИ ТВЕРДЫХ УГЛЕРОДСОДЕРЖАЩИХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2189527C1 |
| СПОСОБ ОСУЩЕСТВЛЕНИЯ ТРЕХФАЗНЫХ КАТАЛИТИЧЕСКИХ ПРОЦЕССОВ | 1999 |
|
RU2161064C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЦИКЛОГЕКСАНОНА | 2002 |
|
RU2205175C1 |
| КАТАЛИТИЧЕСКИЙ РЕАКТОР ДЛЯ ПОЛУЧЕНИЯ СИНТЕЗ-ГАЗА | 2001 |
|
RU2208475C2 |
| СПОСОБ ДОБЫЧИ ПРИРОДНОГО ГАЗА ИЗ ГАЗОВЫХ ГИДРАТОВ | 2000 |
|
RU2169834C1 |
| КАТАЛИЗАТОР И СПОСОБ ГИДРОДЕХЛОРИРОВАНИЯ ХЛОРАРОМАТИЧЕСКИХ СОЕДИНЕНИЙ | 2002 |
|
RU2214864C1 |
| СПОСОБ УТИЛИЗАЦИИ ТЕПЛА | 2000 |
|
RU2170889C1 |
| СПОСОБ ОСУЩЕСТВЛЕНИЯ ХИМИЧЕСКИХ РЕАКЦИЙ В СВЕРХКРИТИЧЕСКИХ ФЛЮИДАХ (ВАРИАНТЫ) И СПОСОБ СОЗДАНИЯ ЛОКАЛЬНЫХ РЕГУЛЯРНЫХ УПЛОТНЕНИЙ | 2000 |
|
RU2182037C1 |

Изобретение относится к катализаторам и способам получения углеводородов и их кислородсодержащих производных из смеси СО и водорода (синтез-газа). Предложен катализатор получения углеводородов и/или их кислородсодержащих производных из синтез-газа, содержащий не менее 0,4 г/см3 совокупности фаз, представляющей собой фазу каталитически активного металла, закрепленную на фазе подложки оксидной природы, оказывающей активное влияние на дисперсность фазы активного металла или другие ее физико-химические свойства, при этом тело катализатора имеет проницаемость не менее 5•10-15 м2. Предложен способ получения углеводородов и/или их кислородсодержащих производных, включающий пропускание синтез-газа через одно или несколько тел концентрированного проницаемого катализатора. При этом предпочтительно, чтобы один из линейных размеров тела катализатора был сопоставим с наименьшим линейным размером реактора. Технический результат: катализатор позволяет проводить синтез углеводородов и/или их кислородсодержащих производных из синтез-газа с высокой производительностью единицы объема реактора. 2 с. и 6 з.п. ф-лы, 1 табл., 3 ил.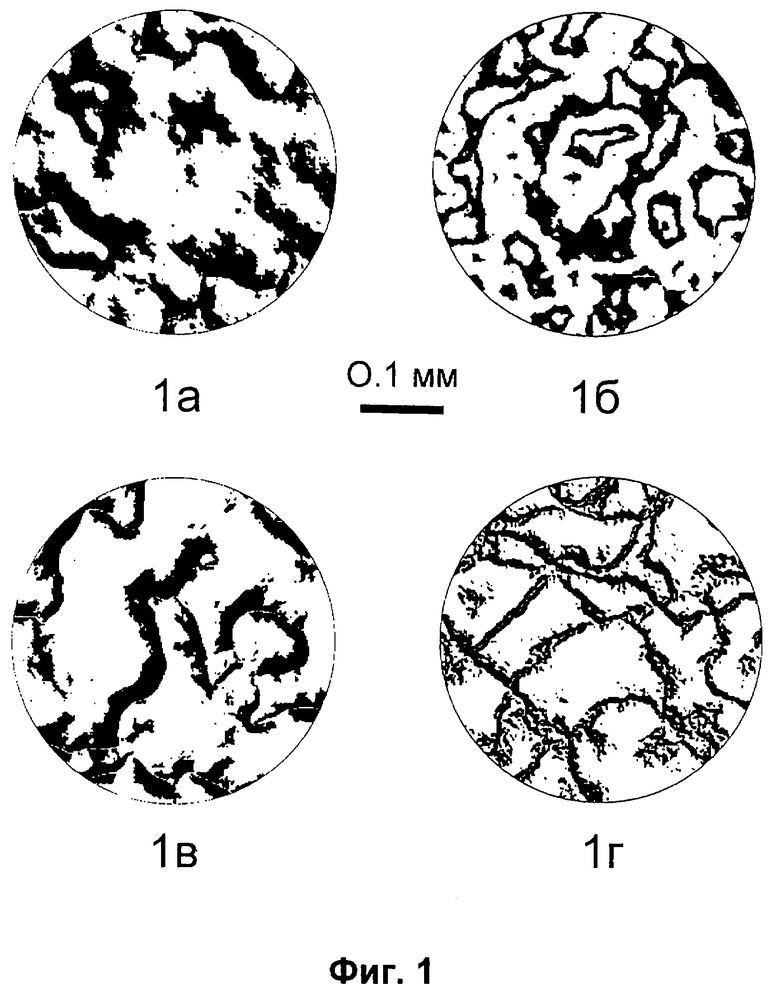
| СПОСОБ ПОЛУЧЕНИЯ КАТАЛИЗАТОРА ФИШЕРА-ТРОПША | 1996 |
|
RU2165789C2 |
| Устройство для регулирования температуры | 1987 |
|
SU1553959A1 |
| US 3933883 A1, 20.12.1976 | |||
| Гидромеханический регулятор частоты вращения двигателя внутреннего сгорания | 1987 |
|
SU1509557A1 |
| Передвижное механизированное крепление для очистных забоев | 1949 |
|
SU92878A1 |

