Изобретение относится к электродуговой сварке, а именно к устройствам для сварки с автоматическим регулированием процесса импульсно-дуговой сварки посредством стабилизации длины дугового промежутка, и может найти широкое применение в технологии и технике электросварочных работ.
Известен автоматический стабилизатор длины дугового промежутка, содержащий исполнительное устройство, состоящее из источника питания, балластного сопротивления, шунтируемого коммутирующим устройством, блок сравнения напряжения дуги с задающим напряжением, последовательно соединенный элемент сравнения и релейный элемент с нулевым порогом срабатывания и двумя выходами, один из которых соединен с исполнительным устройством непосредственно, а другой через блок формирования длительности импульсов, а также последовательно соединенные - импульсный элемент, ячейку памяти, ключ, работающий в противофазе с исполнительным устройством, интегратор (А.С. 616078. Автоматический стабилизатор длины дугового промежутка. - БИ 27, 1978, МПК В 23 К 9/10).
Для поддержания постоянной длины дугового промежутка данный автоматический стабилизатор определяет период следования импульсов сварочного тока при постоянной длительности импульсов в момент, совпадающий с концом паузы.
Недостатком такого устройства является общее дозирование энергии на расплавление и перенос капли и невозможность дозирования энергии, идущей только на расплавление капли.
Известно устройство для поддержания постоянства диаметра переносимых капель при постоянной частоте следования импульсов путем автоматического регулирования среднего значения напряжения на дуге посредством изменения длительности импульсов. Оно содержит генератор импульсов, источник энергии, управляемый элемент, объект регулирования, интегрирующее звено, стабилизированное питание, питание, генератор задающего напряжения, формирователь сигналов (Патон Б.Е., Шейко П.П., Пашуля М.П. Автоматическое управление переносом металла при импульсно-дуговой сварке. - Автоматическая сварка,1971, 9, с.1-3.).
Недостатком данного устройства является общее дозирование энергии на расплавление и перенос и отсутствие фиксации момента отрыва капли, что приводит к изменению размеров капли при регулировании и нестабильности процесса.
Известен автоматический стабилизатор длины дугового промежутка, содержащий исполнительное устройство, состоящее из источника питания, балластного сопротивления, шунтируемого коммутирующим устройством, блок сравнения напряжения дуги с задающим напряжением, к которому подключены последовательно соединенные блок формирования длительности пауз и релейный элемент с двумя выходами, один из которых соединен с исполнительным устройством непосредственно, а другой - через блок формирования длительности импульсов (А.С. N 616080. Автоматический стабилизатор длины дугового промежутка. - БИ 27, 1978, МПК В 23 К 9/10).
В данном стабилизаторе для поддержания постоянной длины дуги определяется период повторения импульсов сварочного тока при постоянной длительности импульсов.
Недостатком такого устройства является общее дозирование энергии на расплавление и перенос капли и невозможность дозирования энергии, идущей на расплавление капли.
Прототипом предлагаемого устройства, по нашему мнению, является автоматический стабилизатор длины дугового промежутка, содержащий исполнительное устройство, состоящее из источника питания, балластного сопротивления, шунтируемого коммутирующим устройством, блок сравнения напряжения дуги с задающим напряжением, выполненный в виде последовательно соединенных элемента сравнения напряжения дуги с задающим напряжением, импульсного элемента, ячейки памяти, ключа, работающего в противофазе с исполнительным устройством, а также последовательно соединенные элемент сравнения и релейный элемент с нулевым порогом срабатывания, релейный элемент, интегратор, причем выход интегратора соединен с первым входом элемента сравнения, а выходы релейных элементов соединены с исполнительным устройством, при этом выход ключа подключен ко второму входу элемента сравнения (А.С. 656761. Автоматический стабилизатор длины дугового промежутка. - БИ 14, 1979, МПК В 23 К 9/10).
В данном стабилизаторе для поддержания постоянной длины дуги определяется период повторения импульсов сварочного тока при постоянной длительности импульсов как функционал от напряжения дуги на интервале паузы:
где К - коэффициент пропорциональности;
Т - период следования импульсов тока;
f - частота следования импульсов тока;
Uэт - эталонное напряжение, с которым сравнивается функционал от отклонения напряжения дуги от задающего напряжения во время всей паузы согласно зависимости
Напряжение дугового промежутка определяется общеизвестной формулой:
Uд=Uак+bст•lд,
где Uак - сумма анодного и катодного падений напряжений;
bст - градиент потенциала столба дуги;
lд - длина дугового промежутка.
Недостатком этого устройства также является общее дозирование энергии на расплавление, и перенос капли, и невозможность дозирования энергии, идущей только на расплавление капли.
Целью предлагаемого изобретения является обеспечение автоматической стабилизации размеров капли за счет дозирования энергии расплавления электродного металла, начиная с момента отрыва предыдущей капли, фиксируемого по всплеску напряжения на дуговом промежутке в импульсе, и тем самым повышение надежности и стабильности работы устройства и качества сварного шва.
Поставленная задача решена следующим образом. Устройство для сварки содержит исполнительное устройство, блок сравнения напряжения дуги с задающим напряжением, последовательно соединенные блок формирования длительности пауз, релейный элемент с двумя выходами и блок формирования длительности импульсов. При этом один из выходов релейного элемента соединен с исполнительным устройством непосредственно, другой - через блок формирования длительности импульсов, а вход блока формирования длительности пауз подключен к выходу блока сравнения напряжения дуги с задающим напряжением во время паузы. На входе в блок сравнения напряжения дуги с задающим напряжением установлен датчик фиксации отрыва капли, вход которого подключен к дуговому напряжению, а выход - через усилительное устройство к блоку формирования длительности импульсов.
Далее сущность изобретения поясняется чертежами, на которых изображено:
На фиг.1 - блок-схема автоматического стабилизатора длины дугового промежутка,
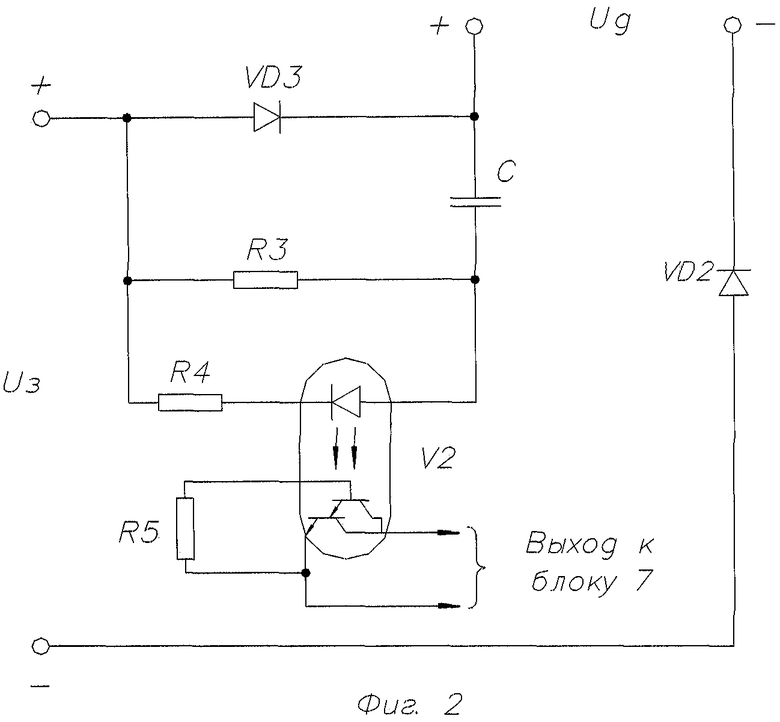
на фиг.2 - принципиальная схема датчика фиксации момента отрыва капли,
на фиг. 3 - эпюры токов и напряжений в процессе работы датчика фиксации момента отрыва капли.
В выходную цепь источника питания 1 включено балластное сопротивление 2, параллельно которому подсоединено коммутирующее устройство 3. К дуговому напряжению Uд источника питания 1 подключен блок сравнения напряжения дуги 4, который соединен с блоком формирования длительности пауз 5, выход которого подключен релейному элементу 6. Релейный элемент 6 соединен с коммутирующим устройством 3 и с одним из входов блока формирования длительности импульсов 7, выход которого также подключен к коммутирующему 3.
В выходную цепь источника питания 1, к дуговому напряжению Uд подключен датчик фиксации момента отрыва капли 8, который через усилительное устройство 9 подсоединен ко второму входу блока формирования длительности импульса 7. Датчик фиксации момента отрыва капли состоит из следующих элементов, соединенных последовательно, - конденсатора С и сопротивления R3, являющихся дифференцирующей цепью. Выходным элементом дифференцирующей цепи является сопротивление R3, с которого снимается импульс напряжения при отрыве капли. Этот импульс напряжения поступает на вход усилительного устройства 9, в качестве которого использован оптотранзистор V2. Светодиод оптотранзистора V2 через сопротивление R4 подключен к сопротивлению R3. Диод VD2 служит для замыкания цепи датчика 8 при прохождении импульса тока датчика при отрыве капли.
Устройство для сварки работает следующим образом. Напряжение дуги Uд сравнивается во время паузы с задающим напряжением Uз в блоке сравнения 4. Ошибка ΔU(t) = Uз-Uд с выхода блока сравнения 4 поступает в блок 5 формирования длительности пауз, который интегрирует ошибку ΔU(t) на интервале всей паузы до величины срабатывания релейного элемента 6. Релейный элемент переводит коммутирующее устройство 3 во включенное состояние, при этом протекает ток импульса, который возрастает по экспоненте, капля втягивается в дугу и происходит отрыв капли, который фиксируется датчиком отрыва капли 8, который через усилительное устройство 9 срывает работу линии задержки (блок 7) и запускает ее вновь, после чего она отсчитывает время, необходимое для расплавления капли заданных размеров.
Датчик фиксации момента отрыва капли работает только на интервале импульса, когда напряжение дуги превосходит заданное напряжение (t2-t4). Параметры цепи R3-C подобраны таким образом, что выходное напряжение на R3 будет существенным только от всплеска напряжения во время отрыва капли. В остальное время нарастания напряжения дуги по кривой, близкой к экспоненте, напряжение на R3 будет незначительным, и оптотранзистор не будет открываться. При всплеске напряжения на сопротивлении R3 оптотранзистор кратковременно открывается и запускает блок формирования длительности импульсов.
В случае несрабатывания датчика 8 линия задержки 7 формирования длительности импульсов через заданный интервал времени вновь переводит коммутирующее устройство 3 в разомкнутое состояние. Этот процесс многократно повторяется.
Таким образом, начиная с отрыва предыдущей капли, происходит дозирование введенной энергии, направленной на расплавление последующей капли, там самым обеспечивая одинаковый размер образующихся капель, что значительно повышает стабилизацию дугового промежутка и способствует более стабильному каплепереносу и формированию сварочного шва. За счет этого повышается надежность работы устройства и качество получаемого сварного шва.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ СВАРКИ | 2002 |
|
RU2210475C1 |
| УСТРОЙСТВО ДЛЯ ИМПУЛЬСНОГО ПИТАНИЯ СВАРОЧНОЙ ДУГИ | 2010 |
|
RU2457088C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ С ИМПУЛЬСНОЙ МОДУЛЯЦИЕЙ ТОКА | 2004 |
|
RU2268809C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 2001 |
|
RU2209713C2 |
| СПОСОБ РУЧНОЙ ЭЛЕКТРОДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ МОДУЛИРОВАННЫМ ТОКОМ КОРНЕВОГО ШВА | 2008 |
|
RU2371288C1 |
| ДАТЧИК КОРОТКИХ ЗАМЫКАНИЙ ДЛЯ ДУГОВОЙ СВАРКИ ИМПУЛЬСАМИ ТОКА И НАПРЯЖЕНИЯ В ЗАЩИТНЫХ ГАЗАХ | 1999 |
|
RU2165343C2 |
| СПОСОБ РУЧНОЙ ЭЛЕКТРОДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ МОДУЛИРОВАННЫМ ТОКОМ КОРНЕВОГО ШВА | 2006 |
|
RU2322331C1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ | 2000 |
|
RU2190510C2 |
| СПОСОБ ИМПУЛЬСНО-ДУГОВОЙ СВАРКИ | 1997 |
|
RU2133660C1 |
| Автоматический стабилизатор длины дугового промежутка | 1975 |
|
SU616080A1 |

Изобретение относится к электродуговой сварке, а именно к устройствам для сварки с автоматическим регулированием процесса импульсно-дуговой сварки, и может найти широкое применение в технологии и технике электросварочных работ. Устройство содержит исполнительное устройство, блок сравнения напряжения дуги с задающим напряжением, последовательно соединенные блок формирования длительности пауз, релейный элемент с двумя выходами и блок формирования длительности импульсов. Один из выходов релейного элемента соединен с исполнительным устройством непосредственно, другой - через блок формирования длительности импульсов. Вход блока формирования длительности пауз подключен к выходу блока сравнения напряжения дуги с задающим напряжением во время паузы. На входе в блок сравнения напряжения дуги с задающим напряжением установлен датчик фиксации отрыва капли, вход которого подключен к дуговому напряжению, а выход через усилительное устройство - к блоку формирования длительности импульсов. Такое выполнение устройства позволяет обеспечить автоматическую стабилизацию размеров капли за счет дозирования энергии расплавления электродного металла и тем самым повысить надежность и стабильность в работе устройства и качество сварного шва. 3 ил.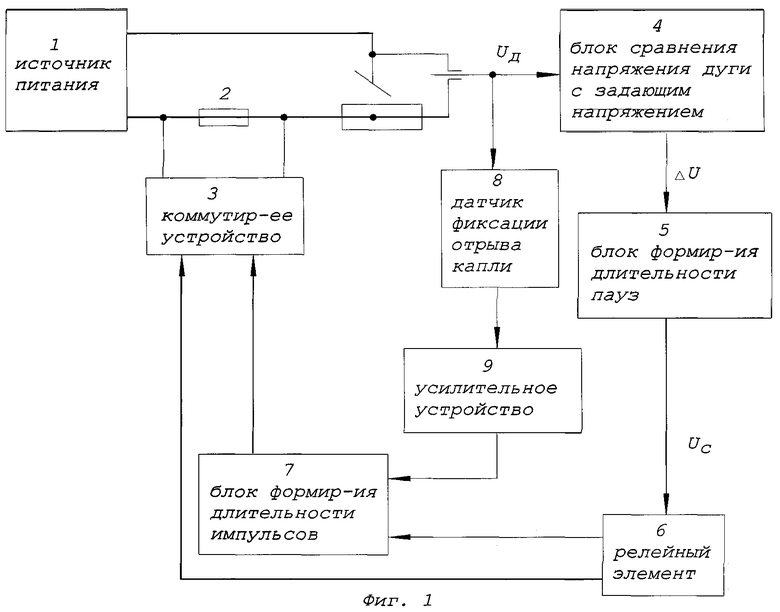
Устройство для сварки, содержащее исполнительное устройство, блок сравнения напряжения с задающим напряжением, последовательно соединенные блок формирования длительности пауз, релейный элемент с двумя выходами и блок формирования длительности импульсов, причем один из выходов релейного элемента соединен с исполнительным устройством непосредственно, другой - через блок формирования длительности импульсов, а вход блока формирования длительности пауз подключен к выходу блока сравнения напряжения дуги с задающим напряжением во время паузы, отличающейся тем, что в него дополнительно введен датчик фиксации момента отрыва капли, работающий в противофазе с блоком сравнения напряжения дуги с задающим напряжением, причем вход датчика фиксации момента отрыва капли подключен к дуговому напряжению, а выход через усилительное устройство к - дополнительному входу блока формирования длительности импульсов.
| Автоматический стабилизатор длины дугового промежутка | 1975 |
|
SU656761A1 |
| SU 739817, 20.09.1999 | |||
| Устройство для импульсной дуговой сварки | 1983 |
|
SU1113221A1 |
| Источник тока для импульсно-дуговой сварки | 1989 |
|
SU1682076A1 |
| Способ получения растворимого фурагина | 1975 |
|
SU599509A1 |
| US 6344627, 31.05.2000. | |||
