Изобретение относится к устройствам автоматического регулирования процесса импульсно-дуговой сварки и предназначено для стабилизации длины дугового промежутка при сварке плавящимся электродом.
Известен автоматический стабилизатор длины дугового промежутка, содержащий исполнительное устройство, отрабатывающее рассогласование, и блок сравнения напряжения дуги с задающим напряжением 1.
В известном стабилизаторе используется обратная связь по напряжению дугового промежутка во время импульса и во время паузы с воздействием на подачу электрода, т. е. напряжение дугового промежутка сравнивается с одним и тем же задающим напряжением, а длина дугового промежутка контролируется по среднему напряжению. Изменение соотнощения между импульсом, и паузой при одной и той же длине дугового промежутка может привести к изменению среднего напряжения дуги, поэтому поддержание постоянной длины дугового промежутка по среднему напряжению дуги предопределяет ощибку в стабилизации длины дугового промежутка при одном и том же задающем напряжении.
В случае использования известного стабилизатора при полуавтоматической и автоматической сварке плавящимся электродом в силу возрастания статической характеристики дуги необходимо изменять задающее напряжение при смене режима сварки, что усложняет настройку на нужный режим.
Известный стабилизатор, кроме того, обладает значительной инерционностью отработки рассогласования в связи с тем, что управляющее воздействие осуществляется на подачу электрода.
Целью изобретения является упрощение настройки стабилизатора на нужный режим, повыщение точности стабилизации длины дугового промежутка и быстроты отработки
5 рассогласования.
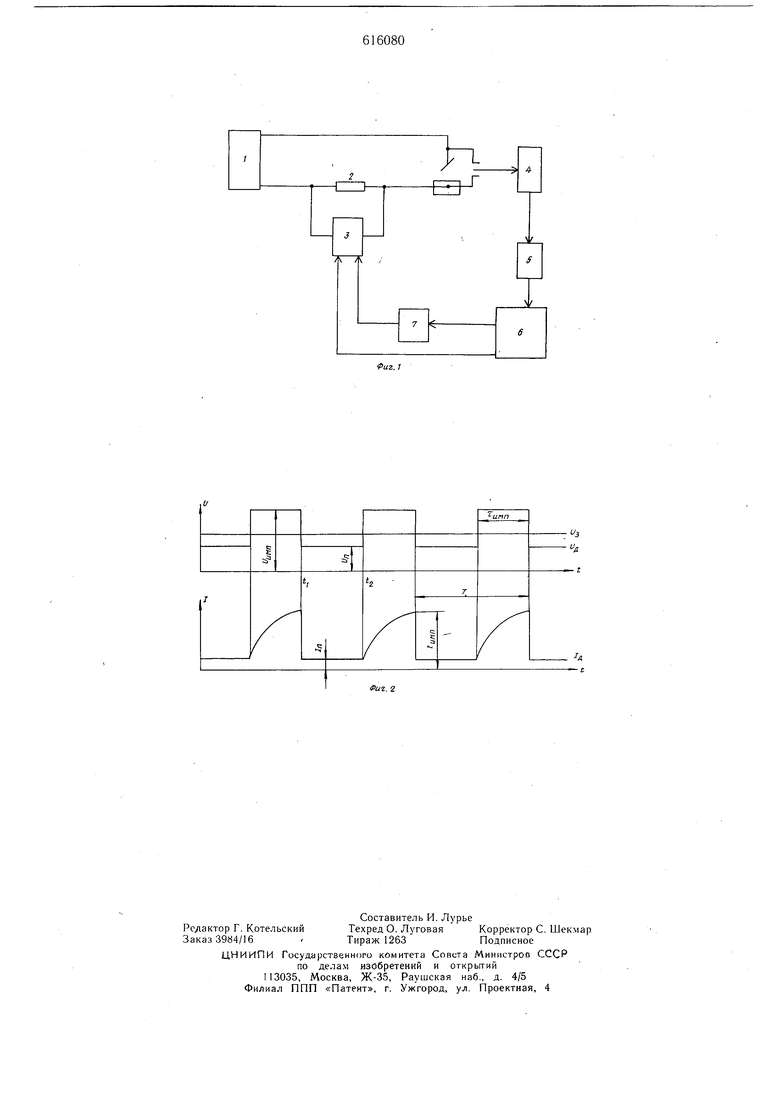
Поставленная цель достигается благодаря тому, что в автоматический стабилизатор длины дугового промежутка согласно изобретению введены последовательно соединенные блок формирования длительности пауз, релейный элемент с двумя выходами и блок формирования длительности импульсов. Один из выходов релейного элемента соединен с исполнительным устройством непосредственно, а другой - через блок формирования длительности импульсов. Блок формирования длительности пауз подключен к выходу блока сравнения напряжения дуги с задаюпдим напряжением во время паузы. На фиг. 1 представлена блок-схема предлагаемого автоматического стабилизатора длины дугового промежутка; на фиг. 2 приведены эпюры тока и напряжения, поясняющие принцип работы стабилизатора. Автоматический стабилизатор длины дугового промежутка содержит исполнительное устройство, отрабатывающее рассогласование, состоящее из источника питания 1, к которому подключено балластное сопротивление 2, шунтируемое коммутирующим устройством 3, блок 4 сравнения напряжения дуги с задающим нанряжением, к которому подключены последовательно соединенные блок 5 формирования длительности пауз и релейный элемент 6 с двумя выходами, один из которых соединен с исполнительным устройством непосредственно, а другой - через блок 7 формирования длительности импульсов. Стабилизатор работает следующим образом. Напряжение дуги U сравнивается во время паузы с задающим напряжением Uj в блоке сравнения 4. Ошибка AU(t) -УЗ-Ьд с выхода блока сравнения 4 поступает в блок 5 формирования длительности пауз, который интегрирует ошибку AU(t) на интервале всей паузы до величины срабатывания релейного элемента 6. Релейный элемент переводит коммутирующее устройство 3 во включенное состояние и запускает блок f формирования длительности импульсов, который через заданный интервал времени вновь переводит коммутирующее устройство 3 в разо.мкнутое состояние. Далее процесс повторяется. Таким образом, для поддержания постоянной длины дуги стабилизатор определяет период повторения импульсов сварочного тока при постоянной длительности импульсов по следующей зависимости (фиг. 2): , I .. Уэт f где К - коэффициент пропорциональности; Т - период следования импульсов тока; f-частота следования импульсов тока; и-у,- длительность импульсов; Uam эталонное напряжение, с которым сравнивается функционал от отклонения напряжения дуги от задающего напряжения во врйия всей паузы р(ди} Х.Ш1. Напряжение дугового промежутка определяется общеизвестной формулой: ид иа +Ьсг1д, где Ц - сумма анодного и катодного падений напряжений; Ьст - градиент потенциала столба дуги; 1д - длина дугового промежутка. При прочих равных условиях ио иЬс являются в общем случае функциями от тока. Поскольку во время паузы при всех рабочих, режимах системы значение трка приблизительно постоянно, эти целичины также постоянны. Следовательно, по изменению напряжения дуги во время паузы можно контролировать длину дугового промежутка независимо от режима в импульсе во всем диапазоне рабочих режимов системы. Это значительно упрощает настройку на нужный режим, повышает точность стабилизации длины дугового промежутка. Воздействие обратной связи не на подачу электрода, а на скорость его плавления повышает быстроту отработки рассогласования, так как осуществляется в пределах микроцикла. Формула изобретения Автоматический стабилизатор длины дугового промежутка, содержащий исполнительное устройство, отрабатывающее рассогласование, и блок сравнения напряжения дуги с задающим напряжением, отличающийся тем, что, с целью упрощения его настройки на нужный режим, повышения точности стабилизации и быстроты отработки рассогласования, в стабилизатор введены последовательно соединенные блок формирования длительности пауз, релейный элемент с двумя выходами и блок формирования длительности импульсов, один из выходов релейного элемента соединен с исполнительным устройством непосредственно, другой - через блок формирования длительности импульсов, а вход блока формирования длительности пауз подключен к выходу блока сравнения напряжения дуги с задающим напряжением во время паузы. Источники информации, принятые во внимание при экспертизе: I. Авторское свидетельство СССР № 368949, кл. В 23 К 9/10, 1970.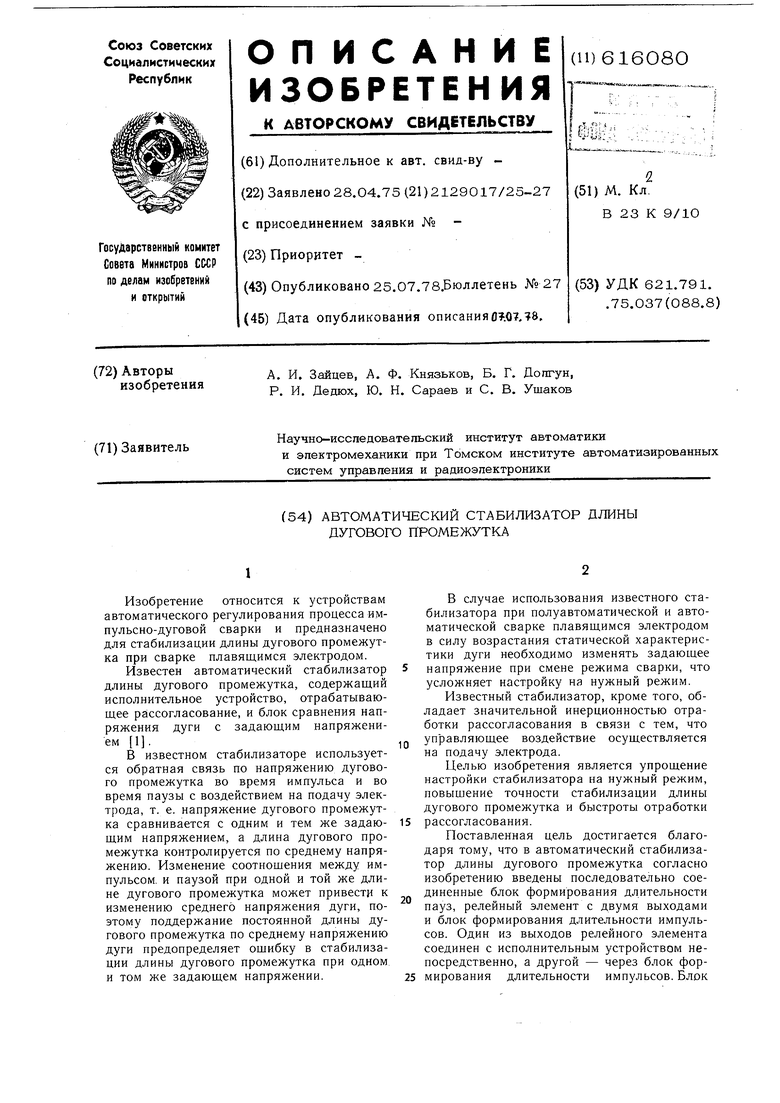

| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматический стабилизатор длины дугового промежутка | 1975 |
|
SU616079A1 |
| Автоматический стабилизатор длины дугового промежутка | 1975 |
|
SU616078A1 |
| Автоматический стабилизатор длины дугового промежутка | 1975 |
|
SU656761A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ | 2001 |
|
RU2185941C1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ | 2002 |
|
RU2210475C1 |
| УСТРОЙСТВО ДЛЯ ИМПУЛЬСНОГО ПИТАНИЯ СВАРОЧНОЙ ДУГИ | 2010 |
|
RU2457088C1 |
| В | 1973 |
|
SU368949A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ И СИСТЕМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1988 |
|
RU2012034C1 |
| Исполнительный механизм системы автоматического управления горных машин | 1983 |
|
SU1120101A1 |
| Источник питания для дуговой сварки с регулируемой крутизной вольтамперной статической характеристики | 1983 |
|
SU1100057A1 |