Предлагаемое изобретение относится к электродуговой сварке, а именно к устройствам для импульсного питания сварочной дуги с автоматической стабилизацией длины дугового промежутка, и может найти широкое применение в различных отраслях машиностроения, в технологии и технике электросварочных работ.
Прототипом предлагаемого изобретения является устройство для сварки, содержащее исполнительное устройство, блок сравнения напряжения дуги с заданным напряжением, последовательно соединенные блок формирования длительности пауз, релейный элемент с двумя выходами и блок формирования длительности импульсов, причем один из выходов релейного элемента соединен с исполнительным устройством непосредственно, а другой - через блок формирования длительности импульсов, а вход блока формирования длительности пауз подключен к выходу блока сравнения напряжения дуги с заданным напряжением во время паузы и датчик коротких замыканий, работающий в фазе с блоком сравнения напряжения дуги с заданным напряжением на интервале паузы, причем вход датчика коротких замыканий подключен ко второму выходу блока сравнения напряжения дуги с заданным напряжением, а выход через усилительное устройство - к дополнительному входу блока формирования длительности импульсов (патент РФ №2210475, кл. 7 В23К 9/095, 03.01.2002 г.).
Ограничение амплитуды импульсов обеспечивается за счет уменьшения длительности импульсов сварочного тока, что при экспоненциальной форме импульсов приводит к уменьшению амплитуды.
Недостатком рассмотренного устройства является то, что ограничение амплитуды происходит только в том случае, если короткое замыкание произошло на интервале паузы. Если же короткое замыкание произошло во время импульса, то ограничения не происходит. Это приводит к тому, что при сварке в различных пространственных положениях происходит выплеск сварочной ванны, что ухудшает качество сварного соединения, а также вынуждает увеличивать массогабаритные показатели исполнительного устройства, которое должно отключать большие токи короткого замыкания при Uд=0.
Задачей предлагаемого изобретения является повышение качества сварного соединения за счет ограничения амплитуды импульсов сварочного тока при коротком замыкании дугового промежутка и снижение массогабаритных показателей исполнительного устройства.
Поставленная задача решается следующим образом.
Для того чтобы однозначно и своевременно можно было зафиксировать факт короткого замыкания и ограничить амплитуду, датчик коротких замыканий работает в фазе с блоком формирования длительности импульсов. При этом датчик тока короткого замыкания контролирует амплитуду импульса и при достижении заданного значения независимо от состояния дугового промежутка дает сигнал на отключение тока импульса. Для этого датчик короткого замыкания работает в фазе с блоком формирования длительности импульсов тока, причем на один вход датчика подается текущее значение тока импульса, на второй вход - заданное значение тока импульса. Выход датчика через усилительное устройство подключен к дополнительному входу блока формирования длительности импульсов тока.
Далее сущность изобретения поясняется чертежом (фиг.1), на котором изображена блок-схема устройства для сварки с импульсным питанием дуги.
Предлагаемое устройство для импульсного питания сварочной дуги с автоматической стабилизацией длины дугового промежутка, от которого питается сварочная дуга 9, состоит из следующих элементов: исполнительного устройства 8, состоящего из источника питания 7, в сварочную цепь источника питания последовательно включено балластное сопротивление 2, параллельно которому подключено коммутирующее устройство 3, блока сравнения напряжения дуги с заданным напряжением 4, на первый вход которого подается напряжение дуги UД, а на второй вход подается заданное напряжение дуги UЗ. Выход блока сравнения напряжения дуги с заданным напряжением 4 соединен со входом блока формирования длительности пауз 5, который, в свою очередь, последовательно соединен с релейным элементом 6, имеющим два выхода, причем один из выходов релейного элемента 6 соединен с одним из входов коммутирующего устройства 3 исполнительного устройства 8 непосредственно, а другой - через блок формирования длительности импульсов 7 со вторым входом коммутирующего устройства. Для этого используется один из входов блока формирования длительности импульсов 7. Блок формирования длительности пауз 5 подключен к выходу блока сравнения напряжения дуги с заданным напряжением UЗ во время паузы. На второй вход блока формирования длительности импульсов 7 подается заданное время длительности импульсов tu сварочного тока.
Один из входов датчика коротких замыканий 12 соединен с токовым шунтом 10, который включен последовательно в сварочную цепь источника питания, а на другой вход подается заданное значение тока короткого замыкания IЗ. Выход датчика коротких замыканий 12 через усилитель 11 подключен к третьему входу блока формирования длительности импульсов 7.
В качестве коммутирующего устройства 3 может быть использован тиристор с принудительной коммутацией (см. Князьков А.Ф. Разработка и исследование импульсных модуляторов тока для сварки. Кандидатская диссертация, Томск, 1975).
Устройство работает следующим образом. Напряжение дугового промежутка сравнивается во время паузы с заданным напряжением UЗ в блоке сравнения 4. Ошибка ΔU(t)=UЗ-Uд с выхода блока сравнения напряжения дуги с заданным напряжением поступает на вход блока формирования длительности пауз 5, который интегрирует ошибку ΔU(t) на интервале всей паузы до величины срабатывания релейного элемента 6.
Релейный элемент 6 переводит коммутирующее устройство 3 во включенное состояние, при этом протекает ток импульса, который возрастает по экспоненте. Одновременно релейный элемент 6 запускает блок формирования длительности импульсов 7. После заданной длительности импульса tu с выхода блока формирования длительности импульсов 7 поступает сигнал, переводящий коммутирующее устройство 3 в выключенное состояние, то есть импульс тока прекращается.
При нормальном горении дуги амплитуда импульсов сварочного тока меньше заданной величины импульсов тока короткого замыкания IЗ в датчике коротких замыканий 12. При этом датчик коротких замыканий 12 не вступает в работу. При коротком замыкании амплитуда импульсов сварочного тока значительно возрастает. При достижении значения заданного тока короткого замыкания IЗ датчик 12 выдает сигнал на блок формирования длительности импульсов 7 и тем самым принудительно заставляет его выдать сигнал на коммутирующее устройство 3, отключающее импульс сварочного тока. Это обеспечивает отключение тока короткого замыкания на заданном уровне IЗ независимо от того, где произошло короткое замыкание - на интервале паузы или импульса сварочного тока. Такое ограничение тока короткого замыкания обеспечивает, с одной стороны, повышение качества сварного соединения за счет исключения выплесков сварочной ванны во время короткого замыкания и, с другой стороны, снижение массогабаритных показателей коммутирующего устройства 3, а так же способствует улучшению энергетических показателей устройства.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ СВАРКИ | 2002 |
|
RU2210475C1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ | 2001 |
|
RU2185941C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ С ИМПУЛЬСНОЙ МОДУЛЯЦИЕЙ ТОКА | 2004 |
|
RU2268809C1 |
| СПОСОБ РУЧНОЙ ЭЛЕКТРОДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ МОДУЛИРОВАННЫМ ТОКОМ КОРНЕВОГО ШВА | 2008 |
|
RU2371288C1 |
| Способ электродуговой сварки с короткими замыканиями дугового промежутка и устройство для его осуществления | 1984 |
|
SU1168367A1 |
| ДАТЧИК КОРОТКИХ ЗАМЫКАНИЙ ДЛЯ ДУГОВОЙ СВАРКИ ИМПУЛЬСАМИ ТОКА И НАПРЯЖЕНИЯ В ЗАЩИТНЫХ ГАЗАХ | 1999 |
|
RU2165343C2 |
| УСТРОЙСТВО ДЛЯ СВАРКИ | 2000 |
|
RU2190510C2 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 2001 |
|
RU2209713C2 |
| Автоматический стабилизатор длины дугового промежутка | 1975 |
|
SU616079A1 |
| Автоматический стабилизатор длины дугового промежутка | 1975 |
|
SU616080A1 |
Устройство предназначено для импульсного питания сварочной дуги с автоматической стабилизацией длины дугового промежутка. Исполнительное устройство (8) состоит из источника питания (1), в сварочную цепь которого последовательно включено балластное сопротивление (2), параллельно которому подключено коммутирующее устройство (3). Блок (4) сравнения напряжения дуги с задающим напряжением, блок (5) формирования длительности пауз, релейный элемент (6) с двумя выходами и блок (7) формирования длительности импульсов соединены последовательно. Один из выходов релейного элемента (6) соединен с исполнительным устройством (8) непосредственно, а другой через блок (7) формирования длительности импульсов. Блок (5) формирования длительности пауз подключен к выходу блока (4) сравнения напряжения дуги с заданным напряжением во время паузы и датчик коротких замыканий (12), который работает на этапе импульса, ограничивая амплитуду тока независимо от того, где произошло короткое замыкание - на интервале паузы или импульса. Такое ограничение тока короткого замыкания обеспечивает, с одной стороны, повышение качества сварного соединения за счет исключения выплесков сварочной ванны во время короткого замыкания и, с другой стороны, снижение массогабаритных показателей коммутирующего устройства, а так же способствует улучшению энергетических показателей устройства. 1 ил.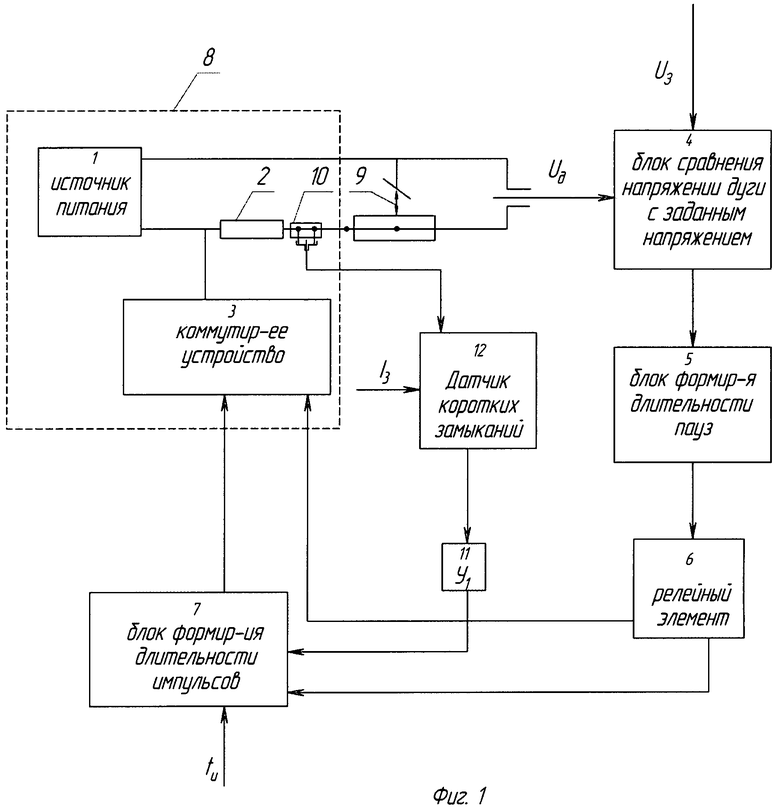
Устройство для импульсного питания сварочной дуги с автоматической стабилизацией длины дугового промежутка, содержащее исполнительное устройство, состоящее из источника питания, в сварочную цепь которого последовательно включено балластное сопротивление, параллельно которому подключено коммутирующее устройство, блок сравнения напряжения дуги с задающим напряжением, последовательно соединенные блок формирования длительности пауз, релейный элемент с двумя выходами и блок формирования длительности импульсов, причем один из выходов релейного элемента соединен с исполнительным устройством непосредственно, а другой - через блок формирования длительности импульсов, а блок формирования длительности пауз подключен к выходу блока сравнения напряжения дуги с заданным напряжением во время паузы, и датчик коротких замыканий, отличающееся тем, что один из входов датчика коротких замыканий подключен к токовому шунту, включенному последовательно в сварочную цепь источника питания, а на второй вход подается заданное значение тока короткого замыкания, а выход датчика коротких замыканий через усилительное устройство подключен к дополнительному входу блока формирования длительности импульсов.
| УСТРОЙСТВО ДЛЯ СВАРКИ | 2002 |
|
RU2210475C1 |
| Устройство для дуговой сварки с короткими замыканиями дугового промежутка | 1980 |
|
SU1098146A2 |
| Источник питания для дуговой сварки | 1989 |
|
SU1745454A1 |
| Устройство для точечной электродуговой сварки плавящимся электродом | 1989 |
|
SU1632676A1 |
| JP 5913080 A, 14.09.1984 | |||
| JP 0057181771 A, 16.01.1980. | |||

