Изобретение относится к черной металлургии, конкретнее к оборудованию (ковшам) для непрерывной разливки металлов.
Известен промежуточный ковш, оснащенный двумя разделительными перегородками с образованием приемной и разливочной камер. В перегородках выполнены каналы для перетекания стали из приемной в разливочные камеры, см. А.Я. Поволоцкий и др. "Внепечная обработка стали", Москва, МИССИС, 1995 г., с. 181-182.
При эксплуатации промковши такой конструкции приходится часто заменять из-за затягивания шлаком каналов в перегородках при изменении уровня металла в ковше. Кроме того, футеровка приемной камеры и нижняя часть перегородок подвержены размыву струей металла, вытекающего из сталеразливочного ковша, а горизонтальное расположение каналов в перегородках не препятствует попаданию части неметаллических включений в зону действия стопоров и последующему их затягиванию в кристаллизаторы.
Известен также промежуточный ковш, оснащенный двумя перегородками с переливными каналами, которые в нижней части перегородок выполнены под углом к поверхности металла, а каналы в верхней части перегородки расположены горизонтально для исключения затягивания в металл покровного шлака. В днище разливочной камеры между перегородкой и сталевыпускным отверстием установлен пористый блок для продувки стали аргоном см. журнал: Сталь, 4, 2001 г., с. 24-27.
Ковши такой конструкции часто выходят из строя из-за размыва футеровки приемной камеры струями металла из стальковша. Размытые частицы футеровки образуют "намывы" как в приемной камере, так и переливных каналах перегородок, кроме того, эти неметаллические включения попадают в разливочную камеру, снижая качество стали. Применение же в разливочных камерах специальных пористых продувочных блоков для очистки расплава от неметаллических включений значительно повышает затраты на футеровку промковша.
Прототипом изобретения является промежуточный ковш для непрерывной разливки металла, включающий приемную и разливочную камеры, разделенные перегородкой, в которой выполнены верхний, средний и нижний ряды переливных каналов, приемник-гаситель струи заливаемого из защитной трубы металла, установленный на днище ковша и выполненный в виде стакана с заплечиками, см. патент США 5169591, М.кл. B 22 D 41/02, 1992 г.
Недостатком прототипа является низкая степень перемешивания объема метала в разливочной камере, который засоряется неметаллическими включениями, проникающими через переливные каналы из приемной камеры. Кроме того, приемник-гаситель струи заливаемого из защитной трубы металла не обеспечивает надежного улавливания первой порции "холодного" металла. Это снижает эффективность разливки.
Технической задачей, решаемой предложенным изобретением, является повышение качества стали за счет улучшения ее очистки от неметаллических включений, а также повышение стойкости футеровки ковша.
Решение поставленной задачи обеспечено тем, что промежуточный ковш для непрерывной разливки металла, включающий приемную и разливочную камеры, разделенные перегородкой, в которой выполнены верхний, средний и нижний ряды переливных каналов, струйный приемник-гаситель струи заливаемого из защитной трубы металла, установленный на днище ковша, согласно изобретению переливные каналы в перегородке выполнены конусными, причем каналы нижнего и среднего рядов переливных каналов направлены сужением в сторону разливочной камеры, а переливные каналы верхнего ряда - сужением в сторону приемной камеры, в теле перегородки выполнен газоподводящий канал, сообщенный с горизонтальным щелевидным соплом, выходящим в разливочную емкость
В предпочтительных вариантах выполнения длина щелевидного сопла составляет 0,7-0,8 ширины перегородки; выходные участки переливных каналов со стороны разливочной камеры выполнены в виде выступов, высота которых относительно плоскости перегородки составляет 0,5-1,0 толщины перегородки; струйный приемник-гаситель выполнен в виде стакана с заплечиками высота гасителя струи металла по нижней поверхности заплечиков составляет 0,25-0,3 высоты рабочего уровня металла в ковше, а его диаметр составляет 2,5-4 диаметра защитной трубы; рабочий слой днища выполнен из периклазовых огнеупоров; перегородка и приемник-гаситель струи металла выполнены монолитными из высокостойкого низкоцементного корундового бетона.
На фиг.1 показан общий вид(продольный разрез) промежуточного ковша.
На фиг.2 - фрагмент вида сверху - перегородка.
Промежуточный ковш состоит из металлического корпуса 1 с огнеупорной футеровкой 2, перегородки 3 с конусными переливными каналами 4. В теле перегородки выполнен газоподводящий канал 5, снабженный на выходе горизонтальным щелевидным соплом, длина которого составляет - 0,7-0,8 ширины перегородки. Перегородки 3 разделяют ковш на приемную 7 разливочную камеры 8. Со стороны камеры 8 выходные участки каналов 4 расположены в выступах перегородки 3, высота которых относительно плоскости перегородки составляет 0,5-1,0 ее толщины. Переливные каналы 4 нижнего и среднего яруса выполнены с расположением их меньшего диаметра со стороны разливочной камеры 8, а меньший диаметр переливных каналов верхнего яруса расположен со стороны приемной камеры 7. В разливочной камере 8 установлены сталевыпускные стаканы 9 и стопора 10 для регулирование скорости истечения металла из ковша. В приемной камере на днище ковша расположен струйный приемник-гаситель 11, выполненный из высокостойкого огнеупорного материала, в которые через защитную трубу 12 из сталеразливочного ковша 13 подается жидкая сталь. Струйный приемник-гаситель 11 выполнен в виде стакана с загнутой вовнутрь верхней кромкой. Нижняя поверхность загнутой кромки стакана струйного приемника-гасителя 11 расположен относительно днища приемной камеры на высоте, составляющей 0,25-0,3 высоты расположения уровня металла в ковше, а его диаметр составляет 2,5-4 диаметра защитной трубы 12. Рабочий слой днища 14 выполнен из периклазовых огнеупоров.
Работа устройства осуществляется следующим образом.
Струя жидкой стали из сталеразливочного ковша 13 через защитную трубу 12 подается в струйный приемник-гаситель 11, при этом обеспечивается гашение кинетической энергии струи и заполнение приемной камеры 7 жидким металлом в ламинарном режиме, что исключает "размывание" футеровки днища, стен и перегородки в приемной камере ковша. Большая часть холодного металла с днища стальковша и непрогретого сталевыпускного тракта, попадая в струйный приемник-гаситель 11, остается в нем. Следующий за холодным металлом более горячий металл поступает в приемную 7 и разливочную 8 камеры. Форма и объем приемника-гасителя 11 подобраны из расчета удержания большей части первичного холодного металла Это способствует стабилизации начала разливки. За счет конусной формы каналов 4, а также выступов в перегородке, в разливочной камере возникают восходящие потоки жидкого металла (выступы в перегородке устраняют также возникновение пристеночного эффекта - "прилипание" струй металла к поверхности перегородки). При прохождении конусных каналов 4 среднего и нижнего ярусов, скорость струй переливаемого металла возрастает, при этом содержащиеся в металле неметаллические включения распределяются в его объеме, захватываются пузырьками продувочного газа, транспортируются в верхний слой металла и ассимилируются шлаком. Выполнение каналов в верхней части перегородки с обратной конусностью по отношению к нижним каналам позволяет уменьшить скорости струй металла под шлаковым покровом, что уменьшает вероятность затягивания неметаллических включений в сталь из шлака. За счет продувки расплава инертным газом (аргоном) из щелевидного сопла 6 во всем объеме металла, расположенном в разливочной камере 8, образуется большое количество мелких газовых пузырей, при всплывании которых обеспечивается очистка стали от неметаллических включений.
Целесообразно выполнять рабочую футеровку стен и арматурную футеровку промежуточных ковшей из шамотных огнеупоров, а рабочий слой днища (подина) ковша выполнять из периклазовых огнеупоров. Также целесообразно, чтобы струйный приемник-гаситель и перегородки выполнялись монолитными, методом вибролитья из высокостойкого корундового бетона. Такие материалы не только предотвращают вторичное загрязнение металла оксидными включениями, но и обеспечивают высокую стойкость против эрозии.
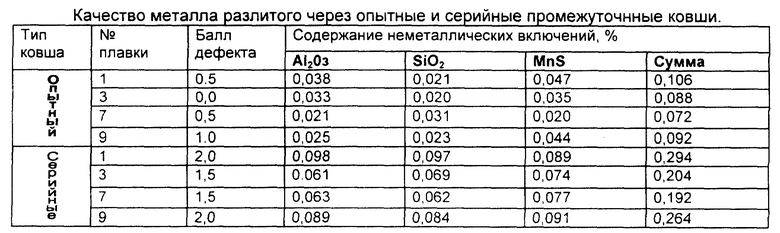
При проведении опытно-промышленных испытаний предлагаемого изобретения в условиях кислородно-конвертерного цеха ОАО "ММК" перегородки 3 устанавливали в рабочий слой футеровки стен на расстоянии 1100 мм от центра симметрии ковша. Струйный приемник-гаситель 11 устанавливали в рабочий слой днища по оси защитных труб 12 стальковша 13. Перед началом разливки плавки начинали подачу аргона через щелевидные сопла 6 в разливочные камеры 7 ковша. Расход аргона в процессе разливки составлял 10-20 л/мин. Посредством предложенных (опытных) промежуточных ковшей произвели разливку более 90 плавок (10 серий). На каждой серии отбирали темплеты от первых слябов первой, третьей, седьмой и девятой плавок для определения величины дефекта "точечная неоднородность" и количества неметаллических включений. Результаты разливки представлены в таблице.
Из таблицы следует, что качество металла, разлитого через промежуточные ковши предложенной конструкции, значительно выше по сравнению с качеством металла с использованием обычных ковшей. При этом средняя серийность разлива предложенных ковшей составила 9,4 плавок, тогда как обычных - только 6,6, что позволило значительно сократить расход огнеупоров на перефутеровку промковшей.
Серийное производство монолитных перегородок и приемников-гасителей налажено в огнеупорном производстве ОАО "ММК", Челябинском АО "Теплострой", АО "Боровичский комбинат огнеупоров".
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 2002 |
|
RU2210457C1 |
| ПРОМЕЖУТОЧНЫЙ КОВШ ДЛЯ РАЗЛИВКИ СТАЛИ С КАМЕРАМИ ДЛЯ ПЛАЗМЕННОГО ПОДОГРЕВА ЖИДКОГО МЕТАЛЛА | 2011 |
|
RU2477197C1 |
| КОНСТРУКЦИЯ ДВУХРУЧЬЕВОГО КОВША С КАМЕРАМИ ДЛЯ ПЛАЗМЕННОГО ПОДОГРЕВА ЖИДКОГО МЕТАЛЛА | 2010 |
|
RU2454295C2 |
| ПРОМЕЖУТОЧНЫЙ КОВШ МНЛЗ ДЛЯ ПЛАЗМЕННОГО ПОДОГРЕВА МЕТАЛЛА | 2011 |
|
RU2478021C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1990 |
|
RU2022691C1 |
| Промежуточный ковш для непрерывной разливки стали | 2016 |
|
RU2644095C2 |
| ВЫСОКОГЛИНОЗЕМИСТЫЙ МЕРТЕЛЬ | 1998 |
|
RU2148565C1 |
| Промежуточный ковш двухручьевой машины непрерывного литья заготовок | 1991 |
|
SU1790468A3 |
| Промежуточный ковш для разливки металлов | 1978 |
|
SU880618A1 |
| ПРИЕМНЫЙ КОЛОДЕЦ (ВАРИАНТЫ) | 2009 |
|
RU2400327C1 |

Изобретение относится к черной металлургии. Промежуточный ковш включает приемную и разливочную камеры, разделенные перегородкой. Сталь из ковша через защитную трубу поступает в приемник-гаситель, установленный на днище ковша, при этом обеспечивается гашение кинетической энергии струи. Металл спокойно заполняет приемную камеру и через переливные каналы в перегородке поступает в разливочную камеру. Переливные каналы выполнены конусными. За счет сужения каналов нижнего и среднего ярусов перегородки в сторону разливочной камеры скорость струй металла возрастает. Металлические включения транспортируются в верхний слой металла пузырьками продуваемого газа. За счет обратной конусности каналов верхнего ряда скорость струй металла уменьшается. Это исключает затягивание неметаллических включений в сталь из шлака. Выходные участки каналов со стороны разливочной камеры выполнены в виде выступов. Изобретение обеспечивает улучшение очистки стали от неметаллических включений и повышение стойкости футеровки ковша. 5 з.п. ф-лы, 1 табл., 2 ил.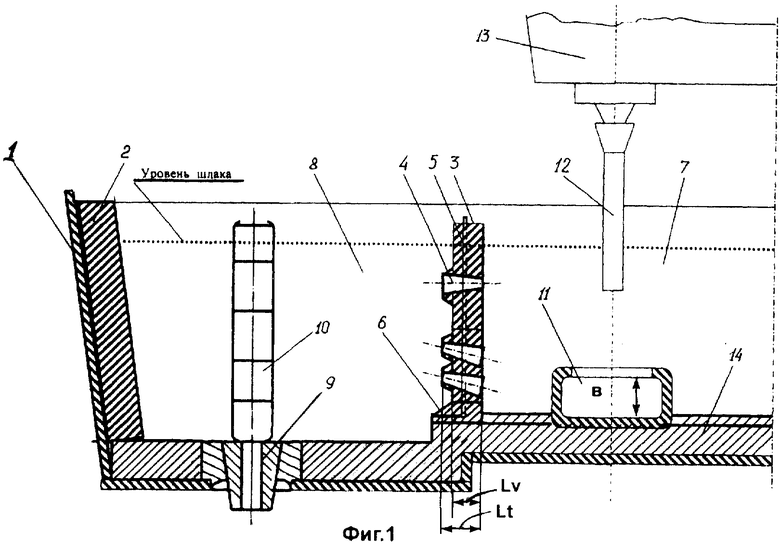
| US 5169591 A, 08.12.1992 | |||
| WO 9621532 A1, 18.07.1996 | |||
| Промежуточный ковш многоручьевой машины непрерывного литья заготовок | 1988 |
|
SU1560375A1 |
| Промежуточный ковш двухручьевой машины непрерывного литья заготовок | 1991 |
|
SU1790468A3 |
| Способ получения карбонилсодержащих ионитов | 1973 |
|
SU481627A1 |

