Изобретение относится к металлургии, конкретнее к непрерывной разлив ке металлов. Повышение срока службы сталеразли вочных ковшей путем-установки в них двух шиберных затворов и использование для их обслуживания на многоручь евых современных УНРС подъемно-поворотных стендов обусловили необходимость перехода к внецентренному подводу металла в промежуточные ков ши. Такой подвод (с изменением ввода струи из сталеразливочного ковша) .позволил резко повысить стойкость огнеупоров промежуточного ковша. Однако применение этого подвода привело к размой температуре металла (на ) , поступающего в кристаллизаторы, В связи с этим, учитывая жесткие требования к температуре металлЗу разливаемого на машинах непрерывного литья (±2,)/для обеспечения стабильности процесса разливки и однородности литого металла очев.идна необходимость усовершенствования конструкции промежуточного ковша. Известен промежуточный ковш установки непрерывной разливки с двумя разливочными стаканами, содержащий отбойную часть, выполненную в виде отражателя, направляющего поступающий из сталеразливочного.ковша металл вертикальными потоками ll . Недостатком известного устройства является то, что оно не позволяет использовать.шлакообразующие смеси для защиты зеркала металла из-за возможности захвата частиц формирующего шлака расплавом, что обусловливает низкое качество слИтков. Наиболее близким по технической сущности и достигаемому результату к предлагаемому является промежуточный ковш двухручьевой машины нелрерывного литья заготовок, содержгиций установленную в, огнеупорной футеровке промежуточного ковша и герметично соединенную с разливочньвл стаканом, сталеразливочного ковша армированную огнеупорную трубу для приема металла, отбойную часть с двумя открытыми сверху каналами для направления пото ков металла и примыкакхцие к ней вер тикальные перегородки с отверстиями в нижней части для подачи металла к разливочньм стаканам промежуточног ковша Промежуточный ковш закрыт .крышкой и снабжен специальными трубками для подачи защитного газа в верхнюю и нижнюю части огнеупорной трубы . Недостатком прототипа является то,что его использование при внецентренной подаче металла в него обуслав ливает разную температуру расплава/ поступающего в кристаллизаторы из-за разного пути от Mecta ввода струй из сталеразливочного ковша до разливочного стакана, что приводит к снижению стабильности процесса разлива .и развитию неоднородности металла. При этом снижение стабильности процесса разливки связано как с более низкой температурой металла на одном из ручьев - увеличивается число плавок с затягиванием разливочных стаканов промежуточного ковша и прекра-, щением разливки, так и с более высокой его температурой на другом ручье увеличивается число плавок с прорывами металла под кристаллизатором. Цель изобретения - повышение стабильности процесса разливки и снижение неоднородности металла-по темпе ратуре внецентренном подводе расплава из сталеразливочного ковша в промежуточный ковш, уменьшение к6личес1ва неметаллических включений в металле. Для достижения поставленной цели в промежуточном ковше двухручьевой машины непрерывного литья заготовок, содержащем футерованный кожух, отбойную часть f примьисающие к ней вертикальные перегородки с отверстиями в нижней части и разливочные стаканы, перегородки расположены под-углом 100-140° к продольным стенкам промежуточного ковша, образуя параллелограмм, при этом отверстия в перегородках выполнены выше отбойной части на 5-20% их высоты и размещены со смещением но диагонали от оси перегородок на 30-50% их ширины в области тупых углов параллелограмма. Расположение вертикальных перегородок под углом к продольным стенкам промковша с выполнением .отверстий для подачи металла к разливОчныМ стаканам в области тупых углов параллелограмма образованного вертикальными перегородками и продольными стенками промковша, позволяет повысить стабильность процесса разливки и снизить неоднородность металла при внецёнтрённом подводе расплава из сталеразливочного ковша в промежуточный, поскольку снижается разность (температуры металла/ поступающего в каждый из кристаллизато ов из-за еньшения разности пути .металла от места ввода струн в промковш до разливочных стаканов на 1/3 по сравнению с прямым расположением перегородок и соосным выполнением отверстий. Уменьшение разности пути металла имеет место и при прямом расположе НИИ перегородок со смещением отверстий к проддльным сторонам промковша jfio при этом либо значительно уменьшается путь металла от перегородки до разливочного стакана/ либо перегородка будет находиться в опасной j
близости от места падения струи металла из стальковша и размываться.
Увеличение пути металла от перегородки до разливочного стакана позволяет жидкому металлу потерять скорость и максимально освободиться по всему объему от газов, неметаллических и шлаковых включений.
Выполнение отверстий в перегородках выше отбойной части обеспечивает устойчивое начало разливки вследствие задержки первых относительно холодных порций металла в промежуточном ковше.Величина тупого угла между перегородкой и продольной стенкой ковша выбрана из условий работы современных слябовых машин непрерывного литья заготовок: для сталеразливочных ковшей емкостью 50-100 т с расстоянием меязду шиберными затворами 0,5-10 м величина этого угла, обеспечив акяца. я эффект выравнивания температуры, роставляет lOO-llO, а для кЪвшей емкостью 300-400 т с расстоянием между шиберами м - 130140.Л
Расположение отверстий в перегородках относительно отбойной, части ковша определено из условия задержки 0,2-0,5 т металла и размеров промковшей емкостью ,5 т (верхний предел расстояния отверстия от от-бойной части), и емкостью 20-30 т (нижний предел расстояния).
Предел смещения отверстия в перегородке выбран из условия мгиксимального выргшнивания пути металла от места его ввода до разливочных стаканов и размеров огнеупоров, иейольэуемЫх для кладки перегородки.
На. фиг.1 показан промежуточный ковш, продольный разрез; на фиг.2 - то же, план, ,.
) . . --.
Промежуточный ковш 1 с продольным стенками 2 машины непрерывного лифья заготовок содержит отбойную 3 и примыкаюьше к ней вертикгшьн1ле ttieрегородки 4 с отверстиями 5 в их йвжней части для подачи металла к раз ли вочным стаканам 6. Перегородками 4 и продольными стаканами 2 образдваи параллелограмм с тупым углом 7/ при этом отверстия 5 выполнены в половинах перегородок 4, примыкающих к ну-пым углам 7, выше отбойной асти 3 на величинуd и со смещением от оси 8 перегородки 4 на величину Ъ iteoта поочередного подвода струи метаяла из сталеразливочного ковша в промежуточный ковш 8 и 8 .
Промежуточный ковш работает,следующим образом.
Струя металла из сталеразливочного ковшапоступает в промежуточный ковш 1 и воспринимается отбойной частвю 3 в месте 8 . При разливке . первой плавки металл может поступать к разливочным стаканам б через от0верстие 5 в перегородкгис 4 только после того, как он заполнит пространство между вертикальными перегородкёихш 4 и продольными сте 1ками 2 на высоту а , что обеспечивает устой5чивое начало разливки. В процессе разливки.потоки расплава (показано стрелками) характеризуются приблизительно одина1ковьдл расстоянием от места ввода струи до каяодого разливочного стакана 6, обеспечиваемым тем что
0 продольные стенки 2 и перегородки 4 образуют параллелограмм. При изменении места подвода струи из сталеразливочного ковша на 8 практическое равенство пути расплава по сравнению
5 с местом подвода 8 сохраняется (показано штриховыми, линиями) . За вертикальньахш перегородками 4 поверхность металла в промежуточном ковше 1 может быть Защищена от воздушной
0 ;атмосферытеплоизоли ующими засыпка;МИ. , . .
П р И М е р. Для разливки низ1ко- . легированной стали 09Г2ФБ на двуХручьевой машине непрерывного ли.тья
5 ;заготовок сечением 250160О мм используется промежуточный ковш дли нОй 5 м, шириной 1,5 м с отбойной : частью длиной 2,3 м и двумя вертикальными перегородками высотой 0,7 Мг
0 образующими с продольными стенками :ковша параллелограмм с тупым 125°. Б перегородках в районе тупых углов выполнены отверстия размером 250 200 мм для подачи металла к раз5лив ОЧНБЫ стаканам, причем отверстиярасположены на 100 м выше отбойной части и вплотную примыкают к продольHOii стенке.
Пршлейение предлагаемого промежуточного .ковша Позволит повысить ста0бильность процесса разливки за счет снижения количества неполностью разЛ111ГБ1Х плавок йз-эа затягивания ;раэливочвых стаканов и прорывов металлов под кристаллизатором и сни5зить иеоднородиость металла при внецентреннст .подводе его в промежуточный ковш. . 5 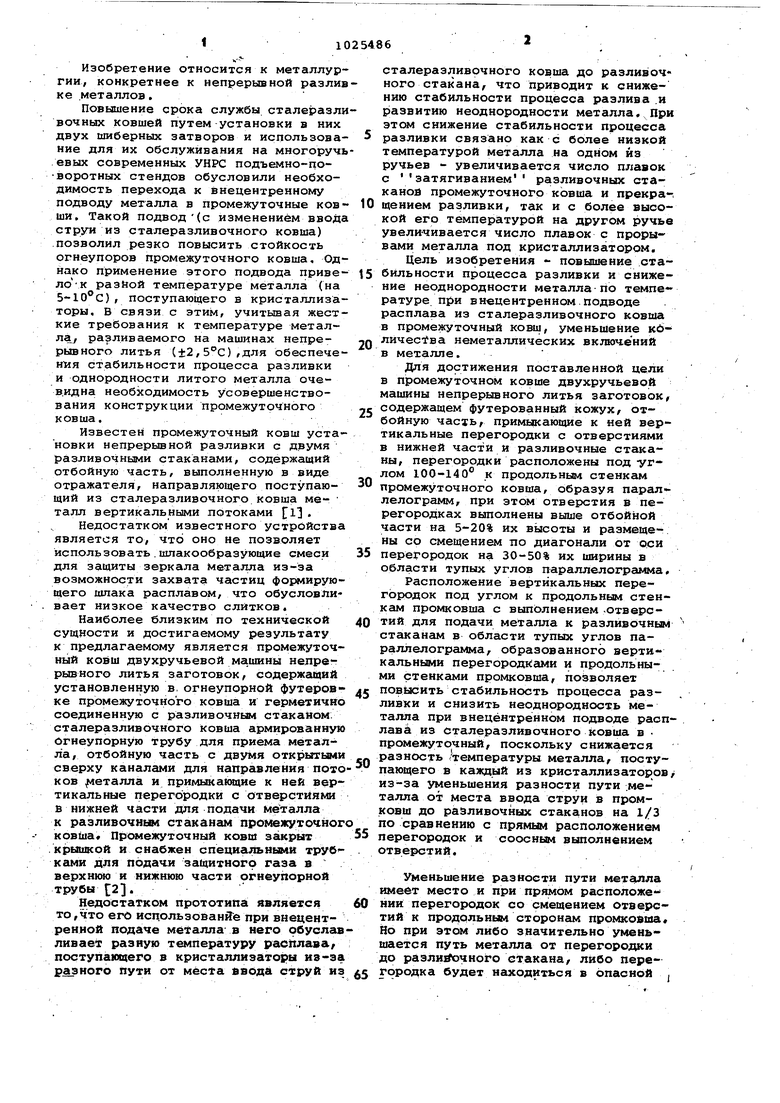
| название | год | авторы | номер документа |
|---|---|---|---|
| Промежуточный ковш двухручьевой машины непрерывного литья заготовок | 1991 |
|
SU1790468A3 |
| Промежуточный ковш многоручьевой машины непрерывного литья заготовок | 1990 |
|
SU1729686A1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 2002 |
|
RU2210457C1 |
| Промежуточный ковш машины непрерывного литья заготовок | 1987 |
|
SU1563840A1 |
| КОНСТРУКЦИЯ ДВУХРУЧЬЕВОГО КОВША С КАМЕРАМИ ДЛЯ ПЛАЗМЕННОГО ПОДОГРЕВА ЖИДКОГО МЕТАЛЛА | 2010 |
|
RU2454295C2 |
| ПРОМЕЖУТОЧНЫЙ КОВШ ДЛЯ РАЗЛИВКИ СТАЛИ С КАМЕРАМИ ДЛЯ ПЛАЗМЕННОГО ПОДОГРЕВА ЖИДКОГО МЕТАЛЛА | 2011 |
|
RU2477197C1 |
| ПРОМЕЖУТОЧНЫЙ КОВШ ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 2001 |
|
RU2185261C1 |
| УСТРОЙСТВО ДЛЯ РАФИНИРОВАНИЯ СТАЛИ ОТ НЕМЕТАЛЛИЧЕСКИХ ВКЛЮЧЕНИЙ | 2002 |
|
RU2229360C2 |
| СПОСОБ ПОТОЧНОГО ВАКУУМИРОВАНИЯ СТАЛИ ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2092271C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1990 |
|
RU2022691C1 |
ПРОМЕЖУТОЧНЫЙ КОВШ ДВУХРУЯЬЕВОЙ МАШИНЫ НЕПРЕРЫВНОГО.ЛИТЬЯ ЗАГОТОВОК, содержащий футерованный козкух, отбойную часть, примыкающие к ней вертикальные перегородки с отверстия- ми в нижней части и разливочные стаканы, отличающ1:1йся тем, что, с целью повьпиения стабильности процесса разливки.и снижения неоднородности металла по температуре при внецентренном подводе расплава- из сталераэливочного ковша в промежуточный ковш, уменьшения количества неметаллических включений в металлег перегородки расположены над углом 100-140 к продольным стенкам промежуточного ковша, образуя параллелограмм, при этом отверстия в перегородках выполнены выше отбойной части § на 5-20% их высоты и размещены со . смещением по диагонали от оси перегородок на 30-50% их ширины, в области тупых углов параллелограмма.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Веникодробильный станок | 1921 |
|
SU53A1 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для устранения мешающего действия зажигательной электрической системы двигателей внутреннего сгорания на радиоприем | 1922 |
|
SU52A1 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
